三峡地下电站840 MVA/500 kV变压器专用换位导线制造工艺
2011-03-04李雄壮寇建立曹士亮
李雄壮,寇建立,曹士亮
(保定天威电力线材有限公司,河北省保定市,071051)
0 引言
三峡工程是世界上最大的水利枢纽工程,具备防洪、发电、航运、供水等综合效益。三峡工程初步设计安装26台单机容量700MW的发电机组。三峡汛期有丰富的水资源,26台机组全部满发时仍有大量来水泄洪空放。为了合理利用长江水能资源,减少三峡电站汛期弃水,增加电力供应,充分发挥三峡工程的综合效益,保障三峡水利枢纽安全稳定运行,国家发展和改革委员会同意建设三峡地下电站和电源电站。三峡地下电站位于三峡大坝右岸山体内,是三峡工程初步设计之外的新增项目,属当今世界规模最大地下电站,共设计安装6台700MW机组,投产后将成为大坝左、右岸26台机组的有效补充,全部建成后,三峡电站总装机容量将比原设计扩大4.3GW,相当于增加1.5个葛洲坝电站。
换位导线是三峡地下电站主变压器的关键配套产品之一,其技术要求极其苛刻,三峡工程的前4台主变压器采用的电磁线全部依赖进口。按照国家重大技术装备国产化的要求,作为三峡地下电站主变的主要原材料之一,换位导线必须实现国产化。
1 三峡地下电站主变电磁线的构成及技术要求
三峡地下电站840MVA/500 kV主变电磁线全部采用自粘半硬换位导线,其中高压线圈采用普通自粘换位导线和带屏蔽芯的自粘换位线,低压线圈(双层八螺旋式)采用大截面普通自粘换位导线(59芯)。产品符合德国西门子TUN901237、TUN901158等标准技术要求,高压导线换位节距S<34mm,低压导线换位节距S<45mm,漆包扁线屈服强度σ0.2≥220MPa,且均为低自粘层(仅漆包扁线宽面含热粘合层)。
1.1 带屏蔽芯的自粘换位导线结构及技术要求
三峡地下电站主变线圈高压屏蔽段采用一种特殊结构的换位导线,其截面如图1所示,它是在2列换位导线中间放置1根屏蔽芯(见图2),相当于传统意义上的普通换位导线内的中间衬纸被屏蔽芯取代了。此种内屏蔽的结构设计,比传统的外屏蔽结构的屏蔽效果好,工作导线在线圈屏蔽段的填充率高,即工作导线在屏蔽段所占比例增高,从而减小了线圈的体积和自重。

这种屏蔽芯(铜箔屏蔽线)需单独制作,先在绝缘纸板上绕包1层铜箔,绕包方式一般采用重叠绕包,然后在铜箔外绕包一定厚度(或层数)的绝缘纸。但是,铜箔屏蔽线在换位导线中是不连续的且在每个线饼中的长度也不同,为了保证带屏蔽芯换位导线的外形尺寸的一致性,在不需要屏蔽的部分要用与铜箔屏蔽线外形尺寸相同的纸包线填充,这种纸包线与铜箔屏蔽线芯结构类似,只是无铜箔绕包在绝缘纸板上。按照图纸要求,此2种线芯绝缘厚度相同,纸板层数和宽度不同,在换位导线中靠纸绝缘连接在一起;2种纸板对接头为圆弧连接,其中铜箔屏蔽线端头为阳口,并要求均匀地涂覆1层厚0.2mm、长50mm的导电银胶,如图3所示。
