变压器储油柜端盖复合模设计
2011-03-23尹业宏孙金风
尹业宏,安 宁,孙金风
(湖北工业大学机械工程学院,湖北 武汉 430068)
本文述及的端盖是变压器储油柜的壳体零件之一,上面安装有油标管,通过氧焊固定于储油柜圆筒壁上.此零件精度要求不高,材料为Q235,料厚2 mm,形状见图1.
1 工艺分析与方案确定
经工艺分析计算,该零件需采用落料、拉深、冲孔等三个基本冲压工序,因而确定三种工艺方案:方案一,落料―拉深―冲孔;方案二,落料拉深复合模―冲孔;方案三,落料、拉深、冲孔复合模.经过分析比较,采用第三种方案[1-3].
图1 端盖
2 模具结构及工作过程
端盖复合模的结构见图2.其工作过程如下:1)准备工作:手工将板料顺着弹性挡料销34导向滑动并由弹性挡料销33定位.2)当冲床滑块下行时,卸料板23压紧坯料,凸模13下行,和凹模7完成落料;滑块继续下行,凸模5和凸凹模13的凹模完成拉深成形;滑块再下行,凸模17和凹模4完成冲孔,冲孔废料从凹模到凹模垫板到下模座落料孔落下.3)整个冲压工序完成后,滑块回升,模具下面的橡胶弹顶器推零件出凸模5,同时,上部的活动凹模18也将零件从凸凹模13的凹模中推出.4)冲床滑块继续上行,回到开模状态的最高点,把零件取出,手工送料,准备下一个工作循环.
3 模具结构设计要点
3.1 毛坯面积的计算
利用Pro/E软件的零件设计模块做出端盖的内曲面(此时端盖的高度h=26 mm),向外平移1 mm.利用Pro/E软件算出曲面的面积[4],如图3所示,点击【分析】【测量】,弹出【测量】对话框,在【类型】中选择面积,在【定义】【实体】中选择面组,然后点选端盖曲面面组,点击【计算】,则端盖中性层曲面的面积为38012.9 mm2.然后利用坯料的面积相等的原则算出坯料直径为220 mm.
3.2 冲孔凸模的设计
在本套模具中,由于冲孔凸模的直径小,而且较长,因而采用阶梯的形式增强凸模的最小断面(危险断面)的承压能力和抗纵向弯曲能力.由于落料凹模对冲孔凸模的导向作用,因而可以直接用垫板对冲孔凸模定位.在校核中采用冲模设计手册软件版VR1.0,对冲孔凸模进行强度校核[5](图4),实践证明,冲孔凸模能满足要求.


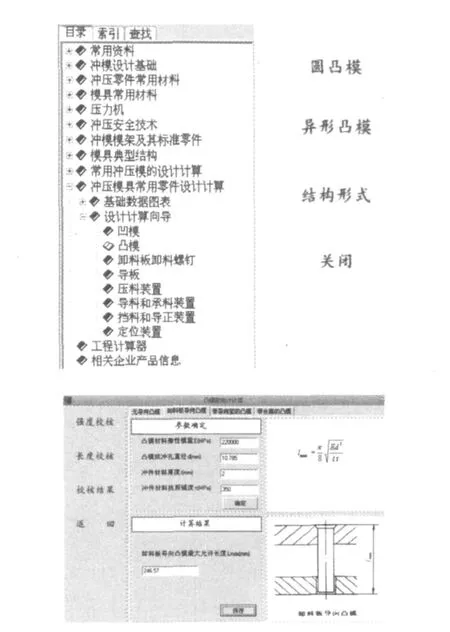
图4 冲孔凸模的长度校核
3.3 镶块的运用
在本套模具中,考虑到落料、拉深、冲孔过程中模具的磨损,各有关工作零件都采用镶块结构,可独立互换.
4 结束语
变压器储油柜端盖复合模,能将落料、拉深、冲孔等需多道工序完成的加工一次完成,提高了生产率,降低了生产成本.该模具设计思路可扩展到其他类似零件的模具设计中.在设计中运用软件进行辅助设计,可提高设计速度,缩短模具设计周期.
[1]杨宝顺.锅盖落料拉深冲孔切边复合模设计[J].模具技术,2006(1):19-21.
[2]姜奎华.冲压工艺与模具技术[M].北京:机械工业出版社,2005.
[3]郑家贤.冲压工艺与模具设计实用技术[M].北京:机械工业出版社,2005.
[4]林清安.Pro/E Wildfire2.0入门与范例[M].北京:电子工业出版社,2005.
[5]殷国富,胡晓兵.冲模设计手册(软件版)VR1.0[M].北京:机械工业出版社,2003.
