不锈钢薄壁螺母零件加工工艺设计
2011-03-30鲁淑叶
鲁淑叶
(四川信息职业技术学院,四川 广元 628017)
不锈钢薄壁螺母零件加工工艺设计
鲁淑叶
(四川信息职业技术学院,四川 广元 628017)
针对薄壁螺母零件刚性差、加工过程中容易产生变形、加工精度不高等问题,在仔细分析零件结构及加工要求的基础上,对加工工艺进行改进,重新设计工装,解决了工件的变形问题,克服了加工难点,保证了零件的加工品质。
薄壁零件;变形;工装
薄壁零件的加工是车削中经常碰到的问题,由于薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增大,不易保证零件的加工品质。图1为螺母零件,是学校实习工厂承接的一类零件,小批量生产,零件材料为Y1Gr18Ni9,属于典型的薄壁零件,笔者以该零件为例,探讨薄壁零件的加工工艺。
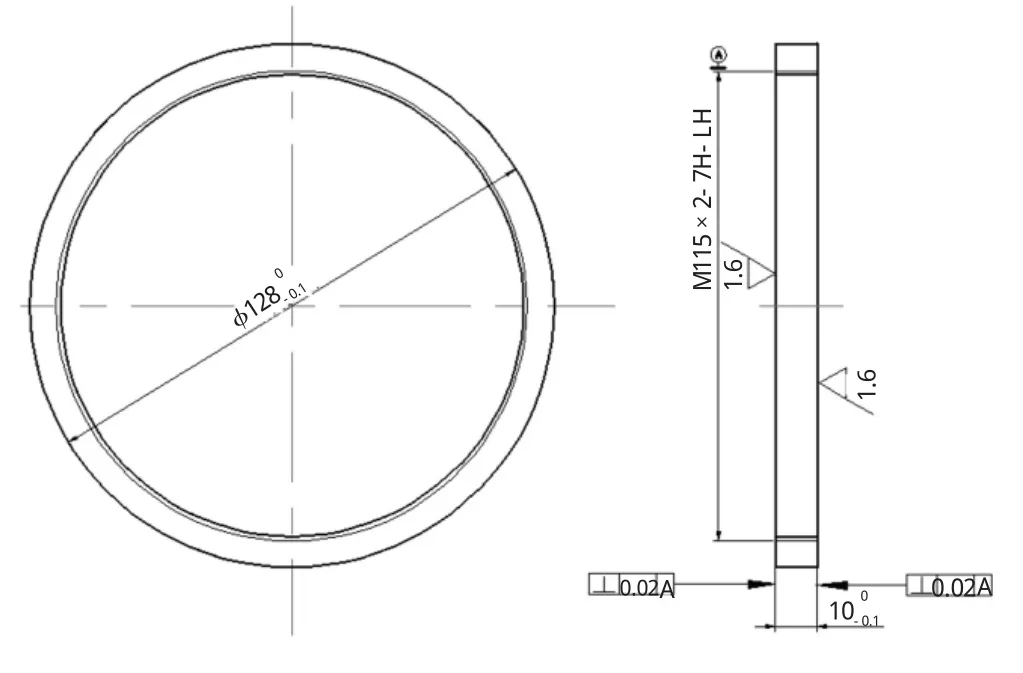
图1 薄壁螺母零件
1 零件结构及工艺性分析
该零件外形结构比较简单,但直径较大、孔壁较薄,属于典型的薄壁零件,该零件材料为Y1Gr18Ni9,属于不锈钢,其加工难度主要有以下两点:
(1)不锈钢在切削过程中,有如下特点:加工硬化严重,切削力大,切削温度高,切屑不易折断,易粘刀,刀具易磨损,同时也使得加工表面粗糙度值高,达不到图纸要求。
(2)由于孔壁较薄,内螺纹螺距较大,车削螺纹时切削力较大,装夹方式不当,可能会导致工件变形。
2 初加工存在的问题
零件的加工是安排在C620机床上,毛坯选用棒料,加工阶段分为粗加工和精加工,最初工艺安排如下:
工艺路线为:平端面—车外圆—钻内孔—粗镗内孔-精镗内孔—车内螺纹—工件掉头,车端面保证总长。
在试制过程中,发现以下问题:
(1)由于使用C620车床,所以钻头直径不能太大,采用先钻后镗的方法,这样车削余量较大。不锈钢材料具有本身切削力大、切削温度高、切屑不易折断、易粘刀、刀具易磨损的特点。因刀具易磨损,所以效率不高。
(2)车内螺纹时采用三爪卡盘夹持Ф128mm的外圆,以工件的左端面定位在卡爪的台阶面上,由于车螺纹切削力较大,如果在卡盘上夹紧过大,零件就会产生变形,从而影响工件的尺寸精度和形状精度。如果在卡盘上夹得不紧,在车削时有可能使零件松动而无法完成车削。
因此,在加工过程中,必须对现有的加工工艺进行改进,设计更为合理的加工工艺,从而保证零件的精度要求,提高零件的加工品质。
3 加工工艺的改进
对于内孔的加工,由于工件较短,可以采用套料、镗孔的方式,这样不仅效率高,而且还可以减少刀具的磨损。
车削螺纹时,改变工件的定位基准与压紧方式,重新设计工装,如图2所示。
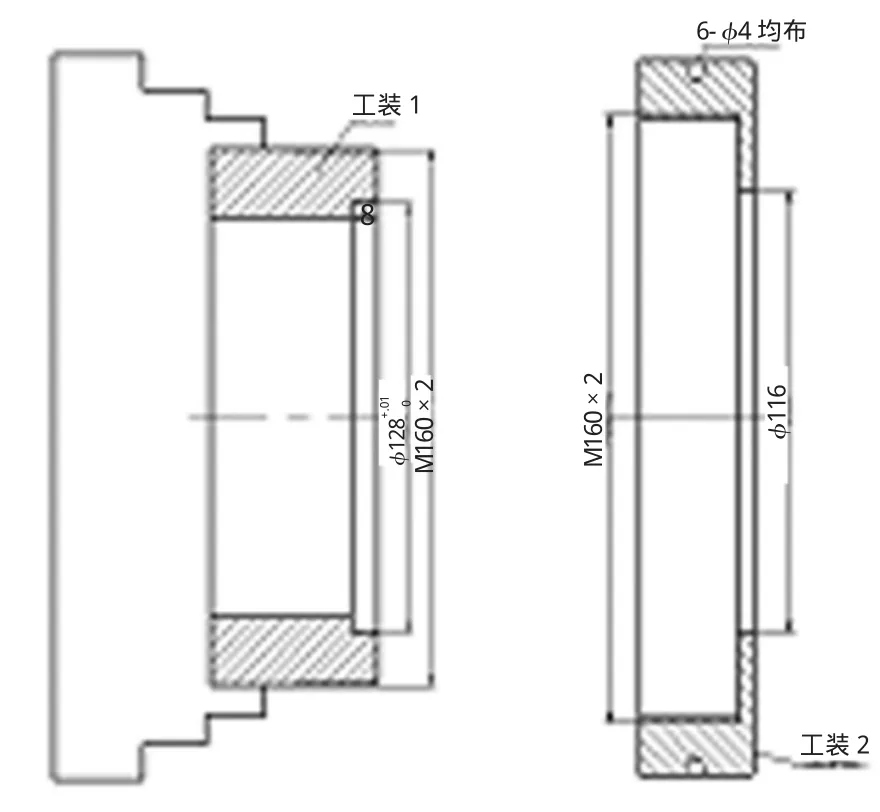
图2 零件工装图