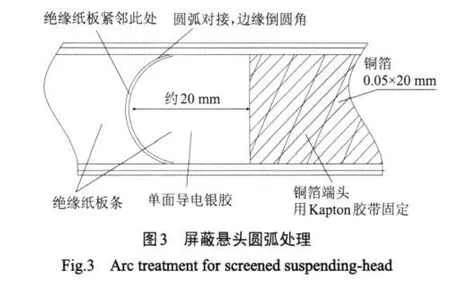
带屏蔽芯自粘换位导线中的屏蔽芯由铜箔屏蔽线和填充用纸包线组成(见图4),线芯均为不同宽度和层数的绝缘纸板,其连接端头为相吻合的圆弧状(见图3),按照一定尺寸间隔串联在一起,每个线饼(单相共16个线饼)导线长度相同。

在绕制线圈时每个线饼之间此种换位导线都有1次换位,打开自换位中心前后0.5m长度绝缘后,从换位中心位置剪断铜箔屏蔽线并抽出线头,线饼间剪断的位置叫做抽头位置,如图5所示。
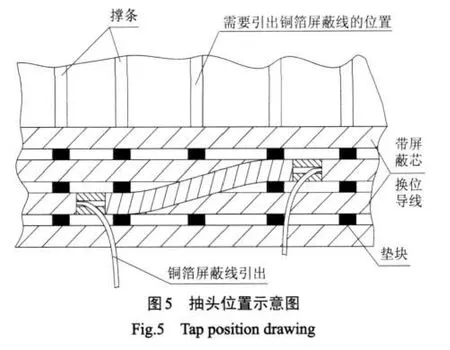
1根换位导线分为8个线饼,每个线饼长度为60.07m,抽头位置的中心前后0.5m长度范围内,漆包线不打制换位以便能够顺利引出铜箔屏蔽线。在抽头时,把剪断的铜箔屏蔽线2头各剪去0.2m后,向外折弯,从换位导线中抽出并与屏蔽连接线焊接在一起,即只有长度偏差在±0.3m内才能保证铜箔屏蔽线头在要求的位置引出,因此生产整根换位线的计米误差为±0.3m/(60.07m×8)=±0.62‰。
1.2 低压线圈自粘换位导线技术要求
低压线圈是双层八螺旋式,采用的是大截面普通自粘换位导线(59芯)。在绕制线圈时8根59芯的换位导线同时进行,过程中需要逐根进行升层换位处理,如图6所示。该导线外形窄高,高宽比为58.25 mm/ 12.43mm=4.67,屈服强度σ0.2≥220MPa,在绕制过程中导线很容易出现倾斜和伞形。由于导线硬度高,在生产换位导线时,若换位节距和包纸的松紧调节不当,在升层换位时就会遇到较大困难,并容易导致导线损伤,将直接影响线圈的质量。对漆膜的伤害不明显,但三峡电站导线屈服强度高且对线圈绕制工艺有着严格要求,滚压法就不适用。否则,会导致漆膜受损、扁线回弹角大和尺寸不稳定等现象发生,同时导体电阻率增大也较明显。

根据天威线材公司多年的拉丝生产经验和积累,另辟蹊径,先用挤压机挤压出一定尺寸的裸扁线,然后用多模拉丝机拉拔成具有一定屈服强度的半硬线,经漆包机烘炉部分退火后,实现晶格的再次分布排列,漆包扁线屈服强度降到要求的范围内。