300mm硅片化学机械抛光压力控制技术研究
2011-03-23王东辉郭强生
王东辉,郭强生,柳 滨,陈 威,王 伟
(中国电子科技集团公司第四十五研究所,北京 101601)
目前,硅单晶已实现大规模工业生产,超大规模集成电路(IC)制造技术已经进入300mm时代。随着晶圆尺寸的不断扩大与芯片特征尺寸的不断缩小,对硅片表面的平坦化程度提出了更高的要求[1]。
在硅片表面的平坦化过程中,抛光压力是一个重要的物理参数。通常抛光压力增加,机械作用增强,抛光速率也增加,但使用过高的抛光压力会导致抛光速率不均匀、抛光垫磨损量增加、抛光区域温度升高且不易控制、使出现划痕的几率增加,从而降低了抛光质量[2]。
因此,稳定、可靠、精确地控制抛光压力对于提高抛光速率和质量具有十分重要的意义。
1 主轴压力控制原理
在硅片抛光过程中,为了得到较好的硅片抛光去除率以及硅片全局平整度,需要对主轴压力进行控制。一般情况下,工艺线对主轴加压控制系统的具体要求:
(1)压力控制范围:硅片表面压力0~2000 N;
(2)压力控制精度:±20 N。
为了达到上述设计要求,设计了一种主轴加压控制系统,原理示意图如图1所示。

图1 主轴压力控制原理图
在主轴加压控制系统中,关键部件为力传感器、气缸和弹簧。所述系统的核心部件为力传感器,它决定了控制系统的控制精度。为了达到系统所要求的压力控制范围和控制精度,选用量程为3000 lbs,精度为±0.1%的力传感器。气缸是关键部件,不仅可以用作驱动功能,还可以用作气动弹簧元件。通过增压和排气,实现驱动元件的作用,使主轴上升、下降或者加压。弹簧的作用是在气缸无气压时使主轴处于抬起状态,以便在不同工位间切换,其不同载荷下的工作行程如图2所示。

图2 不同载荷下弹簧的工作行程
在上述主轴加压控制系统中,其工作过程为:当气缸无气压时,由于弹簧的压缩弹力,主轴处于抬起状态。当对气缸充入一定气压后,气缸膨胀并克服弹簧的压缩弹力使主轴下降。当气缸气压达到某一值时,主轴末端的抛光头与抛光台刚好接触,此时,抛光台受到的主轴压力为零。继续对气缸充气,主轴将对抛光台施加压力,主轴施加压力的大小取决于气缸充入的气压。
同时,安装于主轴处的力传感器可以实时检测主轴的压力,虽然传感器检测的压力值不等于实际值,但是通过对检测仪器检测的实际值与传感器的检测值进行比较可知,两者之间存在一定的线性关系,找到其中的线性关系就可以用传感器的检测值来进行主轴压力的反馈控制,从而有效地控制抛光压力。
2 主轴压力检测方法
为了对主轴进行压力标定以及实时控制抛光压力,需要对主轴进行线下检测以及实时检测。故主轴压力的检测方法分为在线检测和离线检测。
在线检测是指在抛光过程中,通过安装在主轴中的力传感器(如图1所示)实时检测主轴的压力值。在线检测的力传感器示值不等于主轴的实际压力值,需要通过记录离线检测的实际值和相应的在线检测的力传感器示值,找到两者之间的线性关系,进行曲线拟合,计算得出拟合系数,然后通过拟合公式把实时检测的力传感器示值标定为主轴的实际压力值。
离线检测是指设备停止工作时,通过检测仪器检测主轴压力的实际值。检测仪器是一种用来检测主轴压力而特殊设计的装置(如图3所示),其托盘厚度与承载器的厚度一致,以排除厚度不一致而造成的误差。同时,检测仪器也可以用来标定主轴压力,即通过输入不同的气压值得到不同的主轴压力值。

图3 主轴压力检测装置
离线检测的具体检测方法是,把检测仪器的托盘置于主轴正下方,通过对气缸充入一定气压的气体,使主轴下降。当气压达到一定值时,检测仪器有读数显示,且主轴上的传感器在界面也有相应的读数,记录此时的气缸气压值、检测仪器测试值和主轴传感器示值;同理,继续以当量气压ΔP(例如0.005 MPa)持续对气缸施加气压,同时记录下在相应气缸气压下的检测仪器测试值和主轴传感器示值。在本文实验装置中,当气缸气压值范围在0.19~0.575 MPa时,检测仪器测试值范围为5~2245 N,主轴传感器示值范围为2338~6952 N,具体数据曲线如图4所示。
3 主轴压力数据处理