工装设计的思路为用零件Ф128mm的外圆和两端面定位,以左端面为定位基准,以右端面作为受力面,这样安排,受力得到了很大的改善。
做工装1时,其内台阶端面和Ф128mm内孔要一刀完成,这样可以保证零件图上的垂直度要求。工装1和工装2依靠螺纹连接,工装1的外螺纹长度为28mm,工装2的内螺纹长度为30mm,工装2圆周上的孔,用来调节装1和工装2之间的配合程度。
改进的工艺路线为:
(1)平端面—车外圆—套料—粗镗内孔;
(2)工件掉头,车端面保证总长;
(3)换工装—精镗内孔—车内螺纹。
采用改进的工艺和工装,零件加工后精度完全达到要求,证明工艺安排和工装设计合理,从而顺利的解决了变形问题,提高了效率,保证了零件的加工精度。
4 结束语
采用新的加工工艺,零件加工后经检验完全符合精度要求。通过对该薄壁零件的加工,为进一步研究类似零件的加工,制定更加合理的加工工艺,积累宝贵的实践经验。
[1]王建中,陈陆帮.薄壁类零件车削加工工艺方法[J].新技术新工艺,2010,(11):26-27.
[2]蒋增福.车工工艺与技能训练[M].北京:高等教育出版社,2004.
[3]唐应谦.数控加工工艺学[M].北京:中国劳动社会保障出版社,2000.
[4]武中立,魏志强.薄壁零件的车削方法与技巧[J].新技术新工艺,2009,(12):26-27,130-131.
Stainless Steel Thin Nut Parts Processing Process Design
LU Shu-ye
(Sichuan Institute of Information Technology,Guangyuan Sichuan 628017,China)
For thin-walled nut parts,process of rigid sent to produce deformation,processing precision are not high,with careful parts structure and processing requirements analysis,on the basis of processing process improvement,redesigned tooling,solve the problem of distortion of work piece,overcome difficulty,guarantee the machining parts processing quality.
thin-wall parts;deformation;tooling
TH162
B
1672-545X(2011)08-0135-02
2011-05-12
鲁淑叶(1978—),女,讲师,学士学位,主要从事数控加工与数控工艺研究。