这种先挤压再拉拔的方式避免了滚压法导致的漆膜受损和尺寸不稳定现象,并且具有良好的电气性能和机械性能,主要表现在:(1)电阻率相对较小,在变压器运行过程中,由于换位导线电阻的减小使得线圈的损耗也会相应降低,把西门子标准对漆包线导体电阻率的要求与先挤压再拉拔的方式生产的半硬漆包扁线实际数据进行了对比,电阻率很好地满足了标准要求,见表1;(2)漆包扁线回弹角小,这对提高换位导线的绕制性能有着积极的作用,尤其在大截面多根数换位导线进行升层换位操作时表现得更加明显。国标要求软态扁铜线导体回弹角不大于5°,采用滚压法生产的漆包线屈服强度在220MPa时的回弹角为8°~9°。经对先挤压再拉拔的方式生产的半硬线(σ0.2:220~240MPa)进行回弹试验,回弹角为5.5°~6°,与软态铜扁线的回弹角十分接近。

表1 半硬态漆包扁线电阻率对比表Tab.1 Comparison of semi-harden enameled flatw ire
2 三峡地下电站主变电磁线制作
根据产品技术要求,要高质量地完成三峡地下电站840MVA/500 kV电磁线的制造任务,必须有效地解决高屈服强度漆包扁线制造、屏蔽悬头用导电漆的选材与试验、屏蔽悬头制作、铜箔屏蔽线的制作、精确计米、带屏蔽芯换位导线的打制和小节距换位导线的打制等诸多问题。
2.1 高屈服强度漆包线的制造
三峡地下电站主变压器用换位导线的屈服强度较大,均在220MPa以上。目前大型变压器用半硬漆包扁线大多采用滚压法制成,即扁线在牵引力作用下匀速通过上下两组滚轮并发生弯曲变形,此时漆包扁线会具有一定屈服强度,屈服强度的大小可通过改变上下两组滚轮的距离来调节。在生产一般的半硬(σ0.2≤180MPa)漆包扁线时,此种方法快捷高效,
2.2 带屏蔽芯自粘换位导线的制造
根据带屏蔽芯换位导线特殊结构和打制方式,为了提高生产效率、增强可操作性、保证计米精度,必须提前按照图纸要求制作屏蔽芯,然后按照屏蔽芯分段定尺与标记打制带屏蔽芯换位导线。
2.2.1 制作屏蔽悬头
铜箔屏蔽线按照要求在规定尺寸绝缘纸板上绕包一定长度的铜箔后,铜箔被剪断,剪切口若未作任何处理,变压器运行过程中铜箔末端就会产生尖端放电,对局部放电试验不利,因此需在绕包有铜箔的纸板末端剪成圆滑的弧形,并在端头均匀浸涂1层导电漆。根据导电漆所起的作用、变压器运行环境及安全性要求,此种导电漆要有良好的导电能力,能够牢固地附着在纸板表面,在变压器长期运行中不溶于变压器油且高温下不发生任何物理和化学变化。由于换位导线相关技术文件中未提供导电漆具体型号,为了寻找耐高温、附着力强、与变压器油相容试验合格的导电漆,天威电力线材有限公司技术人员通过大量的资料查询,对多种导电漆进行试验、筛选和比对,最终确定1种导电银胶并得到用户的认可。
