高清三维凹凸釉面砖的研制
2011-02-06余国明王贵生李少平
余国明 王贵生 李少平 王 勇
(广东宏陶陶瓷有限公司,广东佛山528000)
0 前言
陶瓷砖家族中的一个大类--釉面砖,它具有多色彩、多变化等优势,使其在家居装修中担任着极为重要的角色,是厨房、卫生间、阳台等空间装饰的主力军,这些私密空间更追求艺术品位,更追求时装化[1]。釉面砖表面装饰技术有丝网印刷、胶辊印刷,与丝网印花比较,胶辊印花无网格痕迹,仿真程度高,但一般只限于平面印刷[2-4]。因此,目前釉面砖局限于平面,与个性化的需求存在矛盾。最新发展的喷墨打印技术摒弃了胶辊印花的缺点,可在凹凸面上喷墨印刷和易于实现个性化装饰,已在釉面砖装饰中获得广泛应用[2,3]。但喷墨打印也有其缺点:(1)墨水色彩缺乏暖调颜色[2];(2)打印速度较慢;(3)喷墨打印设备的购置和维护费用相当高。
本工作研究在不对现有釉面砖配方及生产工艺参数做出重大改变的前提下,采用高清三维胶辊印刷技术进行凹凸釉面砖装饰,探讨成型工艺、粉料颗粒级配、釉料性能等工艺因素对凹凸釉面砖三维胶辊印花效果的影响,期望通过相关工艺参数优化,实现凹凸面高清的石材天然纹理的印刷效果。
1 试验
1.1 坯体制备
喷雾造粒后粉料采用冲压成型制备面砖素坯,在坯体表面形成凹凸图案(砖面凹凸位高低差为1.5~6.0mm)。坯体配方为:A类高温瓷砂16%,B类高温瓷砂20%,废砖坯3%,抛光废渣18%,釉面砖污泥废渣10%,黑粘土15%,白粘土5%,石片土10%,硅灰石3%。成型后坯体先在80~220℃干燥20~25min,然后在1100℃素烧,经素烧后坯体的吸水率为17~19%。
