1 500mm宽带粗轧轧机负荷平衡控制功能
2011-04-27时元海李斌周东黄波
时元海,李斌,周东,黄波
(莱钢银山型钢板带厂,山东 莱芜 271104)
1 500mm宽带粗轧轧机负荷平衡控制功能
时元海,李斌,周东,黄波
(莱钢银山型钢板带厂,山东 莱芜 271104)
介绍了一种解决轧制系统负荷不平衡的控制方法。针对莱钢1 500mm宽带粗轧主机上下辊电机电流差值大现象,利用SIMADYN D全数字32位机矢量控制交交变频控制调速系统,在STRUC G程序中建立负荷平衡控制模型,实现了负荷平衡控制功能。使系统运行稳定可靠,控制精度高,速度响应快,能更好地满足生产工艺的要求。
矢量控制;交交变频;负荷平衡
1 引言
莱钢1 500mm宽带粗轧主机上下辊主传动控制部分采用由SIEMENS公司整柜引进的SIMADYN D全数字32位机矢量控制交交变频控制调速系统,功率部分和检测回路采用国产配套,主回路的单线图见图1。
空负荷试车、参数优化及软件功能调试后,带载运行时,轧机咬入带钢后,上下辊电机的电流差比较大(最大可达3 000A),上下辊电机的负荷分配不平衡,影响到粗轧机的轧制板型和成材率。
SIMADYN D是一种可由用户自由组态的多处理器多任务的全数字控制系统。尤其适用于要求动态特性高、控制要求高的传动及自动化系统,因为它能够完成快速的开闭环控制和数学运算。粗轧机负荷平衡控制是在SIMADYN D控制系统中,增加了新的功能包LOAD,实现了粗轧机的负荷平衡控制。
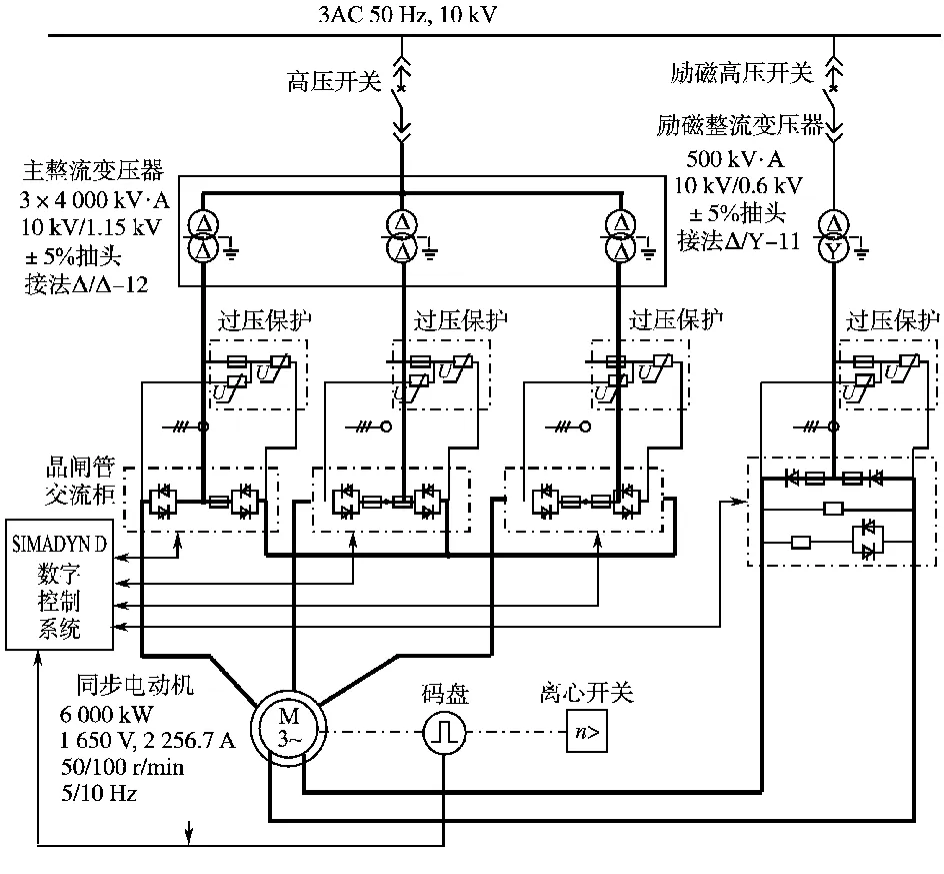
图1 R1主传动系统单线图Fig.1 Single line diagram of R1main drive system
2 系统概述
莱钢1 500mm粗轧主机为四辊可逆式轧机,上下辊单独传动。电机为交交变频同步电动机,电机功率6 000kW,额定电压1 650V,额定电流2 256.7 A,转速50/100r/min。控制部分采用SIEMENS公司整柜引进的SIMADYN D全数字控制系统,64位处理器,交交变频矢量控制调速系统。