屏蔽悬头具体制作过程:取2段不等长(约0.5m和1m)的绝缘纸板,一端对齐并胶合,把多根胶合在一起的纸板端头对齐重叠并用夹具固定,放入烘炉中烘干处理,取出后用自制圆弧钳把胶合端一一剪成阳口圆弧状,再经过对纸板端头(圆弧端)预处理、导电银胶涂敷、烘干、打磨和无水乙醇清洁等,屏蔽悬头制做完成。
2.2.2 绝缘纸板与屏蔽悬头的连接
先取屏蔽悬头未浸涂导电银胶端纸板端头与同一宽度纸板端头斜口对接,并用聚酰亚胺胶带固定,然后把一定长度的填充用纸包线纸板两端头用同一圆弧钳剪成阴口圆弧状,再把屏蔽悬头阳口与填充用纸包线纸板两端头阴口吻合对接并用聚酰亚胺胶带固定,最后按照图纸要求,在纸板上导线悬头位置和抽头位置做好标记。其他各段串接,采用以上同样的方法进行。
2.2.3 在连接后的绝缘纸板上绕包铜箔和绝缘纸
由于绕包铜箔的基材为纸板,质地较软,且铜箔仅为1层,采用对称绕包的方式势必导致绕包中心偏离,纸板发生严重扭曲,铜箔和纸带的褶皱十分明显且易断裂。因此,采用同心绕包的方式进行绕包解决了此问题,大大降低了以上不利因素,铜箔和纸带能够均匀平整地绕包在纸板上且不能断裂。为了进一步提高铜箔在绕包过程中的平整度,减轻褶皱,还对铜箔进行了退火处理,使其达到软态,以利于顺利绕包及表面质量。
在绕包过程中,把纸板上的标记准确无误地反映到最外1层绝缘纸上,这些标记将作为生产带屏蔽芯换位导线悬头和抽头位置的唯一依据。
2.3 计米精度问题
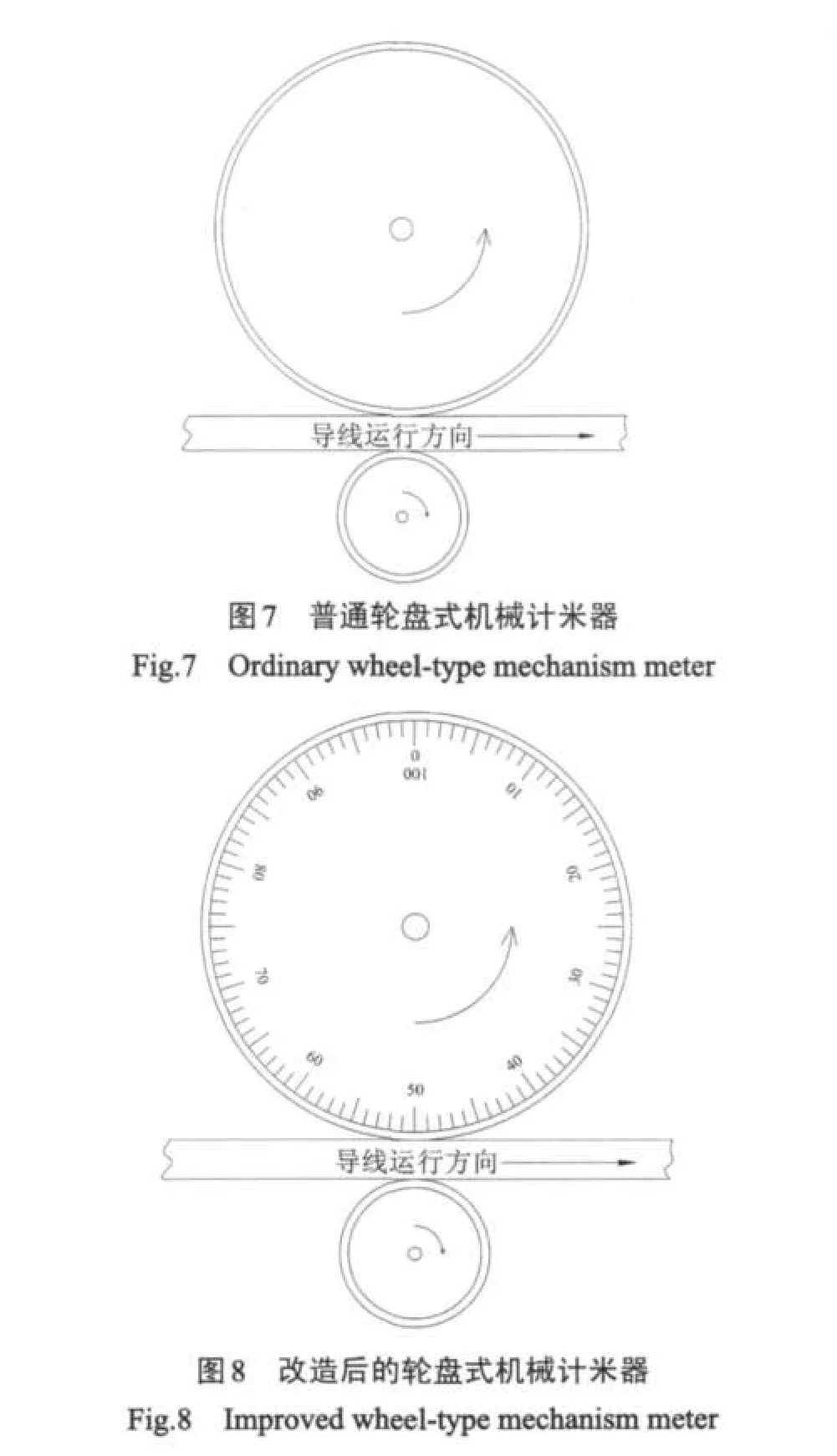
在以上第2个环节中除了按照工艺要求进行连接操作外,分段计米精度也是屏蔽芯制作成功与否的关键因素。由于在线圈设计时屏蔽悬头和抽头位置已经确定,在导线制作时必须保证悬头和抽头位置与设计一致,此种导线的计米误差最大不能超过±0.62‰。目前,大型变压器用电磁线行业采用的计米装置一般为轮盘式机械计米器和电子计米器,最小计量单位一般为0.1m,并且计米器本身的计米误差在±2‰左右,电子计米器计米误差更大,不能保证此种导线的计米精度要求。为了提高计米精度和节约成本,对现有机械计米器进行校核和调整,把轮盘进行刻度,分成100份,并在轮盘上增加1个指针,最小计量单位由原来的0.1m提高到了10mm,为导线的准确计米提供了保障。图7为普通轮盘式机械计米器,图8为改造后的轮盘式机械计米器。
2.4 小节距换位导线的制作
