大型甲醇装置残液回收与杂醇油精密精馏提纯
2011-03-05葛志颖
葛志颖
(鄂尔多斯市蒙华能源有限公司,内蒙古鄂尔多斯 017000)
1 问题的提出
甲醇合成反应的生成物与合成反应条件密切相关,如反应温度高、空速偏差大、氢碳比不合适、催化剂的选择性差、反应气组分变化、催化剂中的微量杂质及催化剂进入使用后期,都可使合成反应偏离主反应方向,生成各种沸点低于或高于甲醇的副产物,成为粗甲醇中的杂质,这是必然的,所有甲醇装置目前都不能避免。这里要说的是,目前这些副产物尤其是高于甲醇沸点的副产物,大都没有经过认真、系统的回收和处理,或随残液直接排放,或简单处理后送进污水处理系统,或送入它系统裂解燃烧,或送去备煤系统焚烧。其结果是既污染了环境,增大了污水处理系统负荷,又减少了企业的副产品和效益。当然,这里有过去甲醇装置产能普遍偏小、杂质成分复杂,量微,无回收价值等历史和客观原因。如今随着国家煤化工门槛的提高和新建甲醇装置产能的提升,这些杂质的量和对环境的污染已不容忽视,其回收利用的价值也得到了提升。本文拟以大型甲醇装置残液回收和杂醇油精密精馏提纯为题作一探讨,意在抛砖引玉,供同业参考。
2 粗甲醇杂质组分和精馏产物
2.1 粗甲醇杂质组分
粗甲醇杂质主要包括有机杂质、水、还原性物质和增加电导率的杂质等四类,其总量一般为粗甲醇的12%~20%或更高些,水是仅次于甲醇的组分。表1列出了按沸点排列有代表性的粗甲醇组分。
2.2 粗甲醇组分含量
由表1可见,粗甲醇的组成是很复杂的。但在这几十种有机杂质中,大多数又含量极微。即使借助于色谱、质谱分析,仍难以对其全部做定量分析。《甲醇工学》提供了30.0MPa和5.0MPa合成压力下粗甲醇中的甲醇含量和经色谱分析核算成有代表性的有机物的微量杂质,如表2所示。
2.3 甲醇精馏产物
设置甲醇精馏装置的目的就是,去除上述各类杂质来获得主体产物精甲醇,副产杂质则以另外三种产物形态与精甲醇分离。这三种形态分别为轻沸物、低沸点杂醇油、残液(也有企业根据粗甲醇杂质含量和精馏操作情况不采出低沸点杂醇油,即只有精甲醇和轻沸物、残液两种形态的杂质)。

表1 按沸点顺序排列的粗甲醇组分
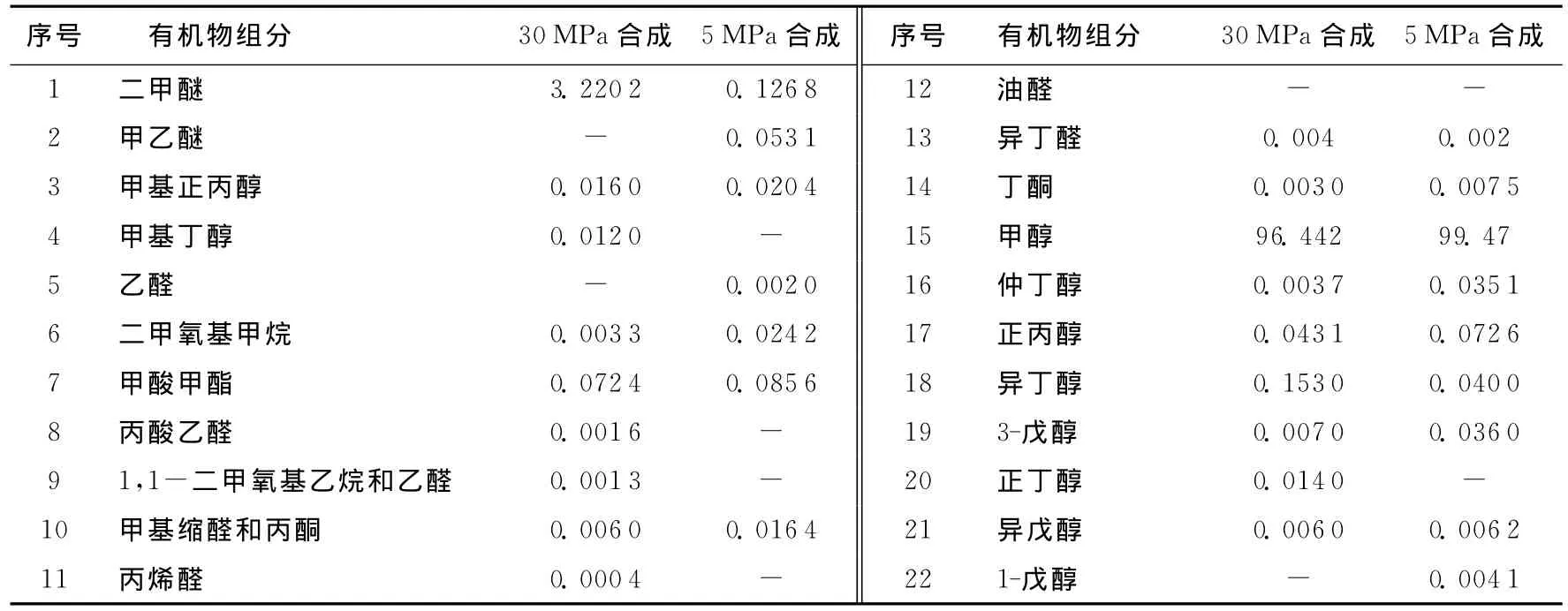
表2 不同压力合成粗甲醇中甲醇含量及微量杂质 %
2.3.1 轻沸物
预精馏塔顶部排出物称轻沸物,对应表1中序号1~10的有机物和微量甲醇,主要成分为二甲醚。
2.3.2 甲醇残液
常压塔(或甲醇回收塔)底排出的含有微量甲醇和其他高沸点化合物、杂醇和烃类物质称为甲醇残液,主要成分是水。如甘肃刘化集团甲醇残液的组成为,水99.4%,甲醇0.5%,乙醇2 340mg/L,异丙醇177mg/L,正丙醇134mg/L,正丁醇33mg/L,异戊醇67mg/L,正戊醇36mg/L,异辛烷40mg/L,其他135mg/L。
2.3.3 低沸点杂醇油
为保证精甲醇的产品质量、减少杂醇油损失和环境污染,增加企业效益,有的工程设计单位为业主在常压塔中下部设计了侧线采出,采出如表1中序号11~18的混合物。为区别序号19~30的高沸点物质,我们称其为低沸点杂醇油。河北某200kt/a甲醇企业即产出7.5t/d左右此类杂醇油,折总含醇量约72%,以远低于精甲醇市场价格出售,售价约1 200元/t。