SIMADYN D控制系统是一种硬件可自由配置,模块化编程的全数字控制系统,特别适用于控制要求高的交直流调速系统。它能进行快速的开闭环控制和运算操作,同时也能实现快速的通讯。SIMADYN D包括硬件和软件两大部分:硬件由CPU模板、工艺控制板、通讯板、I/O扩展板、通讯缓冲板、程序存储卡、接口模板等组成;软件由用户程序、系统程序和调试服务程序IBS组成。用户程序有两种编写方式:STRUC G和STRUC L方式。STRUC G是一种图形化的编程方式,STRUC L是由语句表的编程方式。系统程序是在UNIX操作系统下运行。1 500mm宽带主传动程序采用STRUC G形式编程。通过STURC G图形化的编程工具编写负荷平衡控制功能包,并建立电机模型,利用负荷平衡功能包LOADB实现粗轧主电机上下辊的负荷平衡,实现检测上下辊电机负载转矩差,微调电机的转速,达到电流偏差在一个较小的范围内,使上下辊电机负荷趋于平衡。
3 主要技术要点及结论
本控制功能主要针对粗轧上下辊主传动的负载转矩电流偏差大的现象,充分利用SIMADYN D全数字32位矢量控制交交变频调速控制系统,在STRUC G程序中使用负荷平衡功能包,解决负荷不平衡的问题。
图2为粗轧机架示意图,R1上下电机分别带动上下工作辊,R1水平轧机一般轧制3到5个道次,将板坯轧制成精轧所需厚度的中间板坯。
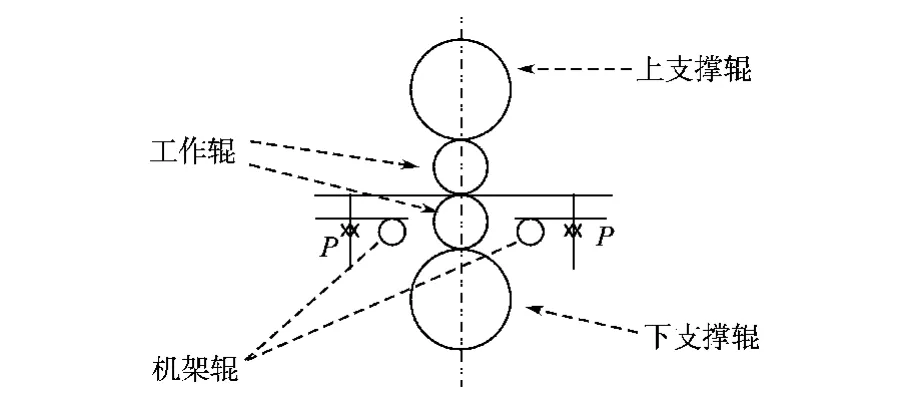
图2 粗轧机架示意图Fig.2 The schematic of roughing mill
通过对粗轧趋势图观察发现,在每一个道次的稳速轧制过程中,负载电流偏差较大。负载电流差值较大,则说明上下电机的速度不同步,存在速度差,导致上下电机的负荷不平衡。
依据现有条件,在不增加硬件并充分利用SIMADYN D的控制功能的前提下,利用负荷平衡控制功能包实现上下辊电机的负荷平衡。
由于工艺上的要求,粗轧过程中,在板坯的头部必须有“雪橇板”特性。当粗轧机咬入负载后,由一级自动化为传动系统提供咬钢信号,传动系统开始计算板坯的头部长度,头长计算的系统框图见图3。图3中,nist为速度实际值,来自测速编码器;D为轧辊直径。当雪橇板长度到后,开始投入负荷平衡功能。负荷平衡的控制见图4。
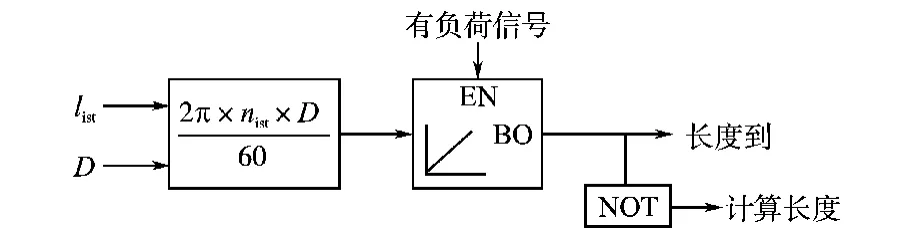
图3 头长计算Fig.3 The calculation of head length
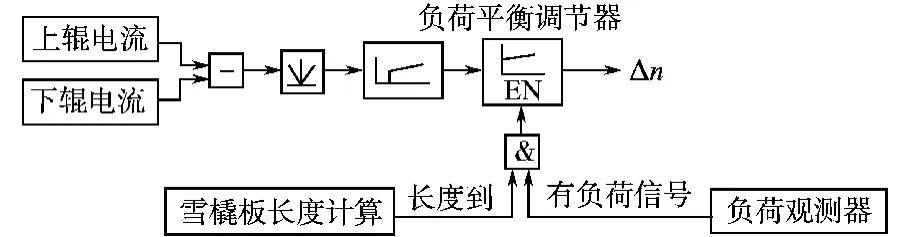
图4 负荷平衡控制Fig.4 The load balance control
图4中的PI调节器就是负荷平衡调节器,输入为上下辊电机的转矩差值。当上下辊电机的转矩差值大于一点的阀值后,负荷平衡调节器开始工作。负荷平衡调节器的输出作为下辊电机速度设定值的微调量。为了防止上下辊电机间的速度偏差过大,将负荷平衡的输出限制在20%以内。
