回转窑安装中心轴线找正及窑体焊接技术探析
2011-03-30徐元博
徐元博
(陕西华县金钼股份硫酸厂,陕西 华县 714101)
回转窑安装中心轴线找正及窑体焊接技术探析
徐元博
(陕西华县金钼股份硫酸厂,陕西 华县 714101)
通过对实际安装步骤的分析,就回转窑吊装施工中的难点窑体中心轴线找正及窑体焊接进行探讨,优化现有的回转窑安装方案。
回转窑;筒体安装;找正;同心度;焊接;焊缝品质
陕西省金堆城钼业股份有限公司矿冶分公司硫酸厂30万t/年氧化铁球团生产线,于2011年5月顺利完成链-回-环系统三大主机中Φ3.5m×28m回转窑筒体中心轴线找正及窑筒体焊接安装。回转窑是氧化球团生产工艺中最关键的设备之一,高度的热工负荷及连续生产的工作制度,对安装品质的要求十分严格,其安装品质的好坏,直接关系到氧化球团生产线是否能正常运行。
1 安装前施工准备
组织现场安装人员熟悉图纸、安装说明书,完成技术交底工作;准备施工器具及材料,检查设备到货规格、尺寸、数量及品质;检查窑筒体,测量每节窑筒体的实际长度和两轮带的中心距离及窑筒体的总长,并以此尺寸对窑基础进行放线,测量窑体的椭圆度。
2 吊装中心轴线找正
2.1 吊装找正前准备工作
(1)检查筒体椭圆度。其不圆度小于0.002D(D为窑体直径),用钢盘尺测量筒体断面外的周长,做好记录,要求相连两节筒体断面的周长相差应小于0.002D,最大不得大于7mm;
(2)将筒体组对联接卡具按照8等分分布在筒体内圆周上,相邻筒体原纵向焊缝互相错开,错开角度不应小于45°。
(3)筒体内圆分为16等分,用划规找出筒体中心,在筒体中心做一活门;
(4)吊装场地平整、结实、标高合格、覆盖厚钢板。
(5)完成拉杆螺栓及压板安装,预先调节对口。
2.2 筒体找正
(1)窑筒体中心定位。将非加工筒体内周周长12等分,分别以 1、4、7、10点;2、5、8、11点和 3、6、9、12点找出3个圆心A、B、C,这3个圆心组成的几何图形的中心,即为窑筒体的中心,在圆心处贴好坐标纸,再用同样的方法找出筒体外圆的中心(见图 1)。
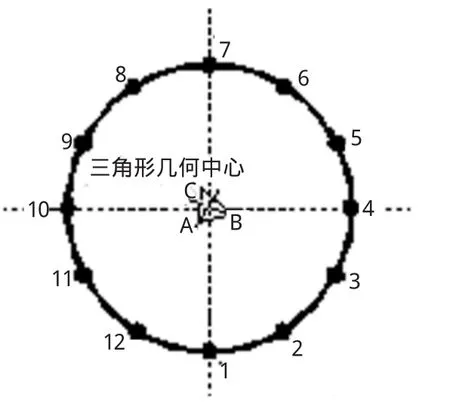
图1 窑筒体中心定位图
(2)窑筒体轴线找正。用激光经纬仪找正,其中心点径向圆跳动窑筒体进出料口6mm,大齿圈及轮带处4mm,筒体接口处8mm。筒体错边量检验,用钢直尺靠在对接焊缝处检测,错边量不大于2mm;同心度检测,在对接筒体两端和对接焊缝处,各找一个筒体中心,钻一个直径约为2mm的孔,共3个,用光源从筒体一端中心点射入,如能同时穿过3个孔,即为合格(见图2)。
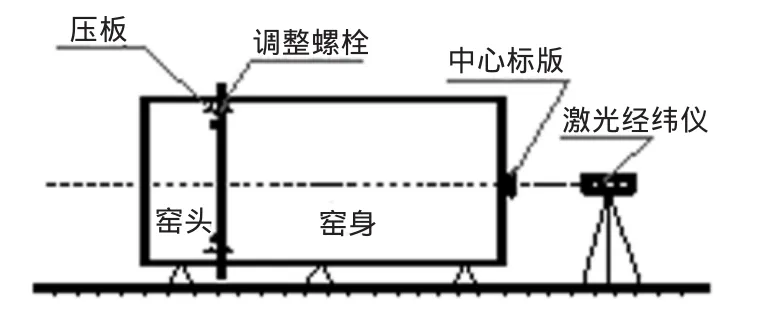
图2 窑筒体轴线找正示意图
3 回转窑筒体焊接
窑筒体焊接工作是窑安装工作中一个主要施工工序,焊接品质好坏,直接影响窑的正常运转和使用寿命。
3.1 窑筒体焊接前准备工作
(1)施工前确认母材。选用符合要求的焊接材料,本台回转窑材质为Q235B,焊条选用符合国家标准的E4315焊条,与之对应为J427焊条,焊条要在250~300℃烘干1 h,保温150℃,随取随用。
(2)全面检查坡口加工的角度、深度、间隙。对相对角度偏差较大、间隙过大(小)、深度不够的坡口,都要进行修正,坡口两侧40mm范围内的油漆、铁锈、毛刺等杂物,要清除干净,露出母材光泽方可开始焊接(焊缝坡口型式和尺寸已在出厂前加工成型,现场对口间隙2±1mm)。
(3)严禁在坡口之外的母材表面引弧和实验电流,防止电弧擦伤母材,施焊过程中应保证起弧和收弧的品质。