1.2 釉料组成及配方
1.2.1 釉用原料
主要釉用原料及其化学组成见表1。
1.2.2 底釉和面釉配方组成
底釉配方为:D6熔块24.3%,长石粉6.8%,烧滑石30.0%,氧化铝6.6%,硅酸锆6.6%,石英8.0%,高岭土7.7%,其它10%;面釉配方为:M16熔块41.7%,T88熔块33.8%,M28熔块9.8%,T108熔块9.8%,高岭土4.9%。底釉和面釉的化学组成见表2。
1.3 花釉的制备
首先将印油、基础釉粉、色料,按一定比例混合球磨制备成花釉,再采用本公司专门设计的双层胶辊在凹凸砖面上进行印花,最后进行釉烧。最高釉烧温度为1135℃,釉烧时间80~90min。
2 结果分析与讨论
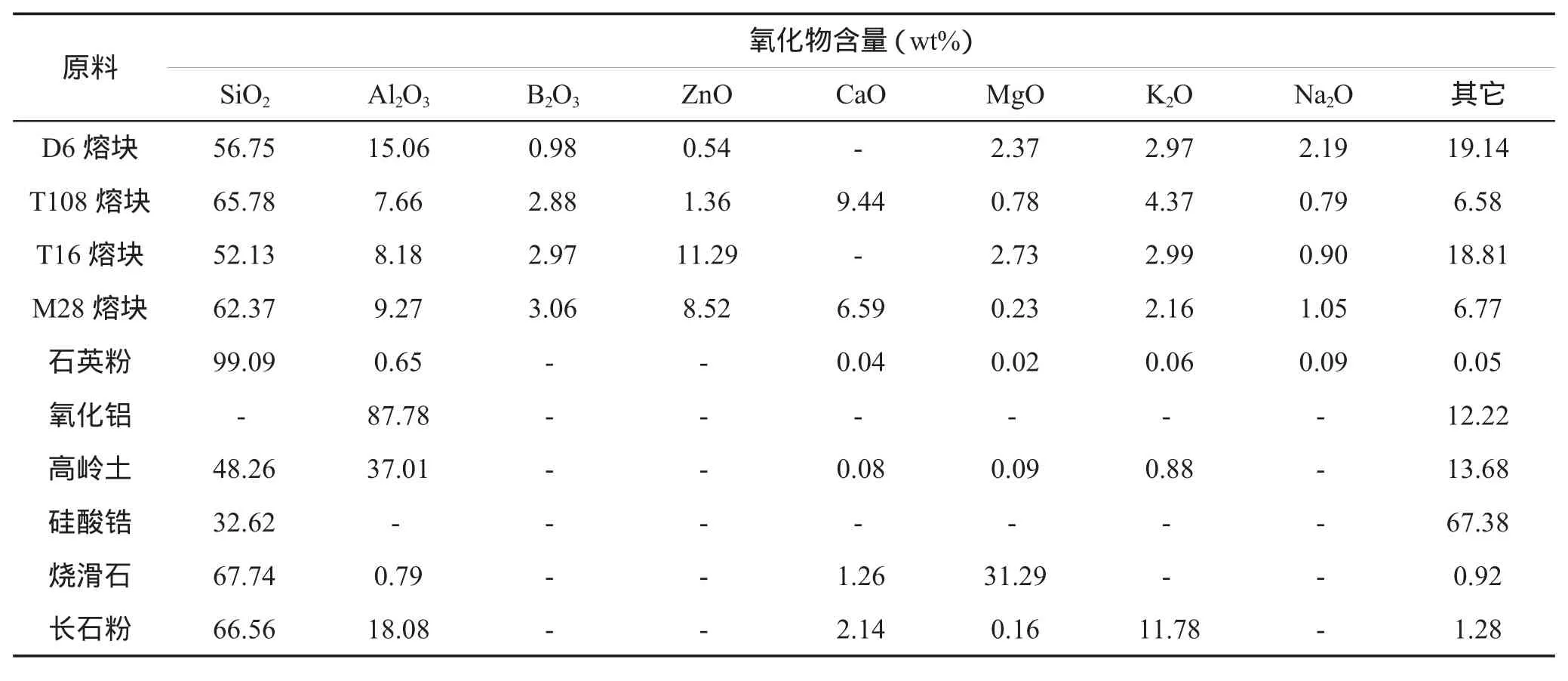
表1 釉用原料化学组成Tab.1 Chemical compositions of glaze materials

表2 底釉化学组成Tab.2 Chemical compositions of base and surface glazes
2.1 成型工艺的研究与粉料粒度的优化
为实现凹凸效果,釉面砖坯表面设计成凹凸图案,若采用传统的反打成型工艺(砖表面朝下,背面朝上),一是脱模困难,压制好的产品在推出模框时易将凸位的边角位推变形,甚至产生破损,影响凹凸效果及冲压质量;产品在生产线的辊棒上运行时会因凹凸不平而产生震动从而破坏凹凸效果及出现裂坯、烂坯;同时模具磨损快,且冲压的速度不能快,制约了生产。二是凹凸位差别大时,若采用反打成型,砖坯表面厚薄不同位置的砖坯致密度相差过大,造成素坯的凹凸位吸水率差别大,影响淋釉质量。因此,为了保证产品的凹凸效果及提高冲压的成品率,稳定生产,本工作通过反复实验,突破传统反打工艺思维定势,采用砖表面朝上的正打成型工艺。
