加肋圆柱壳制造误差对声学性能的影响研究
2011-04-10刘土光
张 盛 金 翔 周 桦 刘土光
1武昌船舶重工有限责任公司,湖北 武汉430060 2华中科技大学,湖北 武汉430074
加肋圆柱壳制造误差对声学性能的影响研究
张 盛1金 翔1周 桦1刘土光2
1武昌船舶重工有限责任公司,湖北 武汉430060 2华中科技大学,湖北 武汉430074
利用有限元软件ANSYS和边界元软件Sysnoise对加肋圆柱壳建造中可能产生的椭圆度、轴线倾斜、舱壁倾斜偏移的多种误差进行仿真计算,分析制造过程中产生的不同尺寸误差模型的系统声辐射特性。结果表明,声功率随着几何偏差尺寸增大而增大,但在所确定的加工工艺允许的要求范围内,这些偏差对声辐射影响很小,其中椭圆度对结构声学性能的影响较其他两种结构误差稍大。
加肋圆柱壳;制造工艺;声辐射功率
1 引言
加肋圆柱壳结构作为典型船体分段结构,其工件大、制造工序多、工艺复杂,结构的装配、加工和运输过程中产生的变形,以及期间产生弹塑性变形的规律难以掌握和控制,误差的产生不可避免,从而可能会对结构的功能特性以及声学特性产生一定影响。目前,国内对结构制造误差对声学特性的影响,制造精度与声学特性之间关系方面的研究很少。
已有研究表明,对于典型的双层舱段结构,内、外壳体在中低频段的振动与声辐射具有相似性[1]。因此,本文对单层加肋圆柱壳结构,利用ANSYS有限元软件计算有限长加肋圆柱壳的振动模态,以及在水下受点力激励时外表面的位移、质点振速及表面声压和声强的频率响应[2-5]。然后将位移数据传递给Sysnoise边界元软件,计算加肋圆柱壳结构的辐射声功率、辐射效率的频率响应及近场的声压、声能流分布和远场指向性[6-9],研究现有工艺的制造精度对水下结构辐射噪声的影响,控制结构制造、加工误差,提高加肋圆柱壳结构的建造水平。
2 结构有限元振动分析
2.1 结构有限元建模
首先建立无制造工艺偏差的完善加肋圆柱壳结构的模型,然后在此模型基础上,分别创建具有不同工艺参数误差的结构模型。根据结构的特点,圆柱壳体和舱壁部分采用63壳体单元,外肋和舱壁上的加强筋则采用188梁单元进行模拟。对加肋圆柱壳主体采用四边形单元进行网格划分;对于不规则的舱壁部分则采用三角形单元进行自由网格划分。壳体的两端采用简支边界条件。计算模型如图1、图2所示。加肋圆柱壳模型材料参数为:密度ρ=7 850 kg/m3,杨氏模量E=2.11 GPa,泊松比μ=0.3。

图2 舱壁有限元模型Fig.2 FEM model of cylindrical bulkhead
2.2 有限元模型振动位移响应计算
对建立的有限元模型,利用ANSYS软件的多物理场计算模块,计算水下加肋圆柱壳结构在其中间对称面受到垂直向下的点力激励时,外表面的法向位移、法向质点振速及表面声压和法向声强的频率响应。其计算的频率范围为25 Hz~1 kHz,频率步长设为5 Hz,流体密度ρ=1 025 kg/m3、声速v=1 500 m/s,位移响应计算结果如图3、图4所示。