(4)焊前重测各焊口、窑头、窑尾径向跳动,清除影响窑体转动因素。
(5)焊接定位焊缝,采用与根部焊道相同的焊接材料和焊接工艺,定位焊的长度、厚度和间距应保证焊缝正式焊接过程中不致开裂。
3.2 窑筒体焊接
(1)焊接前局部点焊。沿圆周点焊8等分,点焊长度约150~200mm,高度约5~6mm;点焊顺序为依次成180°,方向上下左右对称点焊。
(2)窑筒体焊接。现场焊接采用手工电弧焊,根据筒体找正情况,编排好每道焊缝试焊程序;施焊工作应先焊接紧靠传动大齿轮的焊缝,以此减少焊接变形对传动精度的直接影响。
检查定位焊缝,消除缺陷后继续焊接,多层焊完后,对层间进行清理。消除缺陷后,方可进行下步焊接,中断焊缝,继续焊接前必须规定检查,焊缝外观不允许有气孔、加渣、裂纹,咬肉深度不应超过0.5 mm,长度不超过100mm,总长度不超过焊缝总长的10%。
(3)焊后质量检查。焊缝探伤采用超声波探伤达到JB1152(2级),超声波探伤发现的疑点,必须用射线探伤检查确定,射线探伤达到GB3323中的3级。
4 工艺难点分析
(1)窑筒体预先调整对口时,调整螺栓及压板最好一步焊接到位,并均匀分布。
(2)窑筒体中心定位及轴线找正,必须严格按照设计要求控制好错边量,要经常用钢尺检查。
(3)焊接前准备工作必须消除窑体焊接时转动因素,局部点焊必须上下左右对称焊接,以消除焊接应力变形,并严格控制好点焊缝长度及深度。
(4)窑筒体焊接过程中,严把焊缝品质关,多层焊缝的层间接头应错开。
5 结束语
由以上Φ3.5m×28m回转窑安装示例看出,通过相应措施错控制错边量,可达到安装时对回转窑中心轴线同心度的合理控制,采用激光经纬仪,可进一步验证结果;另外在窑筒体焊接时,采用一系列手段控制焊接品质,可最大程度保证回转窑安装时整体同心度。
[1]王鸿飞,梁秀山.机械设计基础[M].北京:北京石油大学出版社,2001.
[2]罗 保.回转窑现场安装焊接问题[J].安装,1995,(3):16-17.
[3]冯旭东,杨炎川.回转窑焊接工艺设计[J].金属热加工,2010,(18):64-66.
[4]JB/T 8916-1999,回转窑[S].
Installation of Rotary Kiln-kiln and Axis Alignment Welding Technology
XU Yuan-bo
(Shan xi Huaxian Gold Shares Molybdenum Vitriolic Factory,Huaxian Shan xi714101,China)
Based on the analysis of the actual installation steps,to the difficulties in the rotary kiln Hoisting the central axis of the kiln and the kiln body iswelded to find explore and optimize the existing rotary kiln installation program.
rotary kiln shell installation;alignment;concentricity;welding;weld quality
TF062
B
1672-545X(2011)08-0197-02
2011-05-14
徐元博(1983—),男,陕西华县人,机械助理工程师,工学学士,研究方向:机械设计及自动化。
