唇板调节式横幅定量控制系统的设计与实现
2011-04-27张根宝王平王孟效
张根宝,王平,王孟效
(陕西科技大学 电信学院,陕西 西安 710021)
唇板调节式横幅定量控制系统的设计与实现
张根宝,王平,王孟效
(陕西科技大学 电信学院,陕西 西安 710021)
介绍了以上位机Wincc和下位机S7-200系列PLC为核心的横幅定量控制系统的设计。采用OPC技术有效的将QCS系统和横幅控制系统连接起来。根据工艺特点和生产要求,采用步进电机控制唇板的开度,有效地控制了横幅定量。重点论述了步进电机的控制方法和上位机的通信与监控功能。实际应用表明,该系统控制精度高,操作简洁方便,工作稳定可靠,能将横幅定量误差严格地控制在范围之内。具有推广价值。
横幅定量;OPC;步进电机;Wincc
1 引言
定量是纸张质量最基本的物理指标,定量的稳定是成纸质量最重要的保证。目前对定量的控制上大都配备了纵向定量控制系统。通过QCS和DCS的闭环控制能够达到良好的控制效果。但随着车速的提高和纸张横幅的加大,纸张横向定量不均匀的问题也日显突出。为了满足用户对纸页定量的要求,设计横幅定量控制系统是必然的趋势。横幅定量控制系统目前又分为两种形式。一种是通过稀释水流浆箱来实现。一般高速纸机采用稀释水流浆箱,由于其唇板是不可调整的,它的横幅定量调整是通过改变各支管的稀释水的流量大小来实现。另一种应用在中低车速的纸机上,纸页横幅定量控制是通过手动调节流浆箱唇板开口的大小来实现,是根据操作工人的经验进行调节,人为因素影响较大,纸页的横幅定量不太稳定。
本文阐述的唇板调节式横幅定量控制系统就是应用在中低车速的纸机上。通过在流浆箱上增加横幅定量控制系统来自动控制唇口的开度。首先QCS控制站通过标准OPC接口将数据传输给上位机,PLC输出控制信号到步进电机驱动器,驱动步进电机带动机械结构对唇板开度进行调整。从而实现横幅定量一致。
唇板调节式横幅定量控制系统可以动态地调节唇口的开度,实现了横幅控制的自动化。即不需要人工调节唇口开度,又免去了人工操作出现误差。具有较高的准确性和适时性。实际应用上能将横幅定量误差控制在1.5%之内。已经达到了国外对流浆箱横幅定量差的要求。具有推广价值。
2 控制系统的构成
横幅定量控制系统主要通过在流浆箱上安装步进电机来实现唇口开度的自动调节。它是由上位机,控制站和步进电机装置组成。
系统采用一台工控机作为上位机,组态软件为Wincc6.0,通过OPC配置读取QCS系统的定量数据,并向下位机发出控制命令。控制站选用SIEMENS S7-200,与上位机采用Profibus-DP现场总线进行通信。PLC发出脉冲控制信号给步进电机驱动器驱动步进电机控制唇板的开度。整个控制系统的流程如图1所示。

图1 控制系统流程图Fig.1 Flow chart of control system
3 步进电机控制
3.1 步进电机控制策略
控制唇板的开度是通过控制步进电机带动无间隙机械传动机构来实现的。可在流浆箱唇板上每间隔100~120mm设置一拉伸杆,该拉杆采用精密步进电机和无间隙机构拉动进行上下调节。对此本系统在唇板上安装了30个步进电机控制装置对纸张的横幅进行有效的控制。步进电机控制器装置由3部分组成,分别是步进电机驱动器,精密步进电机和无间隙机械传动机构。步进电机控制系统如图2所示。