采用反打工艺进行半干压成型操作时,产生的振动会使较细的粉料通过大颗粒的间隙向下运行,从而可保证成型后下表面(砖正面)光滑平整,这也是采用反打工艺的的原因之一。但本试验使用相同颗粒级配的粉料,采用正打工艺时,发现成型后坯体经素烧后,坯面有明显的大颗粒,特别粗糙,经釉线淋釉后,釉面有波纹釉、釉泡等釉面缺陷,不符合企业对陶瓷釉面砖釉面缺陷的控制要求。因此,为满足正打新工艺要求,本工作通过对喷雾塔喷片、旋流片及柱塞浆砖进行调整,从而对粉料的颗粒级配进行优化。正打新工艺与传统反打工艺所用粉料的颗粒级配如表3所示。可见,优化后的粉料粒度较传统工艺所用粉料更细小,按此粉料成型出的砖坯表面光滑,淋釉后釉面无明显缺陷产生。
2.2 釉料性能参数的优化
凹凸釉面砖坯表面凹凸设计,给施釉工序带来了极大的困扰,普通釉料使用时,凹位易积釉,凹凸连接处易产生露底、缩釉、裂釉、流釉等缺陷,且印花时面釉吸附不牢,易粘粉,产生白点白边,凹凸效果不好,立体感不强。
为改变这种状况,本工作对釉料性能进行了优化,结果表明适当地将釉料的含水率降低,提高釉料的比重与粘度,生产的凹凸釉面砖立体感强,图案纹路清晰,仿石效果逼真。调整前后釉料性能对比见表4。

表4 釉料工艺参数Tab.4 Technical parameters of glazes

表5 专用印油配方组成Tab.5 Recipe of the printing ink
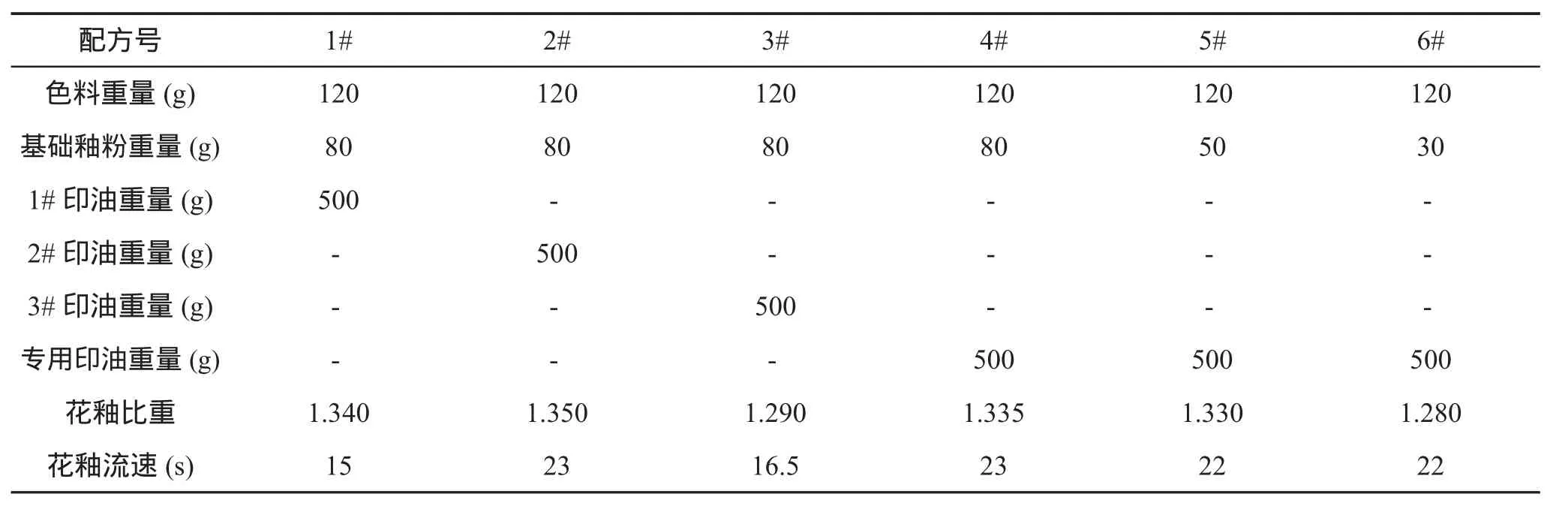
