航空发动机叶片激光冲击处理过程控制研究
2011-04-27曹子文邹世坤车志刚许海鹰
曹子文,邹世坤,车志刚,许海鹰
(中航工业北京航空制造工程研究所,北京 100024)
1 引言
随着激光器件技术的发展,强脉冲激光的频率可以达到1Hz甚至10Hz以上,激光冲击处理加工效率得到很大提高。美国F110发动机单个叶片的强化时间由最初的每片30min缩短到12min,并可能仅一步缩短到4min。2001~2002年,美国空军制造技术协会为F119发动机压气机整体叶盘生产线发展了特定的激光冲击强化技术,包括自动快速涂层、工艺参数监控和图像定位技术,每个整体叶盘的强化处理时间缩短为8h。
LSPT、GE、MIC公司以及日本东芝公司的激光冲击处理过程控制工艺稳定性一直影响着其应用,并且得到大力研究,取得较大进展。中国的激光冲击处理相关设备发展较慢,工程应用经验较少,过程控制工艺稳定性研究比较薄弱。北京航空制造工程研究所拥有多年激光冲击处理技术研究基础,于2004年开始水约束激光冲击强化钛合金叶片的研究,开展高频率YAG激光冲击处理试验研究,逐步解决了航空发动机叶片的高频率强脉冲激光冲击处理技术难题,研究了激光冲击处理发动机叶片过程控制工艺稳定性的几大关键性因素,并提出了过程控制的解决方案,为激光冲击处理技术的工程化、自动化应用奠定了基础。
2 过程控制的关键性因素
约束模式的激光冲击处理包含脉冲激光、约束层、吸收层、金属靶材4个主体要素,如图1所示。相应地,过程控制的工艺稳定性分为4个方面:光路的连续、约束层的平整、吸收层的完整、靶材的质量。而这4个因素相互影响的。
2.1 光斑的可调、光路的连续
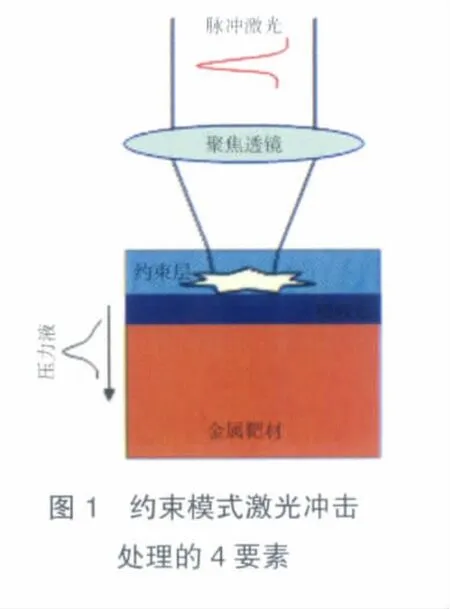
在激光冲击处理过程中,由于激光光斑尺寸和激光功率密度一般为固定值,其对工艺稳定性的影响不需要重点考虑。为了保证激光按照工艺要求辐照在金属表面,光路的控制就显得尤为重要。光路控制包括关光控制;光斑形状控制;反射光控制。在工艺稳定性控制特别是出现异常的反馈控制中,关光控制十分重要,如吸收层破损可能导致靶材损伤时需要关光控制。反射光控制可以防止在调光路时破坏外管路和激光器。下面重点描述光斑形状的控制。
美国GE公司[3]提出采用法拉第隔离器防止激光反射进入激光器,现在工业用的激光器普遍采用了这项技术。RR公司在2006[4]年提出在激光光路中采用掩模方式改变光斑的形状,从而获得理想的光斑形式,如图2所示。掩模整形后的光斑比较常用的是方形,因为方形光斑可以获得比较好的搭接效果。掩模法可以有效快速地将激光束整形,但激光能量浪费大。北京航空制造工程研究所在激光外光路整形取得了巨大突破,在几乎零损失能量的情况下实现了圆形光斑向方形光斑的转换。
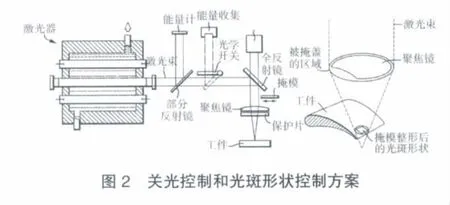
在激光冲击处理过程中,脉冲激光引起等离子体爆炸导致水约束介质以很快的速度向周围溅射,而当激光冲击处理频率较高时,水雾可能溅射到光学镜片表面或在空气中阻止部分光路,从而导致激光冲击处理失败。因此,在高频激光冲击处理过程中,保证光路连续性非常关键。目前国内外对光路的清理方面研究很多,基本上以吹气为主。美国LSPT公司在2003年[5]提出通过吹风、隔膜、风扇等形式清理激光冲击处理光路上的粉尘和水雾。美国GE公司在2004年[6]采用末端镜片与工件之间喷出空气或氮气气流来清除影响激光光路的颗粒物(水雾等),其中涉及到对透镜焦距、聚焦角度、喷嘴位置等的合理计算。
北京航空制造工程研究所在发动机叶片强化工艺中,为保证光路的连续,采用了焦距长1 m的聚焦透镜,配合光路上的吹气和抽气设计,及时地清理了激光通道,并保证镜片无污染。在工艺允许的情况下,采用聚焦镜略微向下倾斜的方法,进一步避免溅射的水污染镜片,同时也可减少反射光损伤激光器的可能性。具有一定倾斜角度的聚焦镜对光斑尺寸的影响较小,但叶片运动方向与激光入射方向不垂直时,需要进行焦点位置插补,以保证光斑位置的稳定。
2.2 约束层的平整
激光冲击处理过程中,在吸收层表面覆盖的一层对激光透明的介质称为约束层。其作用是限制靶材汽化、提高脉冲压力和作用时间。约束层是决定约束方式的主要因素,一般来说,约束层分为固态介质和液态介质。固态介质分为硬介质及软介质,光学玻璃是常用的硬介质,其优点是对激光能量吸收少、产生的冲击波压力高;缺点是只适合对平面表面强化,且冲击时要产生爆破碎片,难于防护和清理;软介质对非平面表面的冲击处理,可以做到很好的贴合,但不适合连续强化。液态介质中水是最常用、经济的约束介质。水约束分为静水和流水约束2种方式。静水在吸收层汽化过程中容易受到污染,且冲击波会使水表面波动,影响下道冲击工艺;流水在精确处理中要获得平整的界面需要较长时间,因而激光冲击频率就不可能很高。
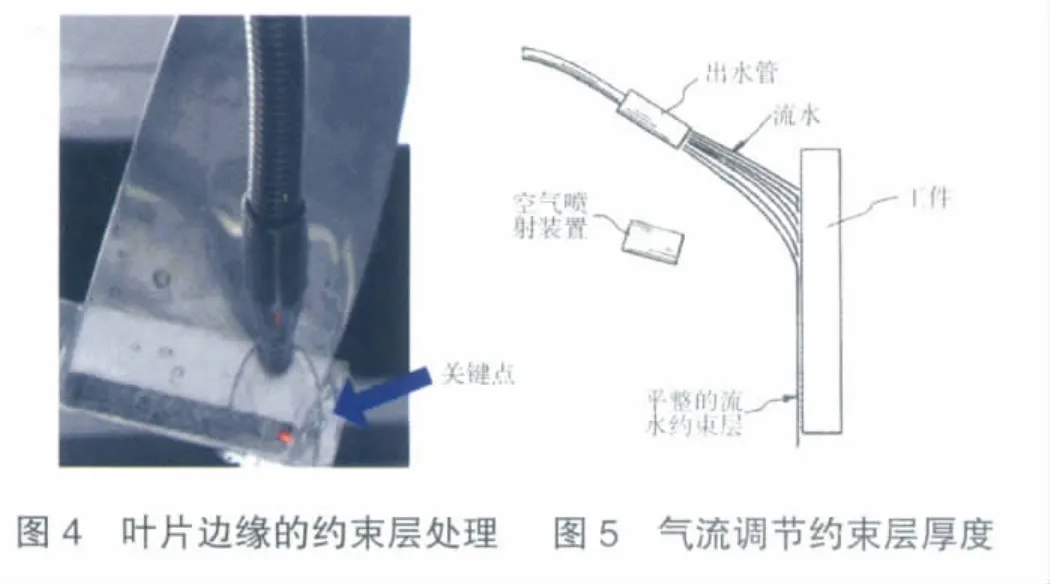
激光冲击后会产生水流不稳定区,因此水流恢复平整需要时间。特别是在叶片边缘位置,水流不稳定容易造成水帘的厚度不均,局部点甚至会出现透镜效应,从而导致局部功率密度过高或者破坏吸收层。为保证约束层的平稳,可在叶片边缘引入导流层,或者采用吸收层超出叶片边缘的方法进行引流,如图4所示。采用探测激光以一定角度照射在水约束层,通过水膜上下2个表面的反射光程差,计算得到水膜的厚度,以确定约束层的厚度,如其厚度不满足工艺要求,则可通过调节空气喷射装置的出气压力和时间,以控制水约束层的厚度,如图5所示。
2.3 吸收层的完整
在激光冲击处理时,靶材表面预置的吸收层是激光能量转化为机械能的载体,其作用是吸收激光能量产生等离子体,保护靶材表面,防止其熔化或汽化。吸收层是否完整直接影响靶材的质量。但在激光冲击处理过程中,由于吸收层的质量是不可控制的,一旦出现破损或者鼓起,激光冲击处理的进程就不得不中断。吸收层破损原因主要有2个:一是前1个激光脉冲产生的表面波导致后1个冲击位置的吸收层局部突起,从而导致在下1个冲击位置吸收层破损;二是光斑搭接处的强化次数过多,吸收层厚度过薄而产生破损。作为激光冲击处理约束模式中靶材的重要“防线”,吸收层在工艺稳定控制中必须通过3维图像检测的方法得到实时监控,一旦出现异常,控制系统应向激光器或光路发出关光指令[8]。
2.4 靶材的质量
靶材的质量是激光冲击处理工艺稳定性控制的核心,却是处理过程中不可控制的因素。早期的基于激光冲击处理凹坑的容量分析的质量保证技术,表面波临界角确定法,超声多级变换可旋转扫描仪器等方法都不能满足工程化需求[9-11],后期发展的基于等离子体监测、声信号监测和固有频率监测等方法非常适合在线检测靶材的强化。北京航空制造工程研究所已经建立叶片在线固有频率检测系统,在激光冲击处理叶片过程中,每个激光冲击都引起叶片固有频率微小变化,通过叶片固有频率变化间接控制对靶材产生的冲击效果。
激光冲击处理薄壁结构叶片的主要问题是叶片型面控制。一般而言,强化位置的叶片厚度总是变化的,如果叶片强化位置的厚度大于1.5mm,可以采用双面依次强化;而厚度小于1.5mm的部分,必须采用双面强化,以最大限度减小型面变形。叶片越薄,应力波达到背表面时的压力越大,因此,在满足表面残余压应力条件下,对薄壁结构尽可能采用低强度激光冲击强化,以避免层裂,必要时应考虑在背表面布置吸波层。
3 结束语
激光冲击处理工艺过程控制的稳定性是随着该工艺的不断发展而发展的,目前在水约束激光冲击处理航空发动机叶片时,需要考虑以下关键性因素。