图2 步进电机控制系统Fig.2 Stepper motor control system
图2中的S7-200CPU-214PLC作为控制核心部件。它含有高速脉冲输出功能,可以用来驱动步进电机。当收到上位机给出的信号时,S7-200通过输出Q0.1和Q0.2两路高速脉冲到步进电机驱动器。其中I0.0和I0.1为上位机发出启停信号,I0.2为上位机发出转向信号。可以通过在上位机上设置启停和转向按钮来实现。驱动器接受到两路高速脉冲后驱动步进电机启停和定向控制。其中CP为启停控制信号,DIR为方向控制信号。步进电机的转动又带动无间隙机械传动机构改变唇口开度。
3.2 控制方法的实现
步进电机是一种将电脉冲转化为角位移的执行机构。一般电动机是连续旋转的,而步进电机的转动是一步一步进行的。每输入一个脉冲电信号,步进电机就转动一个角度。通过改变脉冲频率和数量,即可实现调速和控制转动的角位移大小。
本文采用PLC与驱动装置来控制唇板的开度。首先要考虑PLC200实现高速脉冲输出功能,再考虑输出脉冲的频率以及步进电机的方向。实现高速脉冲输出功能可在STEP7中进行硬件设置。改变输出脉冲的频率以及控制步进电机的方向则需要调用系统功能块SFB49。
1)硬件设置能使通道作为高频脉冲输出时的工作模式。要想在对应通道产生高频脉冲,要在CPU的高频脉冲的属性设置中选择最后一种工作模式:脉宽调制(pulse-width modulation)。
2)调用SFB49主要实现2个功能,一是用来控制脉冲输出或作为数字量输出的控制变量;这部分需要通过门功能来实现对步进电机的控制。另外一部分则是用来修改脉冲参数:例如脉冲周期,延时时间,最小脉宽等。这部分需要与实际的步进电机参数相对应。
SFB49是通过门功能(gate function)控制高频脉冲的启动输出的。门功能工作过程如图3所示。
这里采用软件门控制方法。此时,高频脉冲输出单独由软件门SW_EN端控制,即SW_EN端为“1”时,脉冲输出指令开始执行 ,当SW_EN端为“0”时,高频脉冲停止输出。图4是对SFB49进行的参数设置。I0.0为软件门SW_EN输入端。STS_EN为状态使能端。其状态显示高频脉冲输出的条件是否成立,当STS_EN端的状态为“1”时,表示高频脉冲输出条件成立。参数STS_STRT为硬件门状态。参数STS_DO为通道的

图3 门功能工作过程图Fig.3 The process of achieving the door function
输出状态,即I0.0为1时 M0.2输出高频脉冲。I0.0为0时M0.2停止输出。
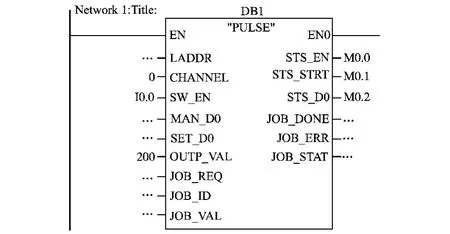
图4 SFB49参数设置图Fig.4 The method of set parameters about SFB49
STS_DO通道高速脉冲的输出决定了步进电机的启停状态。通过修改SFB49的脉冲参数,又可实现STS_DO通道输出大小相等的正负高速脉冲。正脉冲驱动步进电机正转,负脉冲驱动步进电机反转。从而实现对步进电机的启停和定向控制。
3.3 系统的硬件连接
3.3.1 步进电机与步进电机驱动器连接
本系统选用SH-2H042Ma步进电机驱动器,它为2/4相混合型步进电机驱动器。细分数由拨位开关设定(2,4,8)分别对应步距角0.9°,0.45°,0.225°。最大相电流输出为1.7A,工作电压为DC 24V。步进电机与配套步进电机驱动器的接线较简单,如图5所示。