图3 有限元模型计算位移响应仰视云图Fig.3 Direction Z of FEM model displacement result

图4 有限元模型计算位移响应正视云图Fig.4 Direction Y of FEM model displacement result
3 辐射声功率计算中有关问题的处理
3.1 计算方法选择
声学边界元软件Sysnoise所运用的计算方法有声学有限元法、无限元法、直接边界元法和间接边界元法。有限元方法适用于室内噪声分析,可以模拟各种声学介质,譬如流体、穿孔板等,能够计算固有频率、声模态和声振耦合响应,并且考虑流体效应。无限元方法主要用于外部声场计算,能够考虑流固耦合。直接边界元法适合于封闭结构的内声场或者外声场的计算,而间接边界元法可以同时计算结构的内外声场,但是要求内外流体介质必须一致。
针对本研究中的结构,外部与海水接触,为结构噪声的辐射表面,结构内部则为空气,内外声场介质不一致,所以不宜采用间接边界元法。且计算中仅考虑结构水下向外辐射噪声,即外部声场,因此采用直接边界元法求解。
3.2 端部处理
由于计算模型两端为非封闭结构,不满足直接边界元法的要求,因此需在已有有限元计算模型基础上,在两端添加虚拟表面构造成一封闭空间,以满足直接边界元(DBEM)计算的网格模型。对于添加的虚拟表面,定义其节点的响应值为零,因此其不会对结构的声辐射产生影响。
3.3 有限元计算数据的导入
Sysnoise本身并不具备完整的前处理功能,但是它与其他有限元软件(ABAQUS,ANSYS,等)都有接口,可以方便的读取各种有限元程序的模型。因此,将ANSYS中创建的单元模型导出成为Sysnoise可以识别文件,然后通过Sysnoise自带的软件接口程序读入,形成边界元计算网格。图5所示为声学计算的边界元模型。
由于是外部辐射噪声问题,因此,需要保证边界元网格的外法线方向都朝向外,在Sysnoise中利用check mesh操作对单元的外法线方向进行检查,确保所有单元外法线指向外部,结构单元法向如图6所示。

图5 声学边界元模型Fig.5 Acoustics BEM model
图6 边界元网格的单元法向检查Fig.6 BEM cell checking
4 计算结果与分析
将加肋圆柱壳外表面的有限元网格和前面计算的相应节点上的法向位移数据传递给Sysnoise软件后,计算辐射声功率及近场的声压、声能流分布和远场指向性;并计算壳外表面和距壳外表面1 m远处水中辐射声压。为了便于比较,分别取壳体舯部壳内表面、壳外表面和距壳外表面1 m处特征点的辐射声压级 (参考值P0=1×10-6Pa)计算结果进行分析。
4.1 距壳体外表面1 m处声压分布
通过振动与声学特性计算,计算圆柱壳椭圆度、冲势、舱臂倾斜度不同的误差值及组合误差加肋圆柱壳模型的辐射声功率与无误差的完善加肋圆柱壳模型的辐射声功率进行对比。图7所示为不同激励频率下完善加肋圆柱壳模型的表面声压级。

