用数值模拟方法优化列车转向架侧梁焊接工艺的研究
2011-02-15倪宝成齐芳娟
倪宝成, 郭 豪, 方 敏, 李 剑, 齐芳娟
(1.南车南京浦镇车辆有限公司 转向架设计部,江苏 南京 210031;2.石家庄铁道大学 材料科学与工程学院,河北 石家庄 050043)
列车转向架是铁道车辆的重要构件,在车辆运行过程中承受安装部件的工作载荷以及牵引、制动和惯性力。目前,客车转向架侧梁基本上采用H 型焊接构架模式,焊接已成为其制造过程中的主要加工方法。因此优化焊接工艺、提高焊接质量对保证转向架质量乃至列车安全运行都有着十分重要的应用价值和现实意义[1-5]。
但是,由于转向架侧梁焊缝较多,使得潜在的工艺顺序有很多种,如果采用对实体构件的残余变形和应力进行测量的方法来比较各种工艺的好坏,不仅耗时多,而且费用高昂。因此,选择B 型列车14 t 转向架侧梁为研究对象,基于ANSYS 平台,利用APDL 语言对列车转向架侧梁的焊接变形与应力进行模拟,以期找出一种优化焊接工艺的简便可行的方法。
1 有限元计算
侧梁为箱形梁结构,由上、下盖板和前、后立板组成,内部共有3 块筋板。上下盖板与前后立板靠纵向长角焊缝连接。以四条纵向焊缝为计算目标,每条焊缝分为三层,分析焊接后侧梁的变形及应力分布情况。
1.1 模型简化
为了得到更好的网格,保证温度场模拟的准确性和应力场的收敛性,对几何模型进行简化。简化模型及焊缝分布分别如图1 和图2 所示。焊接顺序为[A—D—J—G]—[B—E—H—K]—[C—F—I—M]。
1.2 网格划分
由于模拟结构尺寸相对较大,网格划分不能过细,所以划分单元时采取不均匀的划分方式。在焊缝附近温度梯度比较大,采用细密的网格,而远离焊缝的区域温度分布梯度相对较小,采用相对稀疏的网格。沿焊缝方向网格尺寸大约为10 mm,最终模型包含43 960 个单元,61 110 个节点,其中焊缝有3 768个单元。

图1 简化模型

图2 焊缝分布
1.3 热分析
采用热-力间接耦合法模拟焊接过程,即先进行热分析,然后将热分析的结果作为体载荷施加到结构分析中进行应力和变形的计算。
选用solid70 进行瞬态温度场的模拟。为了简化计算,假设焊缝金属和母材的热物性参数相同。假设所用材料是各向同性且均匀的,其热物性参数见表1。构件初始温度为15 ℃,热对流系数为HC =120 W/( m2·℃) 。

表1 转向架材料的热物性参数
通过内部热生成来模拟热源的输入,经过估算焊缝最高温度在2 000 ℃左右,模拟时给焊缝区单元赋予2 000 ℃的温度。热源的移动,通过APDL 语言和生死单元技术实现。
1.4 结构分析
在进行结构分析时,需要将热分析单元转换为相应的结构分析单元,在ANSYS13.0 中,solid70 转换为solid185。由于高温热物性参数的缺失,高温热物性能参数将用线性插值的方法获得。力学边界条件根据实际焊接工艺,对下盖板底面的四个角点施加全约束,上盖板顶面的四个角点施加了Z 方向的约束。

