基于PLC的三伺服枕式包装机控制系统的设计
2011-03-23龚发云朱小芹
龚发云,朱小芹
(湖北工业大学机械工程学院,湖北 武汉 430068)
随着市场经济的发展和人民生活水平的提高,市场上需要有各种相应的包装设备以满足人们的消费需求,因此,包装机的功能和生产效率都有待提高.三伺服枕式包装机是一种能自动完成制袋、填充、封口、切断、成品排除等工序的包装设备,主要应用于食品、化工、医药等行业.适应的包装物一般为块状、筒状规则物品和无规则异形物品.采用PLC控制技术,能有效提高生产率,且包装功能齐备,包装范围大,适应市场需求.
1 工作过程
卷状薄膜经送膜辊,由制袋成型器卷成筒状,并产生封接边,送料装置的推杆将包装物推入筒状薄膜内,牵引辊将薄膜夹紧向前推送,至纵封装置时,对纵缝进行封合,薄膜继续向前供送时,整理带将装有包装物的筒状薄膜整理整齐,经过横封横切部位时,横封横切装置完成横封与切断工序,实现块状包装物料的枕型袋包装,最后由成品输出机构输出[1].
三个伺服电机分别控制膜、料、刀三个传动轴,用三台伺服驱动器分别驱动三台伺服电机,可以分别对三轴的运动进行调节,并实现三轴的配合.包装机的送膜和送料同步,由色标传感器、接近开关分别检测送膜和送料的位置.为使横切刀准确地切到色标位置处,需检测切点信号,实时调速.包装机的工作循环见图1.
2 控制系统的组成
控制系统包括可编程序控制器(PLC),执行元件(伺服电机、气缸),操作面板(触摸屏、按钮开关、指示灯和蜂鸣器),检测元件(光电开关、接近开关、传感器和旋转编码器等)等几部分[2].主要硬件选型:伺服系统,Lenze(内置 PLC);触摸屏,UG221HSR4(彩);光电开关,T L46-WL(三色);温度控制器,E5CZ-Q2;旋转编码器,增量式E6B2-CWZ6C.

图1 包装机的工作循环图
2.1 PLC
具有可靠连锁控制特点,自动循环扫描各个输入和输出点的当前状态,并根据梯形图程序所确定的逻辑关系更新输出点的状态,通过控制伺服电机运动和气缸动作,完成从膜、料输送到产品输出全过程的自动控制.可实现包装机快速与精准的传动定位(如横切、电子凸轮和纠偏等);以及精确的过程控制(如温度、压力等PID调节).
2.2 伺服系统
伺服系统稳定性好,响应快,闭环控制,精度高.交流伺服电动机运行平稳,在额定转速以内,输出额定转矩;在额定转速以上,恒功率输出.伺服驱动系统自带编码器,实时反馈位置信号,位置控制精度高.
2.3 触摸屏
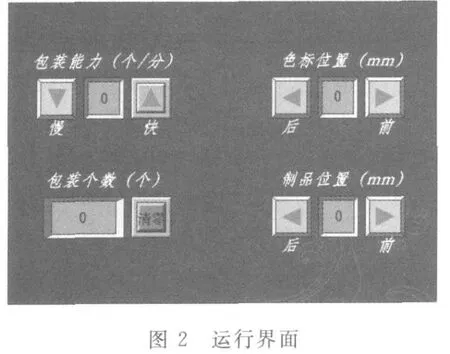
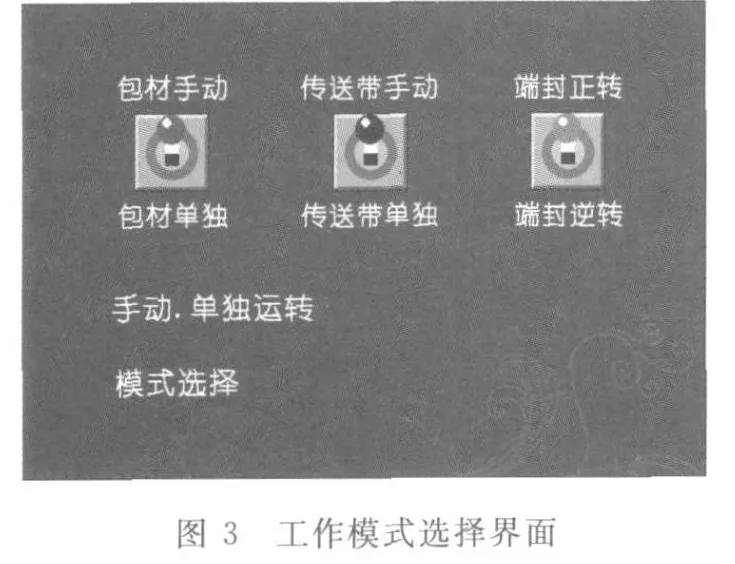
采用人机界面作为操作界面,进行各种参数设置、状态显示等,完成操作人员与PLC之间的通讯对话.通过触摸屏对各种参数进行设置,以菜单形式显示功能切换、数据输入、运行状态等.运用EV5000软件进行各画面设计,包括功能选择画面、数据显示画面、参数设置画面等[3],主要操作画面见图 2、3.
2.4 光电开关
检测包装膜上的色标,对色标进行跟踪定位,精确地追踪到切点的位置,使横封刀能在色标处准确进行,保证包装成品商标图案完整.封切精度±0.2 mm.
2.5 温度控制器
集成了四路PID进行封口的温度控制,根据包装膜的品种及包装速度的快慢选择适当设置温度,当温度未达到设定值时,继续加热,包装机不启动;当温度达到设定值时,停止加热,继续工作,直到低于设定值时,再进行加热.温度控制精度±3℃.温度的控制精度直接影响到封口质量,决定着包装质量的优劣.
3 控制原理
传统的包装机通过复杂的机械传动机构,实现各动作执行部件的同步运转,体积庞大,维修困难,包装速度慢.采用PLC控制伺服的方案,当包装参数发生变化时,只需简单调整控制软件,调整简单迅速,控制灵活,定位精度提高.
控制系统框图见图4,PLC负责各种控制信号的转化及伺服驱动器的控制,最终控制各执行机构的协调运动,伺服系统内部的编码器对速度以及位置等信息进行反馈,将数据传送回PLC,PLC再将数据传输至显示屏,显示屏主要对运动状态进行显示,这样在运行的时候就可以实时检测到当前的运转速度、包装产品的数量等.