图7 不同激励频率下完善加肋圆柱壳表面声压级Fig.7 Acoustics pressure distribution of initial cylindrical shell model
由图7可见,在不同激励频率下,结构表面的声压级分布规律互不相同。低频激励时,结构主要为低阶的整体振动,模态密度较低,随着激励频率的增大,结构的模态密度增大,结构振动呈现出大量的局部模态,因此表面声压的分布也更为复杂。
从结构声压云图中还可以看出,当激励力频率为低频时,在壳体轴向上分布数量较少的声压大的区域;当激励力频率为中高频时,辐射声压分布不均匀,辐射声压分布成麻点状。在低频状态时,结构的声压分布均匀,能够较为清楚地得到声压分布集中区域,是对其进行声学性能方面的工作能够得以开展的基础。而在振动高频段,圆柱壳的声压分布导致声辐射传递路径以及规律不明确,很难在中高频状态下进行声辐射特性研究。因而本文研究主要关注结构在低频状态时的振动和声学特性。具有制造误差的加肋圆柱壳模型不同激励频率下的表面声压级与图7类似。具有制造误差的加肋圆柱壳模型不同激励频率下的表面声压级如图8~图10所示。
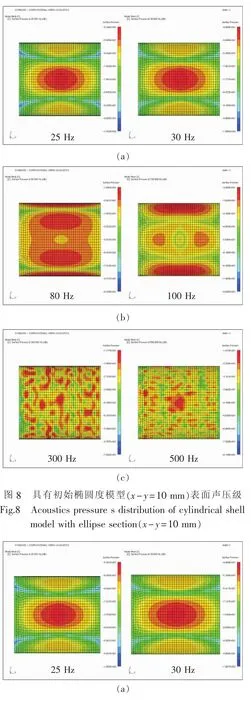
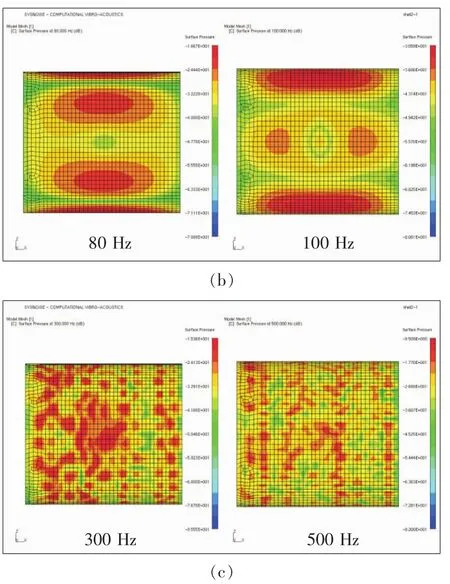
图9 耐压壳轴线向上偏差2 mm模型表面声压级Fig.9 Acoustics pressure distribution of cylindrical shell model with shell axes rising 2 mm
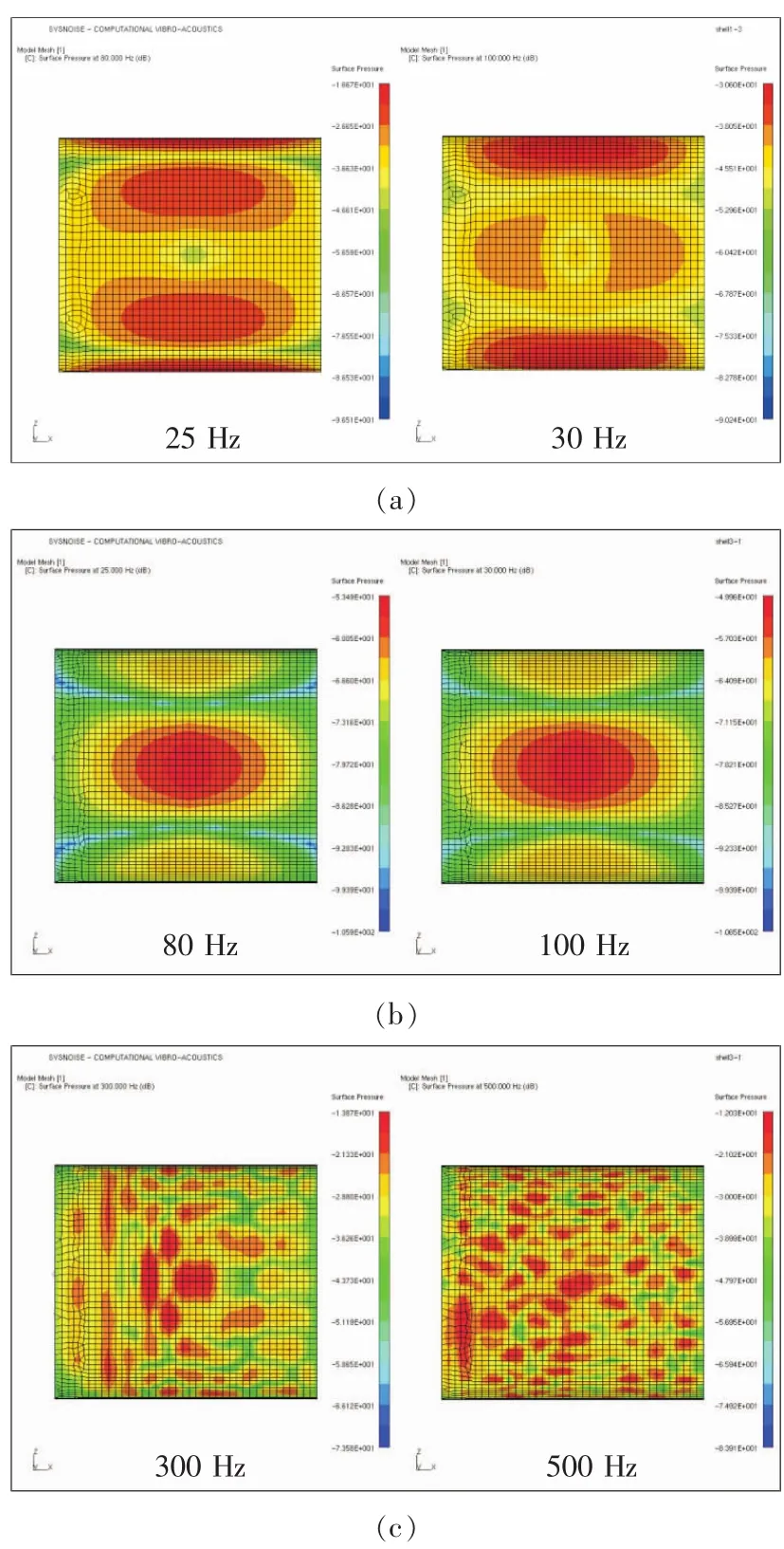
图10 舱壁向首倾斜10 mm模型表面声压级Fig.10 Acoustics pressure distribution of cylindrical shell model with the offset of bulkhead 10 mm
4.2 加肋圆柱壳椭圆度对辐射声功率的影响
具有初始椭圆度的加肋圆柱壳,其制造误差主要体现其横截面在水平和垂直方向上轴线长是否有偏差,为此设定加肋圆柱壳横截面的竖直方向轴线长度为y,水平方向轴线长为x。根据工艺要求,分别按照x-y=10 mm,x-y=5 mm,xy=-5 mm,x-y=-10 mm等4种偏差进行建模计算,并将计算结果和完善圆柱壳模型进行对比。图11所示为具有不同初始椭圆度的加肋圆柱壳的辐射声功率级曲线与完善圆柱壳模型 (图中简称“基准模型”)声功率级曲线。
由图11对比可见,低频段完善圆柱壳模型和有椭圆度误差的模型声功率随频率变化规律基本一致,但高频段椭圆度误差模型与完善圆柱壳模型的辐射声功率差值变得明显;另一方面,由于结构振动与声辐射计算网格大小对计算频率的制约和限制,有限元边界元模型在高频的计算误差逐渐增大,这为研究在高频段的评价带来难度。