三峡地下电站主变高压线圈用换位导线要求换位节距S≤34mm,已经达到目前行业换位装置的极限,并且漆包扁线屈服强度很大,在此种换位导线试制时,漆膜受损严重,带屏蔽芯的换位导线尤为突出。对节距大小起关键作用的是工作打轮和顶轮直径大小和两者之间中心最小距离,完成了对换位装置工作打轮和顶轮的改造。
2.5 大截面多根数换位导线制作
低压线圈采用的59芯纸包换位导线,外形窄高,且屈服强度高,为了避免导线在绕制时出现倾斜和伞形,保证能够顺利升层,在生产此换位导线时,采取了在漆包扁线上适当涂以变压器油、最大限度地缩小换位节距、在绕包绝缘时保持纸带张力一致、避免车速过快或过慢等措施来保证导线绕制工艺性。
3 结语
三峡地下电站主变电磁线合格交付使用后,经过绕制和试验,导线绕制的工艺性良好,达到了预期效果,主要表现在:
(1)线圈的轴向和辐向尺寸偏差均符合公差范围要求;
(2)带屏蔽芯换位导线在绕制线圈时屏蔽悬头和抽头与设计位置相吻合;
(3)低压导线在绕制过程中未出现倾斜和伞形并顺利地完成升层换位;
(4)线圈绕制完毕后,经压装、干燥处理后,达到了线圈工艺要求。
[1]刘洵.电磁屏蔽材料的新进展[J].电子工艺技术,2007,28(3):160-162.
[2]李雪,刘泰康,姜云.电磁屏蔽技术分析[J].电子工艺技术,2007,28(1):49-51.
[3]喻冬秀,文秀芳,皮丕辉,等.电磁屏蔽涂料用复合型导电填料研究进展[J].化工进展,2006,25(8):890-894.
[4]导电涂料、电磁屏蔽涂料、导电漆加工配方技术生产制备工艺专利大全[M].北京:中国财政经济出版社,2008.
[5]闵行,诸文俊.材料力学[M].西安:西安交通大学出版社,2009.
[6]尚雅俊.换位导线绕制绕组出头弯折新工艺[J].变压器,2005,42(10):22.
[7]乔木.最新电磁线、漆包线国内外标准汇编与生产新工艺实用全书[M].北京:中国冶金出版社,2007.
[8]TUN 901236-en:2006-12,Flatw ires covered and insulated Terms of delivery[S].
[9]TUN 901158-en:2008-03,Enamel-insulated flat w ires for use as flat conductors,multiple conduct-ors and transposed conductors termsof delivery[S].
[10]TUN 901 237-en:2008-03,Multiple and transposed conductors for oil transformers termsof delivery[S].