图4 控制系统框图
三伺服枕式包装机控制系统的重点,是送膜、送料、横封横切三轴的位置和速度的同步控制以及电子凸轮运动的实现.位置同步,即横封刀能准确地切到薄膜的色标处.速度同步,即横封切断时横封刀的水平速度,应与此时的送膜速度与送料速度相等.
送膜采用速度控制方式,通过色标传感器和编码器分频信号检测膜的色标位置.送料用速度控制方式,通过接近开关和伺服驱动器的编码器分频信号检测推杆位置,进行位置控制.横封横切采用电子凸轮同步控制方式,通过接近开关和设定的横封刀每转的脉冲数进行位置检测.
PLC发送脉冲到伺服系统,伺服驱动器根据PLC发送的脉冲频率控制伺服电机的转速,脉冲数对应电子凸轮角度.同时PLC还要检测和比较色标和封切点的位置信号,判断封切点的位置正常、超前或滞后,确定超前或滞后量,控制脉冲频率修正转速,使切刀切到色标处,实现精准的位置控制[4].三轴同步协调运动的控制框图见图5.
横封横切轴的伺服电机在不同相位对应着不同脉冲频率,可实现横封横切的变速功能,即包括同步区速度V1和非同步区速度V2.横封辊旋转一周的时间,包括封切时间 T1,空转时间 T2.横封辊旋转一周的长度C与输送一个包装袋长L(即两色标之间的距离)相等.又横封辊同步区速度与生产能力即包装速度相等即V1=V,所以在非同步区,需加减速运动,使横封辊旋转一周的时间为一个生产周期T.可得横封辊运动轨迹见图6,计算非同步区的转速.设定横封辊直径为D(横封辊转一圈进行一次封切).点M为同步起点,点N为同步终点,点T为封切点,横封辊同步区转动角度为 α,圆周行程为Dα/360,非同步区为β,圆周行程为Dβ/360.



第一种情况,封切点在色标位置时,横封辊旋转一周的时间与输送一个包装袋长(即两色标之间的距离)的时间相等,都等于生产周期T.可得

将α+β=360,V1=V代入上式可得
第二种情况,由于薄膜的张力变化等一些因素的影响,会使送膜速度与封切速度不同步,使色标与封切点位置产生偏差,需及时校正,对下一个即将送入的袋长做出相应的补偿,补偿长度为S.
横封辊旋转一周的时间等于输送一个包装袋长的时间.可得

将α+β=360,V1=V代入上式可得

在非同步区对速度做相应的加减速调整,就可使封切刀准确地切到色标位置处,保证精准的位置控制.
4 结论
三伺服枕式包装机采用以光电检测技术、传感技术、可编程控制技术(PLC)和伺服系统为一体的控制系统,具有结构简单、稳定可靠、包装范围广、效率高、通用性好、自动化程度高等特点,能满足市场的需要,有利于包装行业的发展.
[1]蔡 伟.欧姆龙伺服控制器在多伺服枕式包装机中的应用[J].自动化博览,2009(4):86-88.
[2]张利平,曹巨江.自动包装机模块化控制系统的研究[J].包装与食品机械,2006(8):13-15.
[3]郭丽霞,李秉玉.PLC在小型立式自动包装机控制系统中的应用[J].武汉船舶职业技术学院学报,2007(3):34-36.
[4]张 聪,崔海荣,连续自动制袋充填包装机的模块化设计及其控制系统的研究[J].包装与食品机械,2002(6):1-3.
