如何提高Q345qE钢埋弧焊焊缝机械性能
2011-04-12程世玉
程世玉
(太原铁建公司钢结构分公司,山西 太原 030012)
1 工程概况
郑州黄河公铁两用桥是京广铁路客运专线及河南省规划的中原黄河公路大桥跨越黄河的共用桥梁,建成后铁路运营速度达到350 km/h,设计标准高,施工难度大。
郑州黄河公铁两用桥分建段铁路引桥南、北岸跨大堤拱桥为提篮式钢管混凝土系杆拱,主梁全长97.4m,标准截面顶宽16m,梁高2.2m,跨度92m,矢高18.4m,矢跨比为1/5,吊索间距为6m,拱脚处轴线间距为15.6 m,拱顶处为6.4 m,单片拱向内倾角14.036°。其上下弦间距在全桥范围内渐变,拱脚处最大,拱顶处最小,拱肋轴线和上下弦钢管轴线在竖直面上的投影是3条抛物线。钢管拱主材材质为Q345qE钢,拱肋上、下弦采用φ1 000×20 mm钢管各一根,其中拱脚段采用φ1 000×24 mm钢管,腹杆采用φ500×12 mm钢管。在跨中一段范围内采用两块厚度为16 mm的平行钢板将上下弦钢管连接在一起,两片拱肋间共设3道横撑,把两片拱肋连接为整体结构并加强拱肋的横向刚度。
2 Q345qE钢焊接接头力学性能要求
钢管拱主材材质为Q345qE钢,属于低合金高强度桥梁用结构钢,Q345qE钢应符合《桥梁用结构钢》(GB/T714-2002)的要求,其焊接接头力学性能要求为:
(1)焊缝强度:对接焊缝、角接和棱角焊缝的屈服强度和抗拉强度不低于母材标准值。对接焊缝的屈服强度不高于母材实际值的100MPa,角焊缝的屈服强度不高于母材实际值的120MPa。如果焊缝屈服强度超出超强限定范围,则通过韧强比(Akv/ReL)来判定,对接焊缝韧强比不小于0.13,角接焊缝韧强比不小于0.10。
(2)焊缝金属伸长率:不低于母材标准值。
(3)接头韧性:对接焊缝和熔透角焊缝-40℃V形缺口冲击功不低于34 J。
(4)冷弯:对接接头弯曲180°,试样受拉面上的裂纹总长不大于试样宽度的15%,且单个裂纹长度不大于3 mm。
(5)接头硬度:不大于HV10 350。
(6)宏观断面酸蚀:接头焊缝及热影响区表面不应有肉眼可见的裂纹、未熔合等缺陷,单道焊缝的成型系数为1.2~2.0。
(7)化学成分见表1。
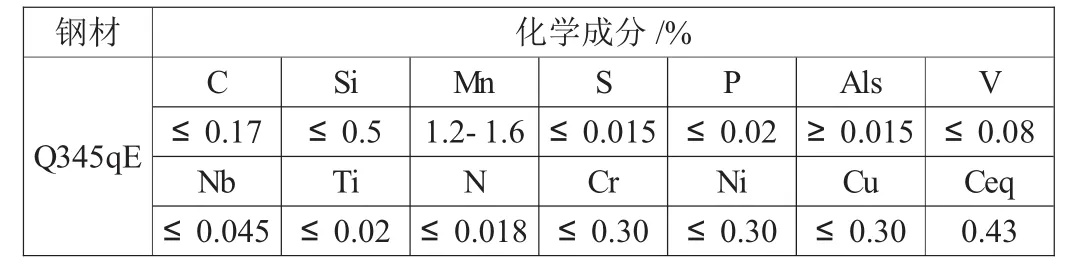
表1 Q345qE钢的化学成分
3 影响埋弧焊焊缝机械性能的因素
3.1 焊接材料是否匹配
在埋弧焊接过程中,焊接材料是否与主结构材料相匹配是影响埋弧焊焊缝机械性能的重要因素。焊接材料牌号的选择主要考虑使焊缝金属的强度、塑性和韧性是否与母材金属相匹配及是否具有良好的焊接性,所以焊接材料的选择应考虑下列因素。
3.1.1 等强性和等韧性原则
对于低合金钢等大多数结构钢的焊接,一般要求焊缝金属与母材等强度、等韧性。在选择焊接材料时,应考虑焊接材料熔敷金属的抗拉强度不小于母材标准抗拉强度规定的下限值,同时应注意焊接材料熔敷金属的抗拉强度不能大大高于母材的抗拉强度,而导致焊缝塑性性能降低,硬度增大;还应考虑焊接材料熔敷金属的屈服强度不低于母材的屈服强度,并注意保证一定的屈强比。
由于构件焊缝运行工况不同,在受力过程中常常会由于焊缝的韧性不足而产生脆性破坏,因此在选择焊接材料时,应按照产品的设计、制造、检验标准,确定在正常使用温度下焊缝冲击韧性的要求后,选择合适的焊接材料满足标准要求。
3.1.2 考虑焊接接头的弯曲性能
在部件焊接以后,往往要经过各种成型加工工序,如压、弯、校等工艺,因此焊接接头和母材要具有一定的变形能力,其中最主要的是冷变形能力,其衡量方法为接头的弯曲试验。因此,选择焊接材料时应考虑焊缝金属的弯曲性能应满足规范要求。
3.1.3 考虑材料的焊接性和焊接方法的冶金特点
合金元素含量是影响金属材料焊接性的主要因素。各种焊接材料的焊接性各不相同,对某些合金元素的含量需求也不一样,所以在选择焊接材料时,应考虑材料的焊接性。
焊接冶金过程中,焊缝金属中氮、氢、硫及磷等元素对焊缝金属产生了很大的危害,所以选择的焊接材料应具有较强的脱硫、脱磷能力,并且在使用焊接材料过程中,按要求保存、使用焊接材料。
3.2 工艺参数是否合理
埋弧焊主要适用于平焊位置焊接。埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺参数,合理的焊接工艺参数是保证焊接质量的重要措施,也是控制焊缝力学性能的重要手段。在实际生产中,应根据接头形式、板厚、坡口形式、焊接设备条件等,通过焊接工艺评定试验仔细选择焊丝直径、电流、电压、焊接速度、焊接层数等参数值,这对于获取优良的焊缝质量是很重要的。
