一种柴油机碗形塞片胀接装置及方法
2011-03-30黄进成
黄进成
(广西玉柴机器股份有限公司,广西 玉林 537005)
一种柴油机碗形塞片胀接装置及方法
黄进成
(广西玉柴机器股份有限公司,广西 玉林 537005)
针对目前柴油机水堵孔封堵技术上存在的一些问题,研发出一种碗形塞片胀接装置及方法,并在车间投入生产使用,与传统柴油机水堵孔封堵技术相比,这种胀接技术大大提高了柴油机碗形塞片的密封性能和承压能力。
碗形塞片;胀接;弹簧夹;水堵孔;柴油机
水堵孔作为柴油机水道的重要组成部分,要求其具有高度密封可靠性,是不允许出现泄漏的[1]。一直以来,大部分柴油机对水堵孔的密封技术要求,仅局限于在加工过的水堵孔内涂抹密封胶,把碗形塞片压到水堵孔内,以此保证水堵孔的密封性。而这种方法,在柴油机工作环境要求比较高(例如柴油机水腔压力较大)的情况下,容易导致柴油机在碗形塞片处泄漏水或碗形塞片脱落的情况,有其一定局限性。目前部分设计要求较高的柴油机,在水堵孔的密封设计技术要求里,提出了新的概念,即在水堵孔内加工一道环槽,封堵时将碗形塞片压进水堵孔后,将碗形塞片尾端胀接进水堵孔凹槽内(如图1所示),以提高水堵孔密封牢靠性。

图1 碗形塞片胀接状态示意图
现有技术直接使用简单工具将碗形塞片压进水堵孔内,完成密封,目前尚无成熟的工装装置和方法来将碗形塞片尾端胀接进水堵孔环槽,完成后续密封要求,同时应用于生产[2]。
针对以上情况,我们研制了一种碗形塞片胀接装置及方法,可解决以上难题,满足生产需要。
1 结构及工作原理
1.1 基本组成
研制的柴油机碗形塞片胀接装置,主要包括压碗形塞片限位工装、碗形塞片胀接弹簧夹与气动液压泵3个大部份,其中碗形塞片胀接弹簧夹,与气动液压泵连接在一起(如图2)。

图2 压碗形塞片限位工装工作示意图
作为碗形塞片胀接装置的核心部件,碗形塞片胀接弹簧夹主要包括涨块、锥轴、调整螺套、锁紧螺母、连接环、中空活塞杆油缸、气动液压泵、护盖、手柄,其基本结构如图3。
1.2 工作原理[4,6]
用压碗形塞片限位工装,将碗形塞片人工打压进涂有密封胶水的柴油机水堵孔内,使碗形塞片尾部端面与水堵孔环槽边基本保持平齐,如图2所示,气动液压泵控制与碗形塞片胀接弹簧夹中空活塞杆油缸连接在一起的锥轴移动,根据弹簧夹头反拉涨开的原理,锥轴撑开涨块,从而将碗形塞片尾端胀接进水堵孔环槽,完成密封。

图3 碗形塞片胀接弹簧夹结构示意图
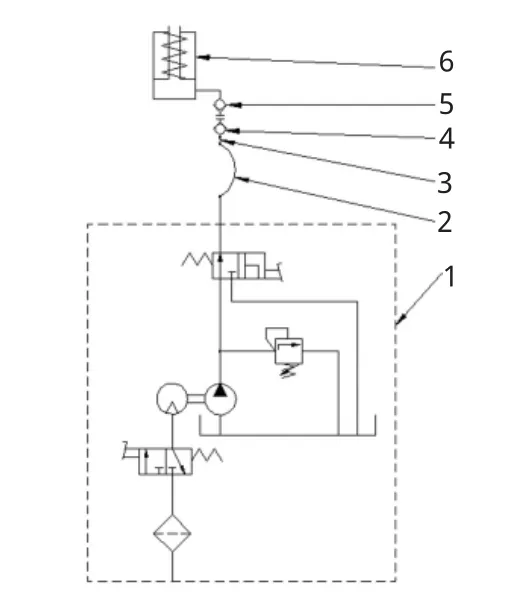
图4 涨塞片液压原理系统图
2 结构方案的确定
2.1 压碗形塞片限位工装[3]
柴油机水堵孔尺寸要求不同,压碗形塞片限位工装的尺寸要求也不同,设计时,需获取以下关键尺寸(如图2所示):
(1)碗形塞片内径Φ;
(2)碗形塞片深度尺寸H;
(3)水堵孔环槽边至水堵孔端面尺寸L。
根据以上关键尺寸,设计制作压碗形塞片限位工装,使用时将碗形塞片套进限位工装,用工具轻轻敲打限位工装,将碗形塞片压进水堵孔内,通过限位工装端面与水堵孔端面接触限位,保证尺寸L,从而保证碗形塞片尾部端面与水堵孔环槽边保持平齐。
2.2 碗形塞片胀接弹簧夹[5,7,8]
碗形塞片胀接弹簧夹结构如图3所示。其中:
涨块1的头部为片式弹簧夹头结构,在内部挤压力作用下,可伸撑开来;取消作用力后,可回缩到自然状态,涨块头部设计有一圈涨块台阶(如图3放大图A所示),是将碗形塞片尾端胀接进环槽的关键所在,涨块台阶所处位置与碗形塞片深度尺寸L(如图2所示)相对应。
连接环6起过渡连接作用,连接环6与涨块1通过内外螺纹连接,连接环6上设有螺钉过孔,中空活塞杆油缸7上设有螺孔,通过内六角螺钉5衔接连接环6和中空活塞杆油缸7,从而将涨块1和中空活塞杆油缸7连接起来。
中空活塞杆油缸7通过液压元件公快速接头、母快速接头、变径接头、高压软管,与气动液压泵连接(其液压原理系统如图4所示),气动液压泵控制油缸动作。
调整螺套3主要对锥轴2的移动进行限位,调整螺套3与涨块1通过内外螺纹连接,可调节其在涨块1内的轴向位置,调整螺套3尾部设有锁紧螺母4。
锥轴2穿过调整螺套3,与中空活塞杆油缸7连接,锥轴2头部与涨块1头部以内外锥面接触配合,当通过气动液压泵控制中空活塞杆油缸7往后轴向拉拔锥轴2时,锥轴2头部通过锥面挤压力撑开涨块1头部,涨块1台阶进而胀接碗形塞片。锥轴往后轴向移动距离越大,涨块被撑开的幅度越大,即碗形塞片被胀接力越大,可根据柴油机水堵孔环槽深度对应设定。
锥轴2尾部为外螺纹,通过六角薄螺母10拧紧限位,防止非工作状态时锥轴2向前滑落。
护盖8密封和保护中空活塞杆油缸7,防止杂物灰尘掉落,手柄11方便操作时提拿。
中空活塞杆油缸7尾部设有螺孔,护盖8及手柄11开有螺钉过孔,通过内六角螺钉9将中空活塞杆油缸7、护盖8、手柄11连接在一起。
3 实施过程
(1)首先使柴油机的水堵孔垂直朝上,使用碗形塞片限位工装将碗形塞片轻轻打进柴油机水堵孔内,使碗形塞片尾部端面与水堵孔环槽边保持平齐。

