浅析挤出机常规全螺纹螺杆的焊接修复
2011-02-20董伟
董伟
(广东技术师范学院天河学院 机电工程系,广东 广州510540)
塑料挤出机是塑料成型加工应用比较广泛的设备,其主要特点是:设备结构简单,挤出过程连续,生产效率高,产品种类多,操作简单,产品品质容易保证,既能加工常用的PP、PE、PVC等民用塑料,也可以加工 IPM M A、PA、ABS、PC、POM 等工程塑料。
螺杆指装在挤出机或注塑机料筒内可以转动且带有螺槽的金属杆,挤出机的生产能力、塑化品质、动力消耗等,主要取决于螺杆性能,被称为挤出机的心脏。螺杆设计制造的好坏,对挤出制品的产量和品质有极大的影响,
常规全螺纹螺杆是出现最早、应用最广的螺杆,由加料段、压缩段和均化段共3段螺纹所组成。加料段的作用是压实塑料,并输送固体塑料,其长度约为(2~10)D;压缩段的作用是熔化固体塑料,其长度约为螺杆有效长度的25%~50%;均化段的作用是使熔体进一步塑化均匀,并使料流定量、定压地从机头流道均匀挤出,其长度约为(4~7)D。
1 螺杆扭断的原因
螺杆被扭断,一般是由违规操作或设备的控制、安全系统失灵,或机桶内随物料混进金属异物,原料温度偏低等原因,使螺杆转速突然增加造成的。因为螺杆加料深度大于其他段,所以此段螺杆的扭曲强度最低,因此螺杆扭断一般发生在加料段,如图1所示。
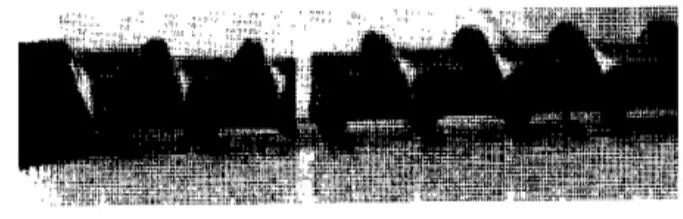
图1 扭断的螺杆
2 螺杆的焊接工艺
2.1 两断螺杆的定位
扭断螺杆的修复,通常采用焊接方法,焊接中最容易出的毛病之一就是焊口错位,一旦焊接后将无法调整。为保证焊接后扭断螺杆同轴,应采用如下方式:
(1)在两段上分别设立定位孔、定位销来保证焊口两侧螺杆的同轴;
(2)为保证焊口有足够的强度,又适当减少焊接量,把焊接的两断面加工成U型坡口,如图2所示。
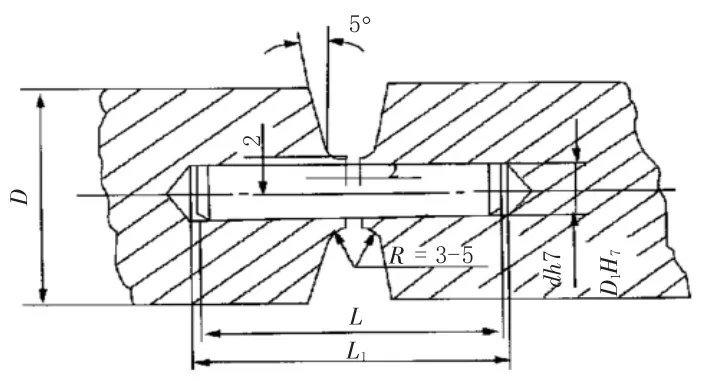
图2 螺杆的定位与焊接坡口
图中,
D为螺杆直径,m m;
d为定位销轴直径,一般d=D/6,m m,制造精度为h7;
D1为定位孔直径,名义尺寸与定位轴相同,即D1=d,制造精度为H 7;
L为定位销轴长度,取L=4 d,m m;
L1为定位孔装配长度,取L1=L+2mm,单边的定位孔深为L1/2。
U型坡口和定位孔在车床上加工而成,在扭断螺杆的两端面各车出半个U型槽坡口和一个定位孔,定位孔的尺寸一定要准确,且必须和螺杆的表面同一轴线。装配时两段扭断螺杆用定位销轴连接在一起,定位销轴和定位孔的配合一定要紧密,以防断面错位。两段螺杆中间要留有2mm间隙,要注意两段螺杆表面尽量同一轴线。另外特别要注意的,是断口处螺旋槽的连续性,要仔细测量焊口处的螺距,如不对要顺时针或逆时针转动其中一螺杆,直至螺距达到正确值,为下一步焊接做好准备。
2.2 焊条的性能要求
目前国内挤出机螺杆材料一般为45、40Cr和38CrM oAl A等。
(1)对焊条的要求。一是焊接金属要有足够的机械性能,即足够的强度、塑性和抗冲击值;二是不产生淬硬组织、冷裂缝和结晶裂缝(热裂缝)等缺陷,并能减少焊接部位的内应力,以减小近缝区冷裂缝的产生;三是具有与焊接金属相似的热处理性能。
当焊件进行热处理时,可保证焊缝与焊接金属的机械性能基本一致。