图4 气缸气压值与检测仪器测试值、主轴传感器示值的关系
主轴压力在界面的设定值与控制压力输出的执行器件(气缸)的气压值需要通过线性标定,把单位N转化为MPa,从而控制压力的输出;同时,主轴传感器在线检测的主轴压力值也需要通过线性标定转化成实际压力值,以此来对主轴压力进行反馈控制。因此,需要通过数据处理来找到检测仪器测试值与气缸气压值、检测仪器测试值与主轴传感器示值的关系,计算出它们之间的拟合系数。
观察图4可知,气缸气压值与检测仪器的测试值之间存在线性关系。通过Matlab对气缸气压值与检测仪器测试值进行一次方(y1=k1×x1+b1)曲线拟合(如图5所示)。

图5 气缸气压值与检测仪器测试值的拟合曲线
根据Matlab的拟合曲线可知,本装置在95%置信区间下,得到气缸气压值与检测仪器测试值的一次方拟合系数为:
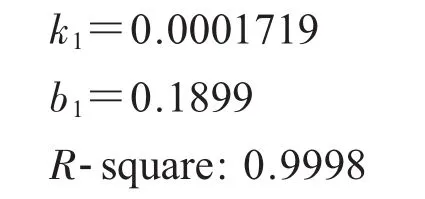

即拟合公式为:当通过界面输入主轴压力设定值x1时,根据拟合公式(1)可以求得相应气缸的气压值y1,从而通过控制器控制电气比例阀来调节气缸的气压值,以此来实现控制主轴压力的输出。
同理,通过Matlab对主轴传感器示值与检测仪器测试值进行一次方(y2=k2×x2+b2)曲线拟合(如图6所示)。
根据Matlab的拟合曲线可知,本装置在95%置信区间下,得到主轴传感器示值与检测仪器测试值的一次方拟合系数:

图6 主轴传感器示值与检测仪器测试值的拟合曲线

即拟合公式为:

当气缸膨胀使主轴受压下降时,主轴传感器受力后输出信号为x2,根据拟合公式(2)可以求得主轴压力的实际值y2,通过对比主轴压力设定值x1和主轴压力实际值y2,根据两者之间的偏差来实现主轴压力的反馈控制。
4 主轴压力反馈控制
在抛光过程中,要求对抛光压力连续可调,闭环系统是实现抛光压力大小连续可调的有效途径。因为闭环控制系统可以从系统的输入端不断地检测输出量,反馈到系统的输入端,与输入量进行比较。当系统输入量的实际值偏离设定值时,系统自动进行纠正,从而保证输入量与输出量的一定比例关系,如图7[3]。
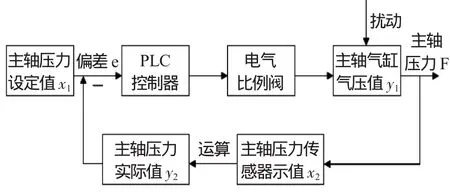
图7 压力闭环控制系统方框示意图
在图7所述的压力控制系统中,当主轴压力设定值为x1,根据拟合公式(1)得到气缸气压值为y1,此时,气缸膨胀使主轴下降,主轴传感器示值为x2,再由拟合公式(2)得到主轴压力的实际值y2。
在上述闭环控制系统中,主轴压力设定值x1即为系统的设定值,主轴压力的实际值y2即为系统的实际值。由此可得系统的偏差Δe=y2-x1,然后通过控制器的PID运算来调节比例阀的输出气压,直到消除稳态误差,从而有效地控制主轴压力的实际值。
在实际应用过程中,通过观察记录了一组数据,如图8所示。
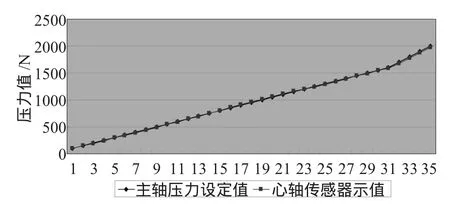
图8 主轴压力设定值与主轴传感器示值比较
根据图8可知,实验所得的主轴压力设定值与主轴传感器示值误差很小,通过计算可得其误差小于±15 N,且较大的误差出现在1700 N以上的非工作压力区间;在工作压力区间(100~1300 N),主轴压力设定值与主轴传感器示值的误差小于±10 N,基本满足一般的300mm硅片化学机械抛光设备的主轴压力控制设计精度要求。
5 结 论
本文介绍了一种300mm硅片化学机械抛光压力控制技术,且已经在中国电电子科技集团公司第四十五研究所研发设计的300mm硅片单面抛光机中得到应用,经过多次实验验证,所述的主轴压力控制技术的控制可靠、稳定、精确,抛光后硅片的平均去除率、全局平整度变化、局部平整度变化等技术参数都符合系统的设计精度要求。
[1]闫志瑞,鲁进军,李耀东,等.300mm硅片化学机械抛光技术分析[J].半导体技术.2006(8):561-564.
[2]姜培青.三工位CMP控制系统的开发和设计[D].大连理工大学硕士论文.2008:15-16.
[3]陈夕松,汪木兰.过程控制系统[M].北京:科学出版社,2005.