3 建设残液与杂醇油回收、精密分馏装置的必要性
《甲醇工学》副产品回收一节对轻沸物和异丁基油的回收和处理作了论述,并指出目前中、低压法铜系催化剂合成甲醇,由于粗甲醇中含二甲醚和异丁基油的量甚微,新建中、低压法工业甲醇厂,不再设副产品回收部分。
随着国内新建甲醇装置产能的不断提升,粗甲醇中沸点高于甲醇的杂质和残液回收开始引起工程设计单位和业主的注意,并相继提出了一些回收流程和改造措施(沸点低于甲醇的轻沸物的回收和利用有专文讨论,不在本文讨论之列)。
3.1 杂醇油和甲醇精馏残液回收现状
3.1.1 回收甲醇,制取C2~C6醇的非均相混合物
大的煤制甲醇装置(甲醇产能在300kt/a以上),有的将常压塔底出来的甲醇残液用泵送至甲醇回收塔(有的称为汽提塔,或四塔精馏)做汽提处理,进行间歇或连续蒸馏操作。塔顶排出的甲醇气体,经冷凝后进入回流槽,经泵升压后作为回流液进塔顶,另一部分作为产品送至精甲醇计量槽;沿提馏段抽出水和C2~C6醇的非均相混合物。该混合物进一步冷却分离,水返回到塔底作为蒸馏残液,经过滤和冷却后送至备煤工序。
有的单位因塔顶冷凝所得精甲醇中仍含有较多杂质,一般不与主塔采出的精甲醇混合,只作为低等级产品出售;也有的将回收塔顶冷凝的甲醇液作为粗甲醇送回预精馏塔,少部分低沸点杂质经冷凝器后放空,沸点高于甲醇的残液累积留在汽提塔底排出。
3.1.2 残液作为预精馏塔萃取水
国外资料报道,根据萃取原理,用甲醇精馏残液(水含量>95%即可)作为预精馏塔萃取水,以实现回收残液中的甲醇,减少残液排放的目的。此法应是投资费用极少的方法。
3.1.3 汽化裂解燃烧处理
甲醇残液中各种醇烃类和水形成共沸物,将其送入废热锅炉内加热,醇类和烃类一起汽化,蒸气送至煤气发生炉,通过炽热高温炭层裂解燃烧生产合成氨原料气也是一种处理和回收甲醇残液的方法。但该法存在对碳钢材质的压力容器腐蚀,煤气发生炉洗气塔循环水污染,甲醇废水中仍含有多种组分,汽化程度和效率不尽相同给造气气体质量带来不良影响以及废热锅炉水需定期排放,造成二次污染等问题。
3.2 建设残液与杂醇油回收、精密分馏装置的必要性
如上述,目前连续采出低沸点杂醇油、对甲醇残液进行间歇或连续精馏、作为预精馏塔萃取水等都还只是为保证甲醇纯度或作为残液回收甲醇为主的手段而设置;残液加热汽化裂解燃烧也还有这样或那样的问题,不是很好的办法。
上述方法低沸点杂醇油、高沸点杂醇油均未得到有效分割和回收利用。这些杂醇油对环境无疑是有危害的。有资料证实,正丙醇、异丁醇对水体的污染应给予特别注意,废弃处置前应参阅国家和地方有关法规,建议用焚烧法处置,而不能随废水一起排放。对仲丁醇,中国工业企业设计卫生标准TJ36-79规定,车间空气中最高容许浓度为200mg/m3;前苏联(1983)规定地表水最高允许浓度为0.2mg/L,嗅觉阈浓度为40×10-6。
这些杂醇油,如果能有效地分割其有用的组分,并将其精密精馏分离提纯成副产品,不仅提高了附加值,增加了企业的效益,也保护了人类居住的环境。因此,我们说建设残液与杂醇油回收、精密精馏装置是必要的,它不仅是环境保护的需要。
4 建设精密精馏装置的经济价值
4.1 精密精馏装置的规模和投资估算
以主装置600kt/a甲醇公称能力,铜系催化剂低压合成,回收残液中高沸点杂醇油为例,确定精密精馏装置规模,进行投资估算。表3给出了表2中序号16~22号高沸点杂醇油在600kt/a甲醇装置达产时预计所能生成的量和作为精密精馏产品的市场参考价。