图5 碗形塞片胀接弹簧夹实物
(2)根据柴油机的设计,水堵孔内径尺寸不一样,环槽凹深相应的也不一样,胀接前,需视环槽凹深,调节好碗形塞片胀接弹簧夹调整螺套所处的轴向位置,确定锥轴被拉拔时对涨块撑开的幅度,即对碗形塞片的胀接深度,如图5所示,从而更为准确地完成对碗形塞片的胀接。
完成动作(1)后,手工将碗形塞片胀接弹簧夹的涨块头部套进碗形塞片,此时涨块台阶与碗形塞片尾部位置对应,开启气动液压泵,中空活塞杆油缸往后轴向拉拔锥轴,锥轴将力作用于涨块,涨块头部撑开涨块台阶,进而胀接碗形塞片到水堵孔环槽,锥轴移动至阶梯端面与调整螺套端面接触不动,此时继续保持此胀接状态十余秒,松开气动液压泵,取出碗形塞片胀接弹簧夹,完成胀接。
图6为碗形塞片胀接装置实物,图7为胀接完后的实物解剖图。从图7可看出,经过胀接后的碗形塞片尾部形成均匀台阶在水孔环槽内,碗形塞片台阶圆柱面贴紧环槽内壁,端面顶紧环槽端面。

图6 碗形塞片胀接装置实物照片

图7 碗形塞片胀接后的实物解剖图
4 结束语
本文介绍的柴油机碗形塞片胀接装置及方法,与现有封堵技术相比,利用弹簧夹头反拉涨开的原理,通过对碗形塞片的胀接,进一步提高了柴油机碗形塞片的密封性能及承压能力,确保柴油机在工作环境要求较高情况下的水道密封安全性,为今后类似的研究和应用,提供了有益的借鉴。
此装置考虑了操作的便易性,引进了较先进的可脚踩式气动液压泵,便于工人在生产过程中操作,极大提高了生产效率。
[1]陈家瑞.汽车构造[M].北京:机械工业出版社,2002.
[2]周龙保.内燃机学[M].北京:机械工业出版社,2005.
[3]陈心昭.机械加工工艺装备设计手册[M].北京:机械工业出版社,1998.
[4]王先逵.机械加工工艺手册(第2版)[M].北京:机械工业出版社,2006.
[5]邱宣怀,郭可谦,等.机械设计[M].北京:高等教育出版社,2002.
[6]蒲林祥.金属切削机床夹具设计手册(第2版)[M].北京:机械工业出版社,1995.
[7]左键民.液压与气压传动[M].北京:机械工业出版社,2007.
[8]吴 麒,王诗密.自动控制原理(第2版)[M].北京:清华大学出版社,1998.
A Kind of Bow l-p lug Expansion Joint Device and Method in Diesel Engine
HUANG Jin-cheng
(Guangxi Yuchai Machinery Co.,Ltd.,Yulin Guangxi537005,China)
According to some technology problems of sealing water holes in dieselengine atpresent,a kind of bowl-plug expansion joint device and method are developed and used in the workshop.Comparing with the traditional technology of sealing water holes,this kind of bowl-plug expansion joint technology can greatly improve sealing performance and pressure of bowl-plug holes.
bowl-plug;expansion joint;spring champ;water plugging holes;dieselengine
TK423
B
1672-545X(2011)08-0150-03
2011-05-13
黄进成(1983—),男,广西桂平人,助理工程师,大学本科学历,主要研究方向为柴油机制造工艺。
