编码器原理及铸造工程应用分析
2011-01-23卢铭
卢 铭
(广西玉柴机器股份有限公司,广西 玉林 537005)
在铸造车间造型线分箱机、主机、下箱机、下芯机等重点设备中,大量使用德国福瑞巴(FRABA)公司的编码器,其编码器是集光机电技术于一体的速度位移传感器,具有高分辨率,高抗干扰,高稳定性等特点,在苛刻的工业现场中显示出其较为优异的性能,为广大工业厂商所选用和认可。
1 编码器概述
1.1 增量型编码器
如图1,每转一周产生一系列脉冲,脉冲的数量表示角位移的测量。其内有一圆盘——编码盘,通常为一光学玻璃,码盘最外圈的码道上均布有相当数量的透光与不透光的扇形区域,用来产生记数脉冲的增量码道。码盘刻线间距均等,对应每一个分辨率区间,可输出一个增量脉冲。光源发出平行且定向的光束照到码盘上,光敏元件接受被调制的光线,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90°相位差,如将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出1一个Z相脉冲以代表零位参考位。
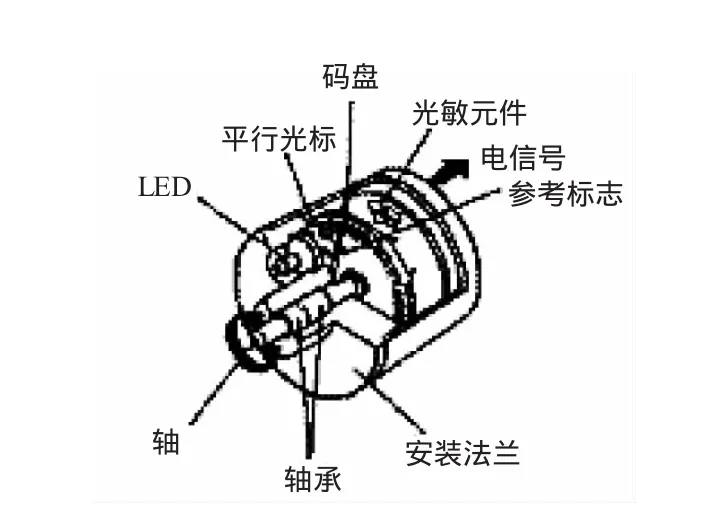
图1 增量型编码器结构
扇形区的多少决定了编码器的分辨率,扇形区越多分辨率越高。输出的脉冲需要一个计数系统进行累计计数,一般还需要基准数据即零位基准才能完成角位移测量。
正转与反转的判别方法:由于A、B两相相差90°,可通过比较A相在前还是B相在前。同时通过零位脉冲,可获得编码器的零位参考位。
辨向原理:如图 2a)、2b)、2c)有 A 相、B 相和 Z相三条环带,A相和B相在码盘上互相错半个区域,在相位上相差1/4周期。利用B相的上升沿触发检测A相的状态,由此判断旋转方向。当码盘以某个方向匀速旋转时(如CW),A相超前B相首先导通;当码盘反方向(CCW)匀速旋转时,A相滞后于B相。

图2 辨向原理
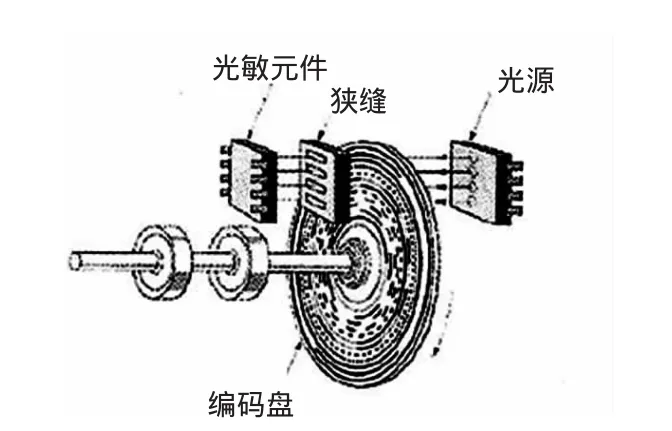
图3 光电编码器
其优点是原理构造简单,机械平均寿命几万小时以上,抗干扰能力强,可靠性高,适合于长距离传输,缺点是无法输出轴转动的绝对位置信息。
1.2 绝对型编码器
其码盘上有许多道光通道刻线,每道刻线依次以2线、4线、8线、16线……编排。通过读取每道刻线的通、暗,获得一组从2的0次方到2的n-1次方的唯一的2进制编码(格雷码),这称为n位绝对编码器。
其机械位置决定每个位置是唯一的,无需记忆,无需找参考点,不用一直计数,什么时候想知道其位置,什么时候读取其位置,不受停电、干扰的影响,抗干扰特性强,数据可靠性大,
1.3 光电型编码器
如图3所示,主要由安装在旋转轴上的编码盘、