无缝钢管生产中阿塞尔轧管机的控制
2011-04-27刘茜李心苗
刘茜,李心苗
(天津市先导倍尔电气有限公司,天津 300300)
无缝钢管生产中阿塞尔轧管机的控制
刘茜,李心苗
(天津市先导倍尔电气有限公司,天津 300300)
随着整流装置功率加大,它所产生的谐波、无功功率等对电网的干扰也随之加大,为减轻干扰,可采用多重化整流电路。针对无缝钢管厂阿塞尔轧机系统,结合主从控制思想及工业网络的应用,提出了大功率直流传动系统12脉动控制方式,介绍了该系统中主要电气元件选型及技术参数计算的方法。实践证明,此方法结构清晰,波形良好,输入电流谐波大幅减少,一定程度上提高了功率因数,系统稳定可靠,能满足较高的工艺要求,值得在大功率直流控制系统中广泛应用。
阿塞尔轧机;12脉动;主从系统;谐波
1 自动化系统构成
本文以某厂无缝钢管生产线为例,主要介绍该生产线上轧管机部分。该轧线包括:穿孔机上下辊,轧管机上下辊,共4台主轧机,主传动部分采用6RA70直流装置控制。轧管机上下辊电机参数均为:功率2 115kW,电枢电流3 210A,电枢电压750V,励磁电流38.5A。本系统由一套西门子S7-400PLC控制,在主操作室设置1台工业微机,完成运行状态监视,在现场设置远程I/O站。S7-400PLC通过MPI网与上位机相连接,实现数据快速稳定传输。通过PROFIBUS-DP网与6RA70直流传动装置和I/O站相连接,穿孔机的6RA70与西门子S7-200PLC相连接形成USS通讯,用来扩展6RA70的逻辑控制和状态检测功能,由于ASSEL轧机主电路功率晶闸管变流器采用12脉动控制方式,因此不采用USS通讯的方式扩展6RA70的逻辑功能,而是将S7-200PLC增加EM277模块连接到PROFIBUS-DP网上,构成一个全数字化网络化的自动控制系统,具体结构如图1所示。

图1 自动化系统硬件配置图Fig.1 Hardware of the automation system
西门子S7-400PLC是用于中、高档性能范围的可编程控制器,模块化设计,坚固耐用,易扩展,具有广泛的通讯能力,CPU414-2DP集成了MPI,PROFIBUS-DP主站网络接口。在程序的执行方面,不仅可以进行简单的逻辑运算和算术运算,还能进行更为复杂的三角函数和反三角函数运算,每K二进制语句的执行时间仅用0.1ms,结构化的STEP7编程语言具有丰富的指令系统和编程界面及监控工具,这就为一些复杂的工业控制提供了前提条件,可高效地完成各种过程控制和顺序控制任务。
2 ASSEL轧机部分的构成及控制
ASSEL轧机属于大功率传动系统,电枢电流3 210A,且在轧钢时需达到2倍过载,所以,采用主从形式的12脉动控制系统比较适合,其电气单线图如图2所示。
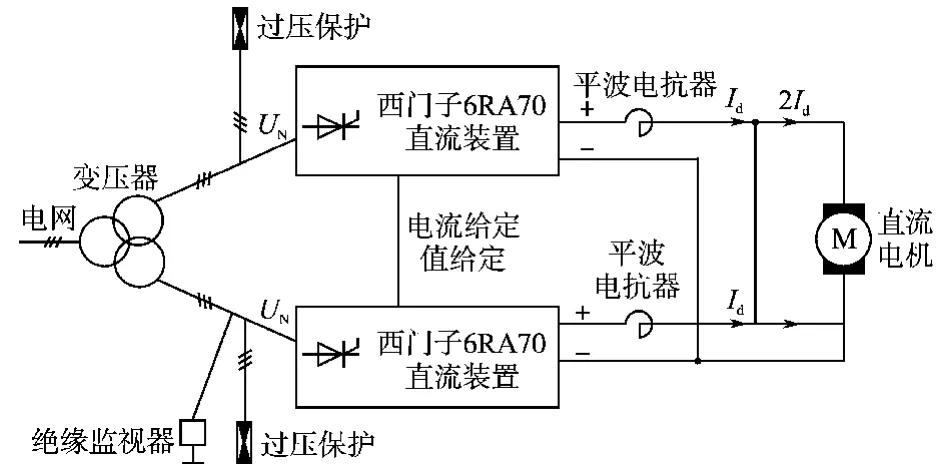
图2 轧管机上(下)辊电气单线图Fig.2 Single-line diagram of electricity of tube mill top(lower)roll
2.1 变压器参数计算
为了连接供电电网电压,使用一个单独的3绕组整流变压器。
变压器视在功率:

式中:UN为整流装置输入的额定电压;Id为1台整流装置的直流电流(直流总量的1/2)。
常用变压器接线组:Dy5Dd0,Yy0Yd11,短路电抗压降值UK=4%~6%。
2.2 平波电抗器参数计算
对2个整流装置中的任何一个都要使用一个平波电抗器。这是一个双值电抗器,即由2个电流值来确定电感。电抗器的热计算按直流电流有效值进行。
计算必须的电感:
1)在0.2Idn时的电抗器电感(LD1);
2)在Idmax时的电抗器电感(LD2)。
50Hz电网频率的电感为

60Hz电网频率电感为

式中:L为电感,H;Idn为直流电机额定电流的一半;Idmax为直流电机最大电流的一半;Udi=UN×1.35,UN为馈电的额定电压。
2.3 过压保护的选择
使用过压保护,保护整流装置的半导体器件免于遭受三相交流电网相间过压的损坏,过压保护装载的极限电压等于受保护器件的闭锁电压。当切断空载变压器时,变压器励磁电流一定会在整流器侧继续流动,这将导致产生过压。在这种情况下过压保护须接收变压器的激磁能量:

式中:WM为变压器激磁能量;SN为变压器额定功率;I0为变压器空载电流;IN为变压器额定电流;f为电网频率,Hz。过压保护器可采用SIMOREG SITOR过压保护器,SITOR过压保护的技术数据如表1所示。
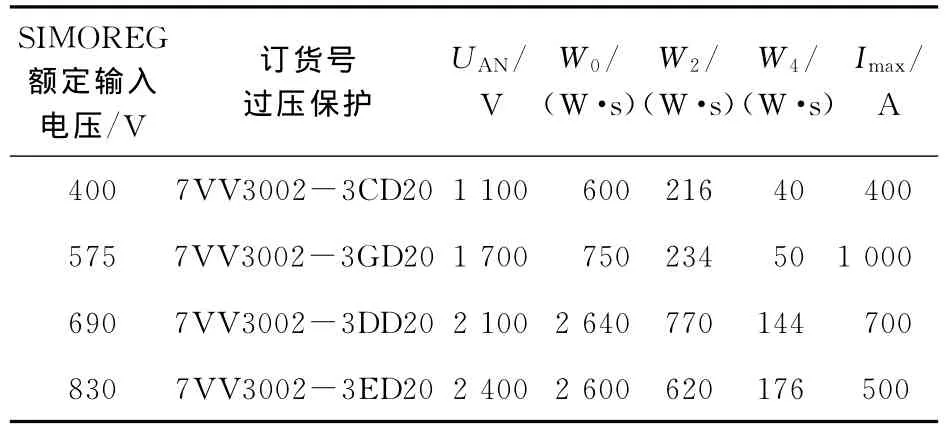
表1 SIMOREG SITOR技术数据Tab.1 Technical data of SIMOREG SITOR
表1中UAN为额定阈值电压,W0为一次可被吸收的能量,W2为可被吸收100次的能量,W4为可被吸收10 000次的能量,Imax为最大泄漏电流。推荐设计参数,WM<W4(10 000次开-关操作)。
2.4 绝缘监控
在非接地电网中使用一个绝缘监控装置来监控对地绝缘电阻。该绝缘监控装置测量流过一个已知串联电阻的电流。为此需在保护导体和电网之间叠加一个测量电压。当绝缘电阻下降至可调节的阈值时,绝缘监视器给出一个报警信号。由于2台整流装置是并联连接,因此直流电压侧存在相互地电连接,在这种情况下只能使用一个绝缘监控装置来监视电网和直流电压侧的接地情况。
本系统采用2台6RA7095-4LV62全数字直流调速装置,该装置额定直流电压为875V,额定直流电流为1 900A,ASSEL轧机电枢电压为750V,电枢电流为3 210A,所以采用2台直流调速装置12脉动工作形式能够满足系统工作需要。全数字直流调速装置交流进线侧额定输入电压为3AC 830V,额定输入电流为1 575A,可根据交流进线侧额定输入电压和额定输入电流选择三相进线开关。
3 6RA70装置构成12脉动系统的方法及原理
6RA70整流装置构成12脉动系统适用于可逆系统,也适用于不可逆系统,当6RA70装置被需要控制可逆系统时,需采用2台4象限装置,当被需要控制不可逆系统时,需采用2台单象限装置。
在功率部分的电源侧,由2个电压值相同,其间相位角为相差30°的2套三相交流电压向整流装置供电。每个整流装置负担的电流为电流总量的一半,如果6RA70装置的额定电流不够,可通过变流器多路并联连接提高直流电流输出能力。
本文讨论的12脉动系统中,由于采用2套6RA70控制系统,构成主从方式,共同控制1台轧机,由于每套6RA70装置的控制原理都基于电流-速度双闭环控制系统,所以采用如图3控制方式。
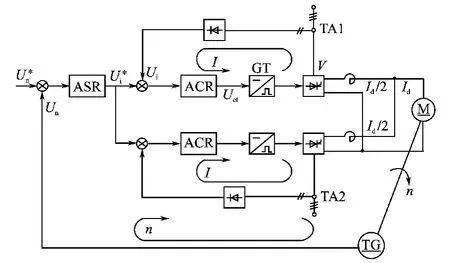
图3 调速系统Fig.3 System of speed regulation
本系统中,由于是2套6RA70装置共同构成1套系统,所以2套装置共用主从装置速度调节器,主从装置各自用自带电流调节器,主从装置各自实现恒流启动,并实现电流汇合,由于主从装置共用速度调节器,即共用速度环,所以可以实现运行过程中同步给定和稳态后的同步调节。
4 主从装置间的信号接线