表1所示为具有4种椭圆度偏差时结构的辐射声功率级。由图11和表1对比可见,低频段完善圆柱壳模型和有椭圆度误差的模型声功率随频率变化规律基本一致,但由图11可知,高频段椭圆度误差模型与完善圆柱壳模型的辐射声功率差值变得明显。另一方面,由于结构振动与声辐射计算网格大小对计算频率的制约和限制,有限元边界元模型在高频的计算误差逐渐增大,这为研究在高频段的评价带来难度。
计算结果表明,在加肋圆柱壳体横截面的长短轴长度的最大偏差不超过10 mm这一误差要求下,有初始椭圆度的模型辐射声功率与完善圆柱壳模型辐射声功率除在65 Hz时与完善圆柱壳模型声功率相差较大,这主要是因橢圆度较大,导致结构刚度发生一定变化,尤其是横向刚度变小,较容易受到垂向激励的影响,在65 Hz频率接近共振频率,导致65 Hz计算结果的声功率增大,同时,由图11a,11b发现加肋圆柱壳结构变得扁平,引起横向刚度变小,此种情况对结构辐射声功率的影响明显较图11c、11d的变得瘦长圆柱壳结构的大,而在其余各频率下的声功率值基本相同。壳体截面椭圆度越大,结构的辐射声功率越高。因此,在加肋圆柱壳加工和建造过程中,应严格控制加肋圆柱壳体的椭圆度偏差,使低噪声建造过程中的声质量控制得到保证。

表1 具有椭圆度偏差的结构辐射声功率级Tab.1 Sound radiation power value of cylindrical shell model with different ellipse sections
4.3 加肋圆柱壳轴线倾斜对辐射声功率的影响
具体计算时,分别设加肋圆柱壳轴线向上偏移2 mm、1 mm,轴线向下偏移1 mm、2 mm。
表2所示为加肋圆柱壳轴线不重合偏差的结构辐射声功率级。由图12可知:加肋圆柱壳体轴线变化后,曲线第1个峰值没有移动,系统固有频率不变。在整个频带,加肋圆柱壳轴线倾斜的改变只是改变了波峰波谷的位置,对壳体辐射声功率的影响不大。由表2和图12可知,在100 Hz以下范围内,其结构辐射声功率级相差甚微,曲线基本完全重合;而由图12可知,在100 Hz以上,各模型下的曲线变化趋势复杂,峰值交错。同时,在低频阶段(小于100 Hz),加肋圆柱壳轴线倾斜的改变,对壳体结构的声辐射特性影响不大,但随着频率的增加,特别是在频率大于500 Hz情况下,轴线倾斜值的改变对壳体辐射声压影响变得较为复杂。从计算结果来看,2 mm的加肋圆柱壳轴线偏差和1 mm的加肋圆柱壳轴线偏差模型的辐射声功率相等。这主要是由于该有限长加肋圆柱壳直径达几米,且壳板厚度达几十毫米,当其椭圆度偏差为1~2 mm时,对其刚度的影度微乎其微,对其振动响应必然也十分微小,从而对其辐射声功率不可能产生较大影响。 因此,在低频段时,首尾端轴线相对偏差1~2 mm的工艺偏差对声辐射影响微小。

表2 加肋圆柱壳轴线不重合偏差的结构辐射声功率级Tab.2 Sound radiation power value of cylindrical shell model with different shell axes shifting