3.2.1 焊接电流
当其他条件不变时,增加焊接电流对焊缝熔深的影响,无论是Y形坡口还是I形坡口,正常焊接条件下,熔深与焊接电流变化成正比。电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹。
3.2.2 电弧电压
电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空间电场强度不同,则电弧长度不同。电弧电压低,熔深大,焊缝宽度窄,易产生热裂纹;电弧电压高时,焊缝宽度增加,余高不够。埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的。
3.2.3 焊接速度
焊接速度对熔深和熔宽都有影响。通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大。随着焊接速度增加,焊缝熔深和熔宽都将减小,即熔深和熔宽与焊接速度成反比。焊接速度过小,熔化金属量多,焊缝成形差;焊接速度较大时,熔化金属量不足,容易产生咬边。实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝的焊接质量。
3.2.4 焊丝直径
焊接电流、电弧电压、焊接速度一定时,焊丝直径不同,焊缝形状会发生变化,其他条件不变,熔深与焊丝直径成反比关系。但这种关系随电流密度的增加而减弱,这是由于随着电流密度的增加,熔池熔化金属量不断增加,熔融金属后排困难,熔深增加较慢,并随着熔化金属量的增加,余高增加,焊缝成形变差,所以埋弧焊时,要在增加焊接电流的同时增加电弧电压,以保证焊缝成形质量。
3.3 焊接质量是否良好
焊接从母材和焊丝熔化到熔池的形成、停留、结晶,其过程中发生了许多冶金化学反应,这样就影响了焊缝的化学成分、金属组织和力学性能,因此焊缝质量的好坏关系到焊接接头的力学性能和使用性能。
焊接质量是否良好主要是检查焊缝过程中所产生的缺陷,焊缝缺陷是造成焊接接头失效和影响焊缝力学性能的重要原因,因此对焊缝缺陷的危害性要有更充分的认识。
(1)焊缝弧坑缺陷对焊接接头的强度和应力水平有不利的影响。焊瘤不仅影响了焊缝的外观,而且也掩盖了焊瘤处焊趾的质量情况,往往会在这个部位上出现未熔会缺陷。
(2)咬边是一种危险性较大的外观缺陷。它不但减少焊缝的承压面积,而且往往在咬边根部形成较尖锐的缺口,造成应力集中,形成应力腐蚀裂纹和应力集中裂纹。
(3)气孔、夹渣等体积性缺陷的危害性主要表现为降低焊接接头的承载能力。如果气孔穿透焊缝表面,介质积存在孔穴内,当介质有腐蚀性时,将形成集中腐蚀,孔穴逐渐变深、变大,以至腐蚀穿孔而泄漏;夹渣边缘如果有尖锐形状,造成应力集中,会形成焊缝强度和冲击韧性。
(4)未熔合和未焊透等缺陷的端部和缺口是应力集中的地方,在交变载荷作用下很可能生成裂纹。未焊透减弱了焊缝工作截面,造成严重的应力集中,大大降低接头强度,这往往成为焊缝开裂的根源。
(5)裂纹是指在焊接过程中或焊接以后,在焊接接头区域内所出现的金属局部破裂。裂纹可能产生在焊缝上,也可能产生在焊缝两侧的热影响区。裂纹是最尖锐的一种缺口,它的缺口根部曲率半径接近于零。根部有明显的应力集中,当应力水平超过尖锐根部的强度极限时,裂纹就会扩展,以至贯穿整个截面而造成焊缝失效,特别是当焊接接头处于脆性状态时,裂纹的扩展速度极快,造成脆性破裂事故。
4 Q345qE钢埋弧焊焊接工艺评定研究
对郑州黄河公铁两用桥南、北岸跨大堤钢管拱桥所采用的Q345qE钢对接接头的埋弧焊焊接工艺评定进行了研究,优化焊接工艺,得出最佳的焊接工艺参数,使之能够成为编制焊接工艺指导书的依据。
4.1 焊接材料的选择
由于主材结构为Q345qE钢,对焊缝的低温冲击韧性要求严格,制造难度大,所以在选择焊接材料时,根据其主材的力学性能,考虑主材等强性、具有一定的弯曲性能和有良好焊接性的原则,结合国内焊接材料的生产和同类钢板材质焊接的成果,选择的埋弧焊焊接材料为:
焊丝H10Mn2,焊丝直径为4 mm,符合GB/T12470-2003。
焊剂SJ105,符合GB/T12470-2003。
焊丝、焊剂的化学成分和力学性能见表2和表3。