(2)合金元素对焊缝性能的影响。一般常用的合金元素可使金属的强度提高,但几乎都会降低金属的塑性。适量的硅、锰、铜、钼不但可以提高金属的强度,而且延伸率降低较少。钼能显著提高强度,但塑性的降低也较显著,铬、钨、钼、钒、铝和硼等元素,对提高金属耐热性具有很好的效果。钛、铌、钒、钼等元素,可强烈地细化晶粒,为了得到综合性能优良的焊缝金属,故焊条或焊丝多采用多元素的合金材料。
2.3 焊接工序
由于挤出机螺杆工作温度较高,因此一般要求螺杆有较高的持久强度、抗蠕变能力、抗氧化能力和较高的硬度,所以螺杆材料对焊接热循环要求较严格。如果规范选择不当,近焊区会发生淬硬组织现象,严重时会产生冷裂缝。工序如下:
(1)预热局部加热装配好的焊接部位,加热温度控制在300~350℃。
(2)打底焊。用直流反极性焊接,焊条用Φ2.5~3.2mm,根据U型尺寸选取。
(3)初次校正。校正过大弯曲量。
(4)加热。再继续加热至400℃。
(5)焊接。焊条选用可比打底焊时大一档,焊接过程保持预热温度,为了改善焊接热循环过程,采用多层焊,但两条焊缝之间要适当保持一段时间。第一道焊道尚未冷却到马氏体转变温度以前,就在上面进行第二道焊道的焊接。如间隔时间过短,焊缝区和近焊区就会产生过热和软化。另外,焊缝不能有气孔夹渣,且要饱满,螺旋部分按螺旋走向补,还要留出一定机械加工量。
(6)回火、保温。焊接以后冷却至350℃,然后再升温至640℃左右,保持一段时间后,缓慢冷却至室温。
2.4 校正
校正前先要测量螺杆的径向弯曲量。如弯曲量较大,可先用压力机进行粗校;再测量螺杆的径向跳动量,测量可在车床上进行,均化段轴端用车床卡盘卡住,另一端用尾座顶住轴的顶尖孔,用百分表测量螺杆的弯曲度。在进行测量时,车床要调好与螺杆螺距相同的螺距,然后挂上慢档,在焊口左右反复测量,记下最大值和所在位置,并做上标记。
螺杆的校正在压力机上进行,用V型铁在压力机上架好螺杆,先用百分表测一下焊缝附近的相对高度,然后用压力机仔细地校正,因螺杆有弹性,所以校正压力要从小到大逐渐增加,反复测量,一般校正到跳动量小于0.2mm即可。校正后用铜棒反复轻击焊口附近,以释放部分焊接与校正应力。
2.5 车床加工
校正后的螺杆,可在车床上加工修理。车削加工时,可先车螺杆焊接部分的外表面,进而再车螺旋槽,车削用量要小一些。车床加工后,螺杆的修复工作就完成了。
3 结束语
要说明的是,由于螺杆是细长的螺纹杆,其机械加工和热处理工艺都比较复杂,精度的保证比较困难。所以,螺杆扭断后是修复还是更换新件,要综合考虑修理费用与修理后使用螺杆时间与更新费用和更新螺杆使用时间的比值,根据实际情况从经济角度全面分析,采用比值小的方案才是经济、正确的选择。当然,焊接技术的发展也为螺杆高质量的修复提供了有利的保障。
[1]张丽珍,周殿明.塑料机械维修技术问答 [M].北京:化学工业出版社,2005.
[2]范有发.冲压与塑料成型设备 [M].北京:机械工业出版社,2008.
[3]王加龙.塑料挤出制品生产工艺手册 [M].北京:中国轻工业出版社,2002.
[4]方润亭,张耀林.塑料挤出机螺杆的修复工艺研究 [J].河南机电高等专科学校学报,2001,(3):24-26.
[5]张 芸.塑料挤出机螺杆的设计与修复工艺初探 [J].福建轻纺,2009,(3):44-45.
[6]王加龙.塑料挤出成型[M].北京:印刷工业出版社,2009.