表6 不同花釉配方组成和性能Tab.6 Recipes and properties of different roller printing glazes
2.3 印刷花釉的研发
试验发现,采用现有印油制备印刷花釉时,由于印油聚合力、润滑性不好,不能够在凹凸不平的砖面上印刷出完整清晰的图案。分析发现,釉面砖由于凹凸位高度差较大,胶辊的材质软,下压高度大,辊筒与砖面的摩擦力大,如要保证印刷的图案网点不受外力的作用而变形和避免在胶辊上的网孔因外力的挤压而变形时花釉难于填充的问题,必须保证花釉有较高的聚合力和弹性,以确保在外力作用下不变形不软蹋;同时还要求其润滑性好、渗透力强,以保证花釉能够填充到胶辊因受外力作用而变形的网孔内,并在与釉坯接触时瞬间将网孔内的花釉印在砖面上而形成清晰完整的图案[5]。
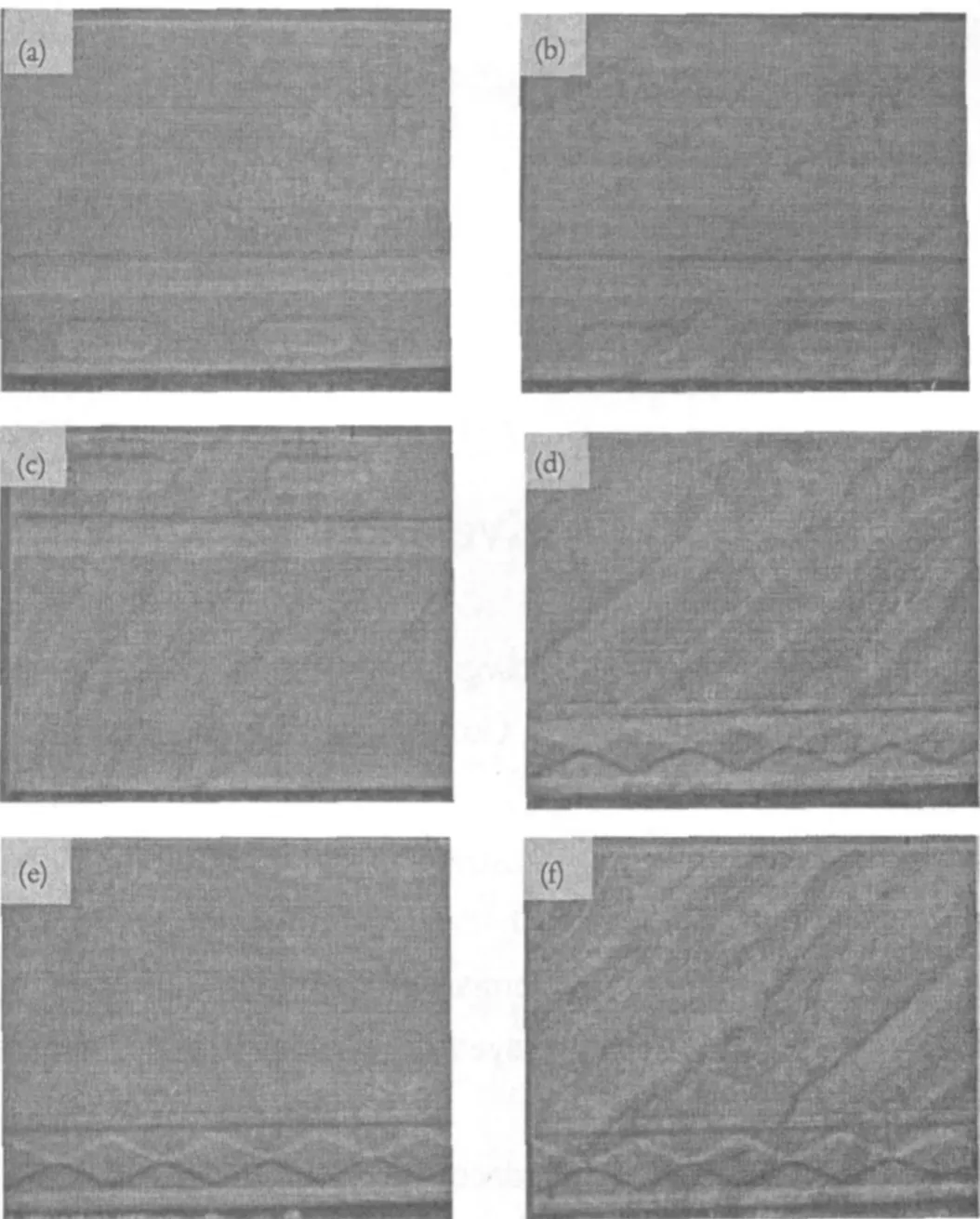
图1 不同配方组成花釉的装饰效果Fig.1 Decorative effects of different roller printing glazes
花釉主要由釉粉、色料、印油组成。因此,为制备满足凹凸面砖胶辊印刷工艺要求的花釉,印油的性能非常关键。结合现有普通印油的性能,本工作通过多次试验,研制出性能优异的专用印油,在此基础上调配出适合高清三维凹凸釉面砖胶辊印花装饰工艺所需的花釉。专用印油的配方组成见表5,其比重为1.07,粘度为450 mPa·s。不同花釉配方组成及其相应的印花效果分别如表6和图1所示。