首先,直接从电流调节回路(连接器0120)前提取主动装置的电流给定值作为电流给定值传输给从动装置,电流调节回路对于2台整流装置中的任何一个都有效。对于4象限工作的装置,在电流换向时会产生自动反向级相互闭锁,其作用是使2台装置的电流换向同时进行,传输转矩方向信号。对于单象限工作的装置,自动反向级无效,因此也不需要相互闭锁。主从装置可通过Peer to Peer通讯方式联成同一系统。接线方式如图4所示。
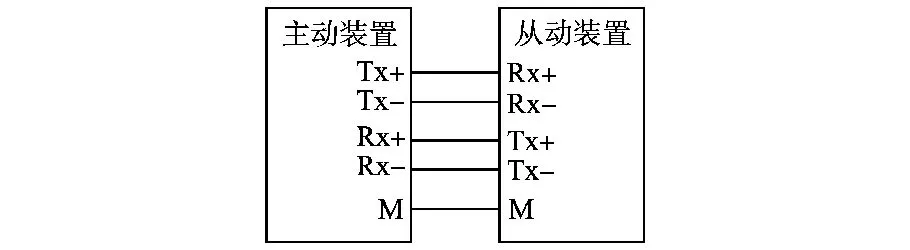
图4 装置对装置通讯接线图Fig.4 Connecting diagram of peer to peer interface
整流装置主从装置使用Peer to Peer协议,通过6RA70装置的RS485端子进行通讯,在通讯过程中,装置间通过串行接口传输数据,高波特率传输实现数据快速交换。Peer to Peer通讯线采用屏蔽电缆,主从侧的屏蔽层应平铺在地上。
5 结论
本文以12脉动的思想,分析了无缝钢管厂大功率ASSEL轧机的控制方案。实践证明,此方案控制思想清晰,结构简洁,可以使输入电流谐波大幅减小,并且在一定程度上提高功率因数。满足工艺及生产的需要,且具有良好的输出波形,在大型直流电机控制系统中值得推广应用。
[1] 张家生,王忠石,符永刚.电机原理与拖动基础[M].第2版.北京:北京邮电大学出版社,2007.
[2] 王兆安,黄俊.电力电子技术[M].第4版.北京:机械工业出版社,2005.
[3] 陈伯时.电力拖动自动控制系统[M].第2版.北京:机械工业出版社,1997.
修改稿日期:2010-11-16
Control of ASSEL Mill in Seamless Steel Pipe Production
LIU Qian,LI Xin-miao
(TianjinXiandaoBellElectricLTD,Tianjin300300,China)
As the power raising of rectifier,the disturb of harmonics and inactivity to electric network becomes severe.To reduce the disturb,we can use the multiplex rectifier.The 12-pulse control method of superpower DC drive system was put forward,which depends on ASSEL mill of seamless steel pipe,master-slave idea and network construction.It introduced the election and calculation of electric element.Approving by experience,this method is obvious in fabric,wave is fair,the disturb of harmonics is reduced to electric network and the power factor is raised.The system is stabilize and credibility.It can meet stringent specification technology,the system should be spread to superpower DC drive system.
ASSEL mill;12-pulse;master-slave system;harmonics
TP2
A
刘茜(1978-),女,工程师,Email:missliuqian@sina.com
2010-05-25