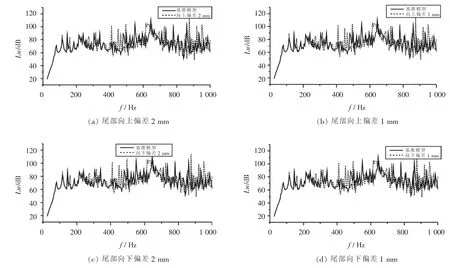
图12 轴线偏差辐射声功率级Fig.12 Sound radiation power curve of cylindrical shell model with different shell axes shifting
4.4 平面舱壁的倾斜对加肋圆柱壳体辐射声功率的影响
在加肋骨圆柱壳结构的几何模型中,规定右侧为首部方向,左侧为尾部方向。计算过程中,设舱壁倾斜偏差为:向首倾斜偏移10 mm、5 mm,向尾倾斜偏移5 mm、10 mm等4种。图13所示为不同舱壁倾斜值的加肋圆柱壳辐射声功率级曲线与完善圆柱壳模型声功率级曲线之间的对比。表3所示为具有舱壁倾斜偏差的结构辐射声功率级。
由图13可以看出 ,舱壁倾斜值变化后,系统固有频率不变。在整个频带,舱壁倾斜在规定范围内,对壳体辐射声功率的影响不大。且由表3和图13可知,在低频范围内,其舱壁不同倾斜偏差的结构辐射声功率级相差十分微小,因而曲线基本重合;但在100 Hz以上,声功率曲线差异较大,整体上是完善加肋圆柱壳模型的声功率最低。这表明在满足工艺精度要求前提下,在研究重点关注的中低频范围内,舱壁在现有倾斜范围对结构声学性能影响较小。
4.5 3种制造偏差组合对加肋圆柱壳体辐射声功率的影响
将3种偏差同时施加于模型上,并都取其产生最大声辐射值的误差值进行建模,即椭圆度xy=10 mm、轴线倾斜2 mm以及舱壁首倾斜10 mm的模型作为具有3种制造组合误差,组合偏差的误差模型和完善圆柱壳模型的辐射声功率的对比曲线如图14所示。组合偏差模型下频率100Hz以内结构辐射声功率级如表4所示。

图13 舱壁倾斜辐射声功率级Fig.13 Sound radiation power curve of cylindrical shell model with different offset of bulkhead

图14 组合偏差模型的辐射声功率级Fig.14 Sound radiation power curve of cylindrical shell model including 3 construction errors
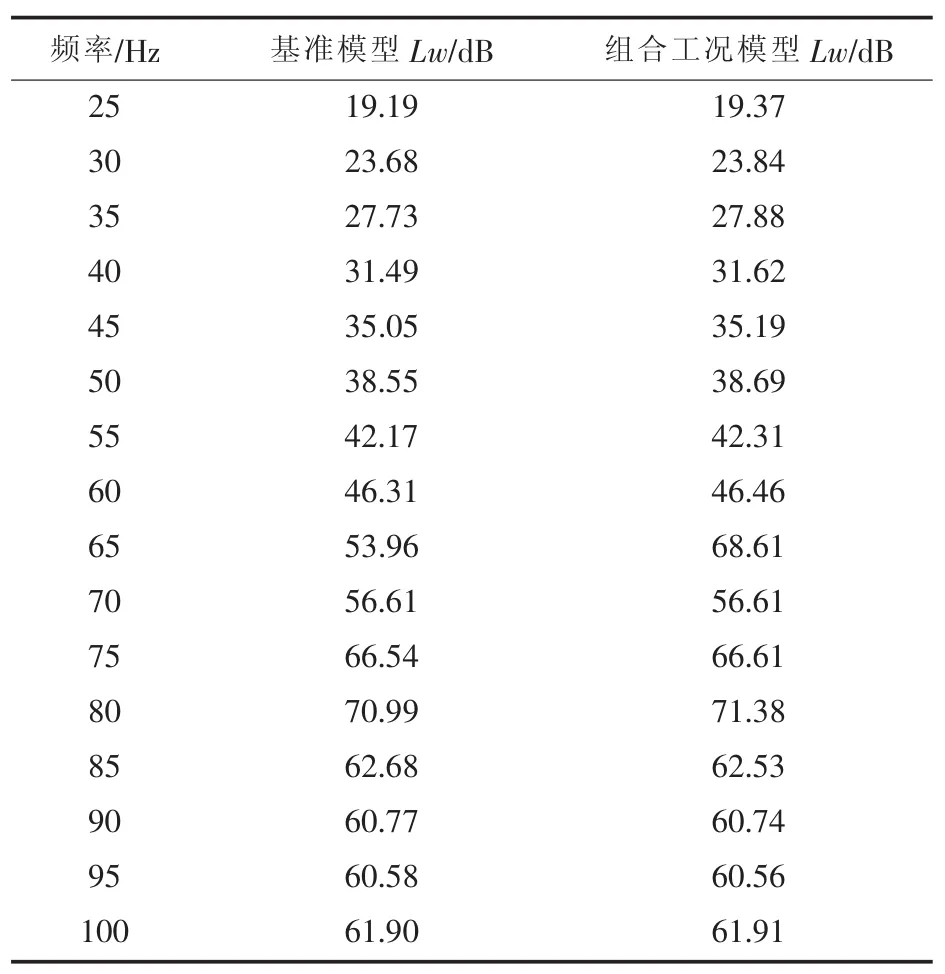
表4 组合偏差模型的结构辐射声功率级Tab.4 Sound radiation power value of cylindrical shell mode including 3 construction errors
结果表明,组合偏差结构的辐射声功率与完善结构的声功率级在低频段也是基本一致,其辐射声功率要比完善加肋圆柱壳模型稍大,辐射功率数值和曲线变化趋势与具有初始椭圆度误差的结构情况非常相似。同样要指出的是,在加工工艺的要求范围内,不论是哪种误差下,这些误差值所带来的声辐射影响都是很小的。但是,如果能在建造过程中进一步控制加肋圆柱壳体的椭圆度偏差,则能使低噪声建造过程中的声学质量控制得以保证。
