微型汽车离合操纵机构调整工艺探讨
2011-03-30刘桂永
刘桂永
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
微型汽车离合操纵机构调整工艺探讨
刘桂永
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
针对微车离合踏板行程调整时操作者无法判断离合踏板的位置变化状态、造成生产线生产合格率低、返修量大、制造成本高等现象,提出了一种适用于生产线生产的工艺方案,并根据离合踏板结构形式设计简易的辅助工装应用于生产线生产,消除了离合踏板行程调整产生的问题。
离合操纵机构;离合踏板;调整;行程;辅助工装
汽车离合器操纵机构是驾驶员用来控制离合器分离又使之柔和接合的一套机构。它始于离合器踏板,终止于离合器壳内的分离轴承。由于离合器使用频繁,因此离合器操纵机构首先要求操作轻便。轻便性包括两个方面,一是加在离合器踏板上的力不应过大,另一方面是应有离合踏板行程的调整机构。
离合踏板行程的调整要符合设计的行程范围。离合踏板行程过大,当离合踏板踩到底时离合器分离过度,会导致膜片弹簧的断裂和异常磨损;离合踏板行程过小,当离合踏板踩到底时分离轴承行程不够,不能使离合器彻底分离,势必使摩擦片磨损加速,从而造成换档困难或不能换档,变速器齿轮损坏。因此。离合踏板行程的是否合适直接影响到离合器与变速器的使用寿命,进而影响整车的综合性能,也同时影响到售后的维修成本,影响客户的使用价值。离合踏板行程的调整应该被重视。
1 离合操纵机构简述
目前微型汽车离合器广泛采用机械式或液压式操纵机构,其中机械式操纵机构分为拉索式和杆系式两种结构,本文所研究的微型汽车离合器操纵机构采用拉索式操纵机构。拉索式操纵机构的优点表现在两个方面:一是能克服杆系式操纵机构质量大、效率低、布置困难及受车架和驾驶室变形的影响等缺点;二是比液压式操纵机构价格低,在满足技术要求的前提下可节约生产成本。
在拉索式操纵机构中,离合拉索的前端与离合踏板组件连接;末端与离合器分离摇臂连接,离合拉索末端有螺纹,配有调整螺母和锁紧螺母,可实现离合器踏板行程的调整。如图1所示。
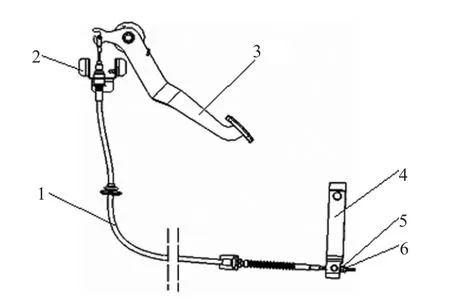
图1 离合操纵机构示意图
2 生产线离合踏板行程调整的约束性
公司生产的微型客车,采用发动机中置后轮驱动形式,配B系列发动机车型离合器操纵机构的布置,如图2所示。离合踏板布置在驾驶舱内,调整位置(离合拉索末端)在车身地板下方,调整时操作者无法观察到或者感知离合踏板的位置变化状态。
如果仅设置一人在底盘下方调整,由于无法观察到离合踏板在调整过程中的变化,即使随着经验的增加,调整结果仍然有很大的随机性,会产生大量的返修,增加制造成本。
为达到生产线的合格率要求,需要设置两人配合操作,一人在合适的位置观察踏板的位置变化,一人在底盘下方进行调整,由观察者通知调整者离合踏板的位置情况,调整者适时停止调整保证离合踏板在行程合适的位置;此方法需要在生产线上增加特殊工位,以便于观察和调整,对生产线的改造要求很大,成本较高。因此要求:在保证合格率的前提下,以一人一岗的原则能够满足高速运转的生产线。调整过程中应用辅助工装可以满足这一要求。

图2 离合操纵机构布置示意图
3 离合踏板行程调整辅助工装设计和应用
3.1 辅助工装设计原理
在不更改离合操纵机构设计的前提下,解决调整离合踏板行程时不能观察到或者感知离合踏板的即时状态的问题,结合离合踏板支架的结构,设计一个可拆卸的、只在调整过程起作用的离合踏板固定装置,此装置固定离合踏板的位置,正是离合踏板行程合适的位置。调整时,拉动离合拉索,由于离合踏板被增加的装置固定,操作人员在底盘下方可以很明显地感觉到拉索不能被拉动,此时锁定离合拉索的位置即可。