莱钢1 500mm宽带钢粗轧主机R1实施了负荷平衡控制后,系统运行稳定可靠,负荷均匀平衡,控制精度高,速度响应快,故障率低,维护方便快捷,各项指标更好地满足生产工艺的需要。
[1] 天津电气传动设计研究所.电气传动自动化技术手册[M].北京:机械工业出版社,2005.
[2] 陈伯时.电力拖动自动控制[M].北京:机械工业出版社,2000.
修改稿日期:2010-10-20
Load Balancing Control of 1 500mm Broadband Roughing Mill
SHI Yuan-hai,LI Bin,ZHOU Dong,HUANG Bo
(LaiwuSteelPlateFactoryYinshan,Laiwu271104,Shandong,China)
A method to solve load imbalance in roll system was described.Aiming at the big difference motor current in the 1 500mm Laigang broadband for roughing up and down roller host,the SIMADYN D all-digital 32-bit machine vector control speed cycloconverter control system was used to set up STRUC G load balancing process control model,develop and improve the load balancing control functions to solve the load imbalance.The system is stable and reliable,has high control precision and fast response speed,can meet the process requirements better.
vector control;cycloconverter;load balancing
TM921.4
A
时元海(1971-),男,硕士,高级工程师,Email:lgshiyuanhai@yahoo.cn
2010-06-02