从图1可见,1#花釉印花效果很差,凹位完全没有图案,纹理不清,有大量白点;2#花釉印花效果不理想,凹位可见少量图案但模糊不清,纹理不清晰,有大量白点;3#花釉印花效果不太理想,凹凸位连接处图案连续,纹理图模糊,且有白点;4#花釉印花效果较好,凹凸位高度差小的产品凹凸位连接处图案连续,纹理清晰,但凹凸位高度差大的产品凹位印不到花(图1d);5#花釉印花效果较好,凹凸位高度差小的产品凹凸位连接处图案连续,纹理清晰,但凹凸位高度差大的产品凹位图案模糊且有白点(图1e);6#花釉印花效果好,凹凸位高度差达6mm的砖面上图案清晰,凹凸位连接处图案连续不间断,仿古效果逼真,成品在40倍带高刻度的放大镜下观察,网点呈规整的小圆点,间距一致,可清楚的看出网点密集统一的分布在一条直线上,在图案密集处每毫米线段上可见不少于4个网点,完全达到高清三维凹凸釉面砖所要求的图案清晰度。
3 结论
采用高清三维胶辊印刷技术,成功实现了凹凸釉面砖表面高清的石材天然纹理的印刷效果,突破了传统技术的约束。开发的高清三维凹凸釉面砖产品散发出能工巧匠精雕细琢后的天然石材独有的韵味,增强的浮雕表现力,极大地丰富了釉面砖的装饰效果。凹凸釉面砖的出现满足了人们对高品味和个性化生活环境的追求,将成为釉面砖中的新宠,市场前景广阔。
1黄惠宁.中国墙地砖产品的发展趋势与策略分析.佛山陶瓷, 2008,(12):1~7
2吴建青,尹虹.建筑卫生陶瓷技术展望.中国陶瓷,2006,39(1): 32~34
3俞康泰.从意大利国际陶瓷展会看瓷砖装饰技术的发展和动向.中国陶瓷,2005,41(1):7~8
4余国明.高档无光凸印花釉的试制.中国陶瓷工业,2001,8(2): 43~45
5杨洁,张勇,易志慧等.陶瓷印油表面张力变化的研究.中国陶瓷,2006,42(4):31~35
