数控编辑G71指令异同教学方式的效能解析
2011-02-20吴红梅
吴红梅
(江苏省如东第一职业教育中心校,江苏 如东 226400)
数控车床由于具有加工精度稳定性好、加工灵活、通用性强的特点,故越来越被加工企业所采用。在运用数控车床进行切削加工时,数控编程是至关重要的一个环节。在众多的数控系统中,FANUC系统凭借其高可靠性及完整的品质控制体系,已成为最成功的CNC系统之一。而中职数控专业课教学中,FANUC系统的数控编程较为典型,固定循环指令G71是一个最常用的、最基本的指令。如何对该指令进行分析、讲解、运用和指导,直接关系到教学过程的有效性。本文结合笔者多年的教学实践,总结了一点体会,谨与同行商榷。
1 G71指令分析
1.1 格式
G71 U(△d)R(e)
G71 P(ns)Q (nf)U (△u)W (△w)F(f)S(s)T(t)
1.2 各参数含义
ns为精加工形状程序的第一个段号;
nf为精加工形状程序的最后一个段号;
△d为切削深度(半径指定);
不指定正负符号,切削方向依照AA'的方向决定,在另一个值指定前不会改变;
e为退刀行程;
本指定是状态指定,在另一个值指定前不会改变;
△U为X方向精加工预留量的距离及方向(直径/半径);
△W为Z方向精加工预留量的距离及方向;
F为进给率;
S为主轴转速;
T为刀具。
1.3 指令参数图解

图1 指令参数图解
2 传统型教学方式
通常大多数专业教师在讲解该指令时,一般按照以下步骤进行:
(1)讲解指令格式;
(2)对照指令参数图讲解各参数的含义;
(3)举例;
(4)学生练习;
(5)小结。
如此“五步曲”传统型的教学方式进行分析与讲解,表面上好像把指令讲析到位了。实际上针对中职学生,由于案例中涉及的参数较多,学生一下子很难接受,更不容易理解,最终将使学生编辑时无从下手,即使能做,也会出错,难以达到预期效果。
3 比较型教学方式
因此对G71指令进行了研究,将学生已有的普通车床加工的基础知识,融合进数控指令讲解设计思路里,通过环环相扣、逐层讲解,能使学生较快地掌握G71指令。
3.1 预置知识梯度
(1)如果知道一点A和一轮廓线A'B(如图2),能否由此组成一固定区域?
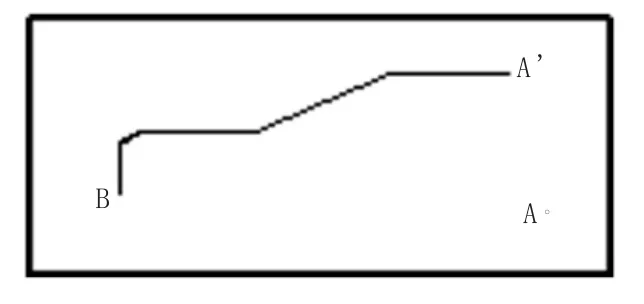
图2 轮廓线路示意图
(2)通过师生共同讨论,认为是可以的(如图3)。

图3 固定区域示意图
(3)构划指令(板书)。
G00XZ(刀定位到A点)
(空两行)

3.2 G71固定循环指令
(1)指令分析。在图2中所构成的封闭区域,就是零件加工掉的余量区域,实际加工时该区域不可能一次性切除。FANUC数控系统为了方面用户编程,特开发了G71固定循环指令,其格式为:
G71 U(△d)R(e)
G71 P(ns)Q(nf)U(△u)W (△w)F(f)S(s)T(t)
(2)要点说明。只要提供刀具的起始位置(如A点)及零件需要精加工的轮廓线(如A'B线),机床就会知道加工掉的余量区域。为了能使数控系统轻易地知道零件精加工的轮廓线,在程序中用行号标注零件精加工的轮廓线的起始点和终点,分别写在参数P和Q里。其刀具的起始位置就是G71指令前的刀具定位的位置,如起始位置为X30,Z2。
(3)G71指令(板书补充)。
G00 X30 Z2(A点坐标)
G71 U(△d)R(e)
G71 P1 Q2 U(△u)W (△w)F(f)S(s)T(t)

由此使学生懂得了G71指令前的刀具定位位置是必不可少的,也是非常重要的,同时也理解和掌握了P和Q参数。
(4)完善程序。
其一,是切削量的控制。虽然数控系统知道加工掉的余量区域,但实际加工时不可以沿轮廓线一次性将其切除,必须与普通车床一样,一层层进行切削。那么我们就需要告诉数控系统每层切深的量,那就是第一句G71中参数U所对应的值,一层切完后,需要退刀,使刀具离开工件表面,退刀的距离就是第一句G71中参数R所对应的值,教师进一步完善板书(例如每层切深2mm,退刀1mm):
G71 U2 R1
G71 P1 Q2 U(△u)W (△w)F(f)S(s)T(t)
为了让学生记住U、W等与轴有关的参数,告诉学生联想的方式:在26个英语字母中,XYZ是连在一起的,常在数控系统中代表3个轴,但有时在数控系统中代表这3个轴的字母不够用时,常常需要另3个字母来代替,即UVW,在英语字母中它们也是连在一起的,两者的对应关系是这样的:U→X,V→Y,W→Z。在数控车床中一般只有X与Z轴,故常用的是U与W。这样也为以后的学习奠定了基础。
其二,是加工精度控制。我们知道加工一般分为粗加工与精加工,为了进行精加工,一般在粗加工时要为精加工留一定的余量。FANUC数控系统也充分考虑了这方面的问题,故在G71指令中第二行设定两个参数U与W,分别用于X与Z向的精加工余量,教师进一步完善板书(例如X与Z向的精加工余量分别为0.5mm和0.2mm):
G71 U2 R1
G71 P1 Q2 U0.5 W 0.2 F(f)S(s)T(t)
至此,G71指令各参数及含义就讲解清楚了,后面的F、S和T前面已经讲过,在此一带而过。
3.3 注意事项
(1)对照图1要交代清楚G71指令之前的刀具定位点(如A点)也是粗加工结束的终点,便于学生考虑接下来刀具运行的位置。
(2)零件精加工的轮廓线程序:
考虑到G71循环加工时每切一层之前的进刀方向都是沿着X轴,所以轮廓线的起始行只写X向的坐标,也就是将轮廓线的起点(如A'点)坐标分行来写。那么零件精加工的轮廓线程序为:

4 结束语
笔者通过多年的教学实践,运用学生已有普通车床的基础知识和基本技能,嵌入到数控编辑指令教学过程中的比较型教学方式,比传统型的教学方式形象直观,有利于学生知识和技能的迁移和发展,使学生能较快较好地掌握G71指令,并培养了学生学会学习的能力,为学生在今后学习相关的固定循环指令、其他专业知识与技能奠定良好的基础。
[1]韩鸿鸾.数控车床(技师、高级技师)[M].北京:机械工业出版社,2008.
[2]张思弟.数控车工实用技术手册 [M].南京:江苏科学技术出版社,2006.
[3]顾 京.数控机床加工程序编制 [M].北京:机械工业出版社,2001.