5 结论
本文对典型结构制造误差对结构辐射噪声的影响进行数值计算和分析,以完善圆柱壳模型为基础,分别建立具有不同类型制造误差的模型,采用有限元结合边界元的方法进行声学计算。通过对比这3种制造误差对结果的影响可以看出,误差模型的声功率有着随几何偏差尺寸增大而增大的趋势,但是在本文所确定的加工工艺允许的要求范围内,这些误差对声辐射影响很小。其中,椭圆度对结构声学性能的影响较其他两种结构误差稍大。总而言之,通过对加工工艺尺寸上的严格控制,可以有效降低其制造误差对声辐射的影响,但这种改变很小。针对本文3种研究结构制造误差类型,表明现有工艺技术对制造精度的控制能满足对建造结构声学特性一致性目标的要求。
针对船体结构低噪声制造工艺研究,应进一步开展对结构振动与声辐射传递路径中与壳体相连结构的声学特性与制造工艺间联系的研究,如基座制造安装精度对声学性能影响、管路系统支撑结构的结构形式、布置位置、安装工艺对声振特性影响分析、制造误差结构对圆柱壳的水动力噪声影响等的研究,掌握结构内部振动传递路径、辐射噪声传递规律,为改进结构低噪声制造工艺、提高建造水平提供技术基础。
[1]陈美霞,邱昌林,和卫平.双壳体结构内外壳中低频振动与声辐射相似性分析[C]//第四十二届船舶水下噪声学术讨论会,2009.
[2]张阿漫,钱德进,姚熊亮.结构型式对双层壳声辐射特性影响研究[J].中国舰船研究,2007,2(3):1-6.
[3]曾革委,黄玉盈,马运义.舱壁和环肋加强的无限长圆柱壳声弹耦合模型及其声特性 [J].固体力学学报,2002,23(3):269-279.
[4]陈美霞,邱昌林,骆东平.基于FEM /BEM法的内部声激励水下圆柱壳声辐射计算[J].中国舰船研究,2007,2(6):50-54.
[5]周锋,骆东平.有限长环肋圆柱壳低阶模态声辐射性能分析[J].应用科技,2004,31(9):38-41.
[6]CISKOWSKI R D,BREBBIA C A.Boundary element methods in acoustic[M].London:Elsevier App lied Science,1991.
[7]LAULAGNET B,GUYADER J L.Sound Radiation by Finite Cylindrical Ring-Stiffened Shells[J].Sound.1990,138(2):173-191.
[8]JUNNGER M C,FEIT D.Sound,Structures,and their Interaction[M].Second Edition:The MIT Press,1986.
[9]FRANK F.Sound and structural vibration:radiation,transmission and response[M].London:Academic Press,1985.
Influence of Construction Error on Sound Radiation for Ring-Stiffened Cylindrical Shell
Zhang Sheng1Jin Xiang1Zhou Hua1Liu Tu-guang2
1 Wuchang Shipbuilding Industry Company Ltd.,Wuhan 430060,China 2 Huazhong University of Science and Technology,Wuhan 430074,China
By using of FEM software ANSYS and BEM software Sysnoise,simulation models for cylindrical pressure shell structure with different types of construction error were established,i.e.the ellipticity of shell section,the oblique of shell axes and the offset of bulkhead.And then we analyzed the characteristic parameters of the key construction technology which influenced the low noise construction technology of representative structure.The analysis results show that sound radiation power increases with the construction error increasing.However,the construction error can only imperceptibly influence the structure sound radiation power in the range of allowable error while the ellipticity of shell section is the most important factor in the three kinds of construction errors.
ring-stiffened cylindrical shell;construction technology;sound radiation power
U661.43
:A
:1673-3185(2011)04-43-08
2010-06-28
武昌船舶重工有限责任公司技术创新课题(k07005-2)
张 盛(1985-),男,助理工程师,硕士。研究方向:船体结构水动力特性优化设计。E-mail:daisie@163.com
10.3969/j.issn.1673-3185.2011.04.009