图3 总变形云图
2 结果分析与讨论
2.1 焊接残余变形的分布
图3 为转向架侧梁的焊接总变形云图,因实际变形较小,图中将变形放大了20 倍。从图中可以看出: 构架整体向A 焊缝方向倾斜,这可能与先焊的第一条焊缝为A 有关。从理论上分析,在焊第一道焊缝时,由于四块板之间并没有连接,焊缝A 所引起的变形所受拘束度较小,因而引起的变形较大。由于下盖板底面四个角点都施加了全约束,下盖板变形量总体来说较小。而上盖板由于只施加了Z 方向的约束,从图中可以看出其沿Y 方向的变形很大,最大值达到1.548 mm,这也是造成上盖板总变形量大的主要原因。
图4 为各个方向变形分布云图。从中可以看出,X 方向的位移表现为由两头向中间收缩,即侧梁沿焊缝方向产生了收缩,两头向中间的收缩量大致相等,其值分别为0.846 mm 和-0.935 mm;在Y 方向上,由于上盖板没有施加Y 方向上的约束,而下盖板施加了Y 方向的约束,最终,上盖板沿Y 的负方向产生了较大的变形,其值为-1.548 mm,下盖板的位移较小,最大值仅为0.213 mm; Z 方向上,由于上下盖板都施加了Z 方向的约束,其变形值较其它方向相比大约小一个数量级。总的来说,模拟结果的变形情况与实际情况吻合较好。
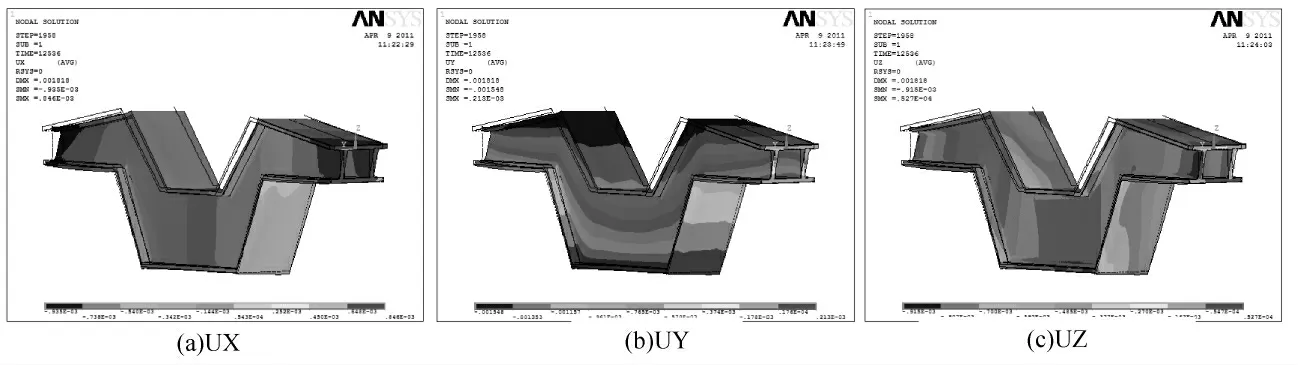
图4 变形在各个方向上的分布云图
2.2 焊接残余应力的分布

图5 路径P1、P2 的选取
为了分析焊接残余应力的大小和分布,绘出了两条路径的纵向残余应力图,其中路径P1 为下盖板和左侧立板的角焊缝,为沿焊缝长度方向的路径,路径P2为拐角处垂直焊缝的横向路径,路径取向如图5 所示。
从图6 可以看出,等效应力有两个峰值275 MPa 和260 MPa,这两处峰值的位置对应于转向架侧梁倾斜部分的位置,因此,倾斜部分是转向架侧梁结构的脆弱部分,有必要对其进行加固处理,这与实际工艺中在此处采用厚板进行加固是相符合的。从图7 可以看出,纵向应力在焊缝的位置达到最大值250 MPa,为拉应力;随着与焊缝中心距离的增加,拉应力值迅速下降,在远离焊缝的区域,转化为压应力,压应力值较小,只有11 MPa。模拟的残余应力分布情况完全符合焊接理论。
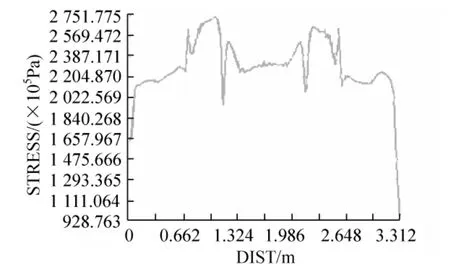
图6 路径P1 的等效应力分布

图7 路径P2 的纵向应力分布
3 结论
通过对模拟结果与实际情况进行比较,模拟的焊接残余变形和应力结果与实际情况是完全符合的。这就使用数值模拟的方法来优化转向架侧梁焊接工艺成为可能。
采用数值模拟的方法对转向架侧梁不同的焊接工艺进行模拟,对其残余变形和应力进行比较,即可找出最佳的焊接工艺。与实体试验相比,数值模拟的方法不仅节约时间,能缩短产品试制周期,还可以省掉高昂的试验费用,大大降低产品的生产成本。
[1]李芾,傅茂海.高速客车转向架发展模式[J].交通运输工程学报,2002(3) :7-14.
[2]王君杰.转向架构架焊接接头组织与性能研究[D].大连:大连交通大学材料科学与工程学院,2007.
[3]徐文正.CRH2 动车组动车构架结构强度分析[D].北京:北京交通大学机械与电子控制工程学院,2007.
[4]孙伟,杨军,严晓明.速度120 km/h 的B 型地铁车辆转向架研制[J].铁道车辆,2010,48(10) :23-26.
[5]丁晓莉,王铁,张瑞亮,等. 转K2 货车转向架动力学仿真分析[J].机械管理开发,2010,25(6) :21-23.