图5 步进电机与步进电机驱动器连接图Fig.5 Stepper motor and stepper motor driver connection diagram
3.3.2 步进电机驱动器与PLC连接
PLC与SH-2H042Ma步进电机驱动器相连时,采用共阳极方式连接,将CP+和DIR+接在一起作为共阳端。其中脉冲信号接入CP-端,方向信号接入DIR-端。其接线方式如图6所示。
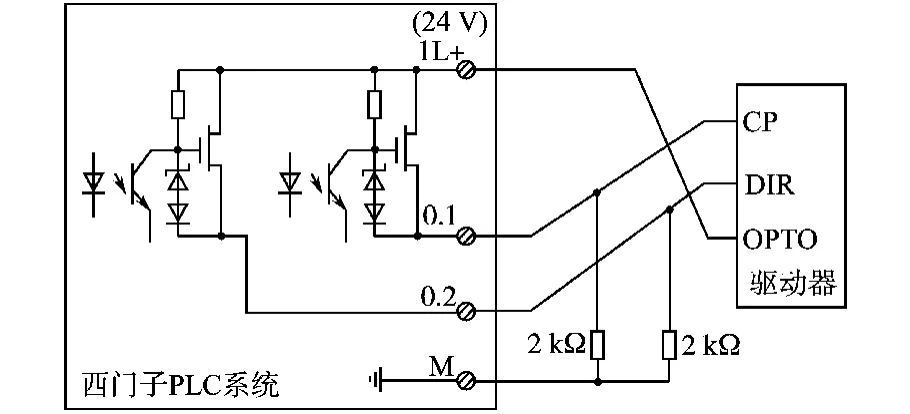
图6 步进电机驱动器与PLC连接图Fig.6 Stepper motor driver and the PLC connection diagram
4 上位机监控系统
4.1 Wincc的通信组态
Wincc和SIMATIC S7的通信方式有很多种。常用的有MPI PROFIBUS和TCP/IP等。考虑到上位机要接收QCS控制站的横幅定量数据,同时通过监控操作发出控制信号传输给PLC。这就涉及到第3方PLC的通信和本站PLC的控制。因为不同厂家产品的型号和通信方式不同,所以控制系统采用OPC方式通信。QCS系统和本系统分别建立各自的OPC服务器。在接受QCS系统数据时,上位机以客户端身份访问QCS系统的服务器。因为OPC支持Profibus协议,Wincc与下位机的通信采用Profibus-DP通信。具体通信组态过程如下。
1)在QCS和本系统的上位机上安装PCAccess软件,建立各自的OPC Server。当Wincc与QCS系统通信时,QCS系统作为服务器,本系统作为客户端访问。
2)服务器端和客户端均要进行DCOM配置,在上位机上分别设置DCOM属性页面,安全机制页面。在服务器端需要添加一个管理员用户和密码,客户端要设置为当前用户。只有双方配置要求相同才允许客户端访问。
3)在上位机上创建Wincc项目,在变量管理中添加新的驱动程序,选择OPC.CHN。右击可以点开OPC条目管理器,选择浏览服务器。如果已经和QCS部通信成功就可以访问QCS的服务器,并且找到其横幅定量数据的地址。
4)在OPC项目下创建 Wincc变量,定义变量名称和数据类型。创建各功能画面,实现对数据的监控和操作。
行业规范的推进不仅约束了经营者的行为,还能让旅游产品和服务的质量有所保证并不断提高,游客可以在乡村安心居住,对乡村旅游的可持续发展起到了重要的支撑作用。
4.2 监控系统
系统利用组态软件Wincc主要是对横幅定量数据进行监控和操作。方便操作人员及时掌握横幅定量情况并进行有效的操作。关键就是由上位机发出命令给PLC S7-200,驱动步进电机的转动从而改变唇板的开度。
4.2.1 横幅数据的显示
首先要显示出纸张横幅的全部概况,QCS系统一个周期扫描定量数据200组。利用OPC方式连接到QCS的服务器可以调用这200组数据。并在Wincc上用趋势图显示出整个横幅的定量状态。
考虑到本系统在唇板上安装30个步进电机,而QCS横幅数据大多都是200组。要找到具体对应的位置是一个难点。其次现场步进电机的表头范围是0到5mm,而采集到的定量数据范围是0到27 648,这需要做相应的线性标定。方法是在Wincc中的全局脚本中建立VB脚本,编写VB程序。将200个定量数据分成30组,并做线性标定和平均处理。最后得到的30个数据用柱状图的形式显示出来。如图7所示。
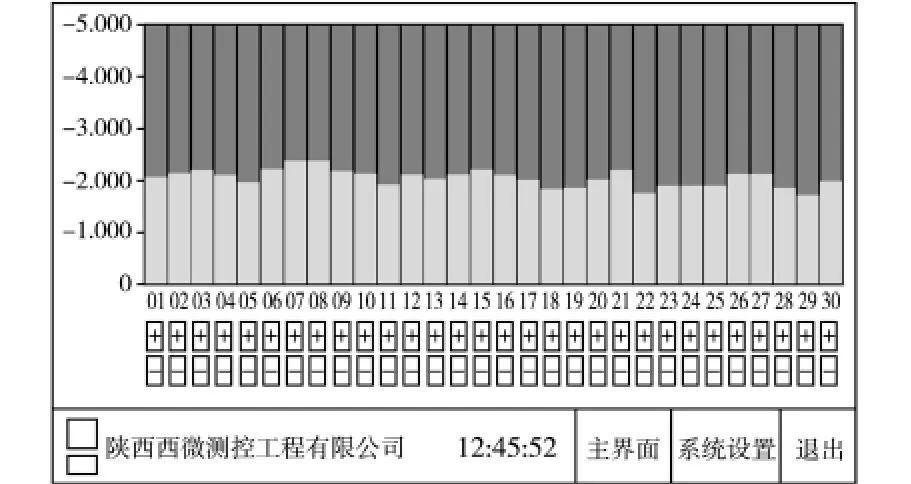
图7 横幅数据显示画面Fig.7 The picture of CD date
4.2.2 操作功能的实现
通过上述步骤上位机显示30个柱状图与唇板的步进电机位置相对应。分别建立30个操作画面,其包含功能有:显示当前值,步进电机启停和转向控制,限位量,自动限位开关和微调量。
4.2.2.1 人工控制
当前值就是线性标定后的当前定量值。操作员可根据当前值手动操作界面按钮控制唇口的开度。若当前值偏小可按启动按钮,步进电机正向转动增大唇口开度。若当前值偏大可按减小和启动按钮,步进电机反向转动减小唇口开度。
4.2.2.2 自动限位控制
为了避免人工操作的失误,上位机还增加限位控制功能。即左右定量的差不能超过限位值。如果启动自动限位功能,则不需要人工操作。一旦定量数据与左右相比超出限位范围,系统将自动启动或停止步进电机的工作。限位值的大小也可以在Wincc中根据实际情况进行改变。限位控制也是通过在Wincc中编写VB脚本来实现。具体的思路是:将1到30组当前变量值分别记为SV1到SV30,限位值记为XYZ。