表3 16~22号高沸点杂醇油5.0MPa合成时所能生成的量
表3给出的此部分杂醇油生成量总计约为1 160t/a。由于甲醇合成过程中,生成物与合成反应条件密切相关,副反应产物很难有固定的成分和比率。为方便起见,我们就以甲醇残液回收经脱水后再精细分割提纯处理约1 160t/a高沸点杂醇油为准,根据精馏单元操作的特点,甲醇残液、杂质波动因素,兼顾低沸点杂醇油的精密精馏,预留适当余量等为假设依据做投资估算。参照1 500t/a乙醇杂醇油分馏装置,设置1座直径500mm的连续精馏塔和2座直径300mm的间歇塔。连续塔填料高30m、塔高40m,间歇塔填料高10m、塔高15m应基本满足需要。预计设备制作加上产品原料储罐、自动化控制系统、仪器仪表等投资约300万元。
4.2 经济效益估算
我们对表3中可回收杂醇油按精密分割提纯后,产品90%收率估算效益:
(1)仲丁醇 142.16万元
(2)正丙醇 435.16万元
(3)异丁醇 278.64万元
(4)3-戊醇 169.13万元
(5)异戊醇 30.13万元
(6)1-戊醇 33.21万元
以上合计销售收入为1 088.43万元,经济效益是相当可观的。
5 结论及其他
5.1 经济和社会效益显著
粗甲醇成分复杂,几十种有机杂质中大多数含量极微。但随着甲醇装置产能的提升、新建甲醇装置的大型化,这些杂质足可集腋成裘、积沙成塔。回收甲醇残液、杂醇油并加以精细分割提纯,既可以造福于人类赖以生存并日渐脆弱的环境,企业还可以获得高附加值的副产品和丰厚的利润回报,经济和社会效益显著。
5.2 继续精密分割提纯仍有提高附加值的空间
以异戊醇为例,进一步精密分割,可提纯为光学戊醇(旋光戊醇)与非光学戊醇两种同分异构体。光学戊醇约占异戊醇的20%~30%,其余是非光学异戊醇。光学戊醇从国外进口,纯度为95%的价格在1 000元/kg以上,纯度为99%的在3 000元/kg以上。可见,若能进一步精密分割提纯,甲醇杂醇油还可以分离得到更高附加值的精细化工产品,但方法会更复杂。
5.3 杂醇油脱水为分离提纯前的重要一步
杂醇油中的水分子与醇分子之间,借助羟基构成了氢键,会形成多种多元共沸物,给分离工作造成困难,增加分离方法的复杂性,这或许也是目前甲醇残液未被精细分割而直接排放的原因之一。所以,杂醇油提纯分离之前应脱水,脱水是提纯前的重要一步。杂醇油脱水有多种方法,比较常用的有盐析脱水和分子筛吸附脱水,可供有关企业和工程设计单位选择,这里不再赘述。
[1]宋维端,肖任坚,房鼎业.甲醇工学 [M].北京:化学工业出版社,1991.
[2]熊道陵,李金辉,钟洪鸣.杂醇油提纯分离技术及应用[J].酿酒科技,2008,29(4):65~68.
[3]刘钺,杜风光,李晓.燃料乙醇生产中杂醇油的综合利用及经济效益分析[J].酿酒科技,2010,31(12):81~83.
[4]李斌,吴斐,熊俊丽.甲醇装置杂醇油的回收利用 [J].油气田环境保护,2006,16(3):25~27.
[5]周程.甲醇生产废水中主要污染物的治理 [J].中氮肥,2008,14(3):25~26.
[6]马文成,韩洪军,高飞,王伟,姜丹.甲醇废水处理研究进展[J].化工环保,2008,28(1):29~32.