表2 焊丝、焊剂的化学成分

表3 焊丝、焊剂的力学性能
4.2 工艺参数的制定
4.2.1 对接焊缝坡口形式及焊接方法
对接试板1组,采用埋弧焊H10Mn2(Φ4)+SJ105进行焊接,试板为尺寸150×20 mm的两块Q345qE钢对接,坡口形式见图1;焊接位置为平焊,先焊正面,后反面碳弧气刨清根、打磨,焊接反面,见图2。

图1 坡口形式

图2 熔敷简图
4.2.2 焊接工艺参数的确定
根据坡口尺寸,为保证焊接质量和焊缝的力学性能,采取小电流多道焊工艺进行焊接,并严格控制热输入量和焊道层间温度,使其在工艺上保证焊接接头的质量。
焊接工艺参数见表4。

表4 对接接头焊接工艺参数
4.2.3 焊接质量的控制
(1)焊接人员控制:焊工必须持证上岗,从事其证书规定范围内的焊接操作;焊工被发现焊接质量不稳定时,立即下岗培训,合格后再重新上岗;焊工不得疲劳作业。
(2)焊接设备控制:保证埋弧焊机、烘干箱等设备的计量指示准确,焊接电源输入电压稳定。
(3)焊接材料控制:焊接材料必须见进厂复验合格单方可使用;焊剂必须按规定烘干后使用,严禁使用生锈焊丝和受潮焊剂。
(4)焊接环境控制:要求焊接作业的环境温度在5℃以上,相对湿度不大于80%,现场焊接必须在防风雨设施内进行。
(5)焊接工艺控制:由焊接工艺评定确定焊接方法和焊接工艺参数且必须严格执行;规定焊接顺序、焊接方向,综合控制焊接变形。
(6)焊接过程控制:焊接前待焊焊缝50 mm范围进行打磨,不得带锈焊接;埋弧焊在引板上的起熄弧长度大于80 mm,焊后切掉引板,不得用锤击落;有预热要求的焊缝,预热范围为焊缝两侧50~100 mm,温度由工艺评定确定。
(7)焊接检查控制:外观检查严格按焊缝外观检查质量标准执行,内部无损检验严格按焊缝内部质量无损检验标准执行。检验前必须校对检验仪器的灵敏度,保证仪器的正常使用。
5 试验结果
5.1 试验结果
对接接头分别进行了焊缝金属拉伸、接头拉伸、弯曲、低温冲击等机械性能试验,试验结果见表5和表6。

表5 对接接头焊缝拉伸试验结果

表6 对接接头焊缝冲击试验结果
5.2 结果分析与评定
5.2.1 焊缝强度
由表5的焊缝金属拉伸试验结果可以看出,各种接头的焊缝强度均高于母材标准值。对接焊缝的接头拉伸试验均断在母材,也说明焊缝金属强度高于母材。对接焊缝的屈服强度均不超过母材实际值100 MPa。
5.2.2 塑性
由表5的焊缝金属拉伸试验结果可以看出,焊缝金属的伸长率均高于母材标准值。表6对接接头的弯曲试验结果均为完好,表明焊接接头的塑性良好。
5.2.3 韧性
由表6的接头低温冲击试验结果可以看出,对接焊缝的低温冲击功均大于34J,符合技术要求。
6 效果与收获
焊接工艺评定试验中所用工艺参数可以作为郑州黄河公铁两用桥跨大堤钢管拱焊接施工中编制焊接工艺文件的依据。
通过Q345qE钢对接接头的埋弧焊焊接工艺评定的研究,检验焊缝质量,分析焊接接头的低温冲击韧性,测试其力学性能。试验结果表明,只要焊接材料匹配正确,工艺参数合理,所获得的焊接接头质量良好,焊接接头强度、塑性和低温冲击韧性均能达到母材水平。
[1]JGJ81-2002,建筑钢结构焊接技术规程[S].
[2]李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005.
[3]吕涛,王晶,席强等.焊接工艺对16MnR钢焊接接头低温安全性的影响[A].热加工工艺,2009,(23):170-172.