其中1号和30号步进电机的自动限位控制可按照下式计算:若满足上式,则符合限位要求。若不满足则触发启动或停止按钮。
以1号电机为例,若:

要增大唇口开度,则正向启动步进电机。

要减少唇口开度,反向启动步进电机。直到满足式(1)时,停止步进电机。
第2号到第29号步进电机的自动限位控制要参照左右两者再做比较。
以2号电机为例,分别计算出:SV1-XYZ,SV3-XYZ,SV1+XYZ,SV3+XYZ两两取交集,例如则判断下式是否成立,


若满足上式,则符合限位要求。若不满足则同样触发启动或停止按钮,

要增大唇口开度,则正向启动步进电机,

要减少唇口开度,反向启动步进电机。直到满足式(1)时,停止步进电机。其他情况同理判断。
利用上述原理,通过VB脚本在Wincc中编写程序就可实现步进电机的自动控制。避免了人工操作的误差。
5 结论
将Wincc软件成功应用于横幅定量控制系统,利用OPC将QCS系统和横幅控制系统互相联系,并采用步进电机控制唇板的开度,有效地控制了横幅定量。该系统人机界面友好、简洁,可以实现手自动切换,便于用户操作。从现场使用情况来看,系统运行稳定可靠,减少了横幅定量的误差和操作员的工作量,很好地满足了客户的要求。
[1] Rusu C,Birou I.Model Based Design Controller for the Stepper Motor[C]∥Cluj-Napoca,IEEE International Conference on Automation,Quality and Testing,Robotics,2008,2:172-198.
[2] 杨后川,张学民,陈勇.SIMATIC S7-200可编程序控制器原理与应用[M].北京:北京航空航天大学出版社,2008.
[3] 吴红星.电机驱动与控制专用集成电路及应用[M].北京:中国电力出版社,2006.
[4] 李勤,党选举.基于COM的OPC技术研究及其接口实现[J].电子技术应用,2003,29(2):28-34.
[5] 李新军.VB环境下通过OPC接口访问Wincc数据的实现[J].工业计量,2007,17(1):59-62.
[6] 陈果.PLC控制步进电机分度的设计与实现[J].工业控制计算机,2008,21(5):83-84.
[7] 宋受俊,刘景林,韩英桃,等.二相混合式步进电机驱动器的优化设计[J].电气传动,2006,36(2):59-64.
修改稿日期:2010-11-05
Design and Implementation of CD Base Weight Control System with Lip Adjustment Type
ZHANG Gen-bao,WANG Ping,WANG Meng-xiao
(CollegeofElectricalandInformationTechnology,ShaanxiUniversityofScienceand Technology,Xi’an710021,Shaanxi,China)
The design of CD base weight control system based on wincc and S7-200series PLC was proposed.The CD base weight control system is connected with the QCS(quality control system)system by means of OPC technology.According to the technical characteristics and productional requirements,the CD base weight is controlled effectively by using stepper motor control headbox′s lip.Focuses on the stepping motor control method and the host computer communication and monitoring functions.The practical application shows that the control system has high precision,stability,reliability,and convenient operation.The error of CD base weight can be also strictly controlled within the range.And the system has great promotional value.
cross direction(CD)base weight;OPC(OLE for process control);stepper motor;Wincc
TP273
A
张根宝(1958-),男,教授,硕士研究生导师,Email:moyuexian@yahoo.com.cn
2010-08-30