(1)光路的稳定性:保证光路系统快速开关,避免激光反射对激光器的损伤,保证外光路通道清洁。
(2)约束层的稳定:主要采用流水作为约束层,光束相对工件的移动方向避开流水流动方向可有益于水帘的补充,叶片边缘引入导流层可以保证水流稳定。
(3)吸收层材料采用塑性较好的铝箔胶带,及时检测吸收层的破损以避免激光烧蚀靶材。
(4)采用双面强化工艺,以减小叶片型面变形;通过在线质量控制技术,保证强化过程稳定的质量。
[1]王健,邹世坤,谭永生.激光冲击处理技术在发动机上的应用[J].应用激光,2005,25(1):32-34.
[2]曹子文,邹世坤,刘方军,等.激光冲击处理1Cr11Ni2W2MoV不锈钢[J].中国激光,2008,35(2):316-320.
[3]Perozek P M, Lawrence W L . Reducing Electromagnetic Feedback During Laser shock Peening [P].U.S. Patent,6917012B2, Jul. 12, 2005.
[4]Westley J A,Jones D,Andrews I.Laser Shock Peeing[P].U.S.Patent,7137282B2,Nov.21,2006.
[5]Clauer A H,Toller S M,Dulaney J L.Beam Path Clearing for laser peening[P].U.S.Patent,6521860B2,Feb.18,2003.
[6]Lawrence W L,Perozek P M.Reduced Mist Laser Shock Peening[P].U.S.Patent,6713716B1,Mar.30,2004.
[7]Dykes S E,Claure A H,Dulaney J L,et al.Overlay Control for Laser Peening[P].U.S.Patent,6548782B2,Apr.15,2003.
[8]Dykes S E,Claure A H,Dulaney J L,et al.Overlay control for Laser Peening[P].U.S.Patent,6841755,Nov.20,2003.
[9]IIardi, J M, Schwartzkopf G. Cleaning Water Substrates of Metal Contamination While Maintaining Wafer Smoothness [P]. U.S.Patent, 5498293,Mar.12,1996.
[10]Trantow R L,Bashyam M.Determination of Rayleith Wave Critical Angle[P].U.S.Patent,5987991,Nov.23,1999.
[11]Trantow R L . Ultrasonic Multi- transducer Rotatable Scanning Apparatus and Method of Use Thereof [P]. U.S.Patent,5974889, Nov.2,1999.
[12]Sokol D W ,Walters C T, Epstein H M, et al. Quality Control Plasma Monitor for Laser Shock Processi ng [P]. U.S.Patent,6254703,Nov. 29,2001