辅助工装的设计原理:公司部分车型采用的是机械式绳索传动离合器操纵机构,离合器结构是预紧式,即分离轴承与膜片弹簧常接触,并有一定的预紧力,因此离合踏板没有自由行程。
如图3所示,离合拉索1连接头与离合踏板5挂钩连接,并通过挡圈2固定在踏板支架总成4的离合拉索支架3上。当离合拉索1与离合器分离摇臂开始连接时,离合拉索1的索芯会向图3中箭头方向移动,同时拉动离合踏板5从位置一向位置二方向摆动,位置二正是离合踏板5调整后所要达到的位置(位置一与位置二之间的距离为离合踏板5工作行程)。但是调整时,操作人员在车身底部,无法观察或者感知离合踏板5上摆的情况,为了防止调整时离合踏板5超过位置二,或者还没有到达位置二就停止调整,设计一个可拆卸的装置,在位置二处固定离合踏板5,因此离合拉索1拉紧后不能再被拉动,便可以感知到离合踏板5已经达到位置二,此时停止调整,锁定离合拉索与离合器分离摇臂的相对位置,然后取下固定离合踏板5的装置,离合踏板5便在合适的位置二处,达到调整离合踏板5工作行程的目的。

图3 离合踏板调整前后位置图
3.2 辅助工装定位基准选择
辅助工装定位基准选择,要求其在整车上位置尺寸、误差稳定,并且相对于离合踏板的位置尺寸,不受其连关联零部件的误差影响。目前公司的所有微车,均采用离合操纵机构、制动操纵机构集成一体的结构形式,也就是离合踏板与制动踏板集成在同一个支架上;制动系均采用真空助力伺服制动系,制动踏板的行程,由真空助力器制动主缸的行程决定;经过大量生产表明,制动主缸的行程经过零部件厂家调整后,都在其设计的范围内,误差较小,并且稳定,可以认定制动踏板相对于离合踏板的位置稳定不变,因此,采用制动踏板作为辅助工装的定位基准。
3.3 辅助工装的设计
根据制动踏板、离合踏板在支架上的相对位置关系,设计辅助工装。本文所研究的踏板总成的结构特点,是离合踏板在行程合适的位置时与制动踏板的踏板面平齐。
(1)辅助工装结构一。辅助工装结构一的设计内容:本结构利用现有的大力钳,在其钳口上下颚处,焊接两块等长的用于夹持两踏板的平板(上、下夹板),平板的长度根据两踏板之间的距离来确定;由大力钳3、上夹板2、下夹板1通过焊接组成一个专用的大力钳夹持工装。详见图4、图5。
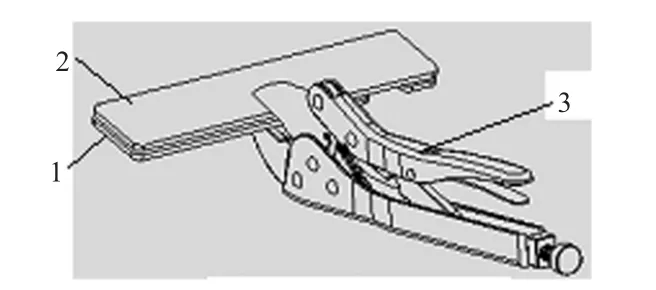
图4 辅助工装结构图
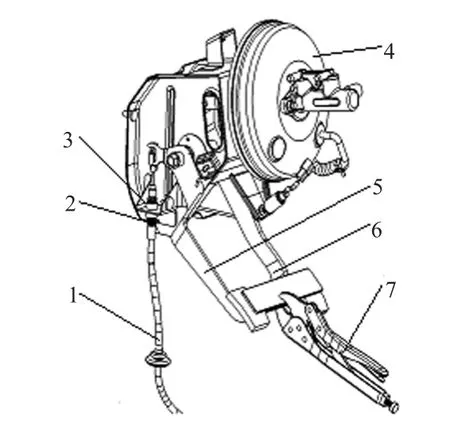
图5 辅助工装结构一应用图
(2)辅助工装结构二。辅助工装结构二的设计内容:本结构设计两块等长的用于夹持两踏板的平板(上、下夹板),平板的长度根据两踏板之间的距离来确定,下夹板根据两踏板杆的形状开两个缺口,缺口卡进两踏板杆便于装配定位;上、下夹板使用螺纹副实现夹紧。
本结构由上夹板组件、下夹板组件组成;上夹板组件由蝶型螺栓(蝶型螺母3与螺柱4焊接组成)、大垫圈7、上夹板1、两颗薄螺母6组成,薄螺母6与蝶型螺母4不锁紧上夹板1,转动蝶型螺栓时上夹板1不会随着转动;下夹板组件由下夹板2与螺母5焊接组成。使用时旋转蝶型螺栓,带动上夹板1向下运动,与下夹板组件一起夹紧离合踏板和制动踏板,如图 6、图 7。
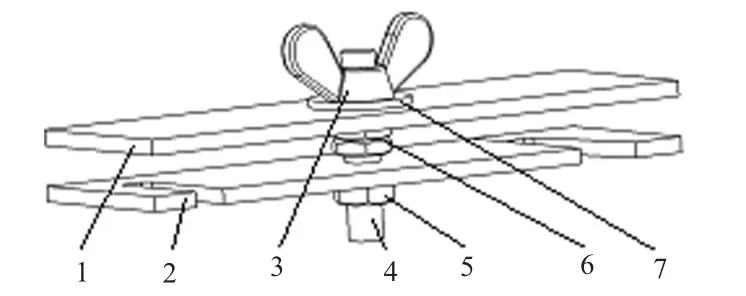
图6 辅助工装结构图

图7 辅助工装结构二应用图
3.4 辅助工装的应用
辅助工装应用调整步骤:
(1)内饰工段,完成装配踏板支架总成,连接离合拉索与离合踏板并固定离合拉索后,按照图5、图7把辅助工装装配到离合踏板与制动踏板上,确保工装不松动。
(2)底盘工段,按照线路布置好离合拉索2,并把离合拉索2固定到发动机左悬置1上,连接离合拉索2与离合器分离摇臂3。如图8所示,向后拉紧离合拉索2的索芯,并把离合器分离摇臂3向前推动,完全消除其自由摆动量,拧进调整螺母5,直到其碰到拉索后端连接头4停止,最后用锁紧螺母6锁定调整螺母5。

图8 离合拉索与离合器分离摇臂连接
(3)终线工段,取下辅助工装,踩下离合踏板数次,完成离合踏板行程的调整,可以保证行程在设计的范围内。
3.5 辅助工装两种结构的对比
结构一,其结构相对比较简单,夹紧、松开由于大力钳的结构而显得更简单方便,但是由于夹紧时所产生的夹紧力比较大,使用一段时间后,铆接大力钳上下颚处会变形严重,从而导致装夹时出现工装松动的现象,此时需要调整大力钳的调整螺栓来改善,这样一来,使用之后需要不定期地调节大力钳。
结构二,其结构相对比较复杂,夹紧、松开靠拧动蝶形螺母来实现,当调节好上、下夹板的距离时,仅需拧动几个螺牙即可夹紧、松开,由于螺纹副的一段螺纹使用频繁,容易磨损,因此该结构对螺纹副的要求较高。
3.6 辅助工装的应用效果
在未使用辅助工装之前,生产线离合踏板行程调整的合格率只有40%,消耗了大量的返修时间,增加了制造成本;使用辅助工装后,合格率达到95%以上,通过柳州总装和青岛总装车间的使用证明,以上两种结构的辅助工装,可以解决生产线离合踏板行程调整的问题。
4 结束语
在生产线对离合踏板行程的调整,受限于离合操纵机构的布置,未能达到生产线的要求,对此根据离合操纵机构的的特点,设计辅助工装来优化生产线装配工艺,提高生产效率,降低制造成本。本文的方法和设计的工装,可以为微车离合操纵机构踏板行程调整提供经验。
[1]陈家瑞.汽车构造(下册)[M].北京:机械工业出版社,2000.
[2]徐 旭,鲁统利.汽车离合器操纵机构的分析与改进设计[J].机械设计与制造,2007,(11):13-14.
[3]莫易敏,魏丽娜,姜宏霞.微型汽车离合器操纵机构传动比的研究[J].机械研究与应用,2009,(3):26-28。
Ddiscuss the Process of Clutch Control System Adjust of Minicar
LIU Gui-yong
(SAIC-GM-Wuling Automobile Co.,Ltd.,Liuzhou Guangxi545007,China)
This article aims at the operator cannot judge the clutch pedal position when adjusting the clutch control system,that results in the rate of eligible product low,larger maintain product off-line,high costs of production,etc.This article of fersamethod tha had been applied to the product line.The design of the simple fixtures,referred to this article,is baseing o n the structure of clutch pedal,and they had applied to the product line.Avoid the problem of the clutch pedal traveladjusting.
clutch controlsystem;clutch pedal;adjust;travel;fixture
U463.211
B
1672-545X(2011)09-0088-03
2011-06-12
刘桂永(1983—),男,广西玉林人,助理工程师,工学学士,研究方向为总装工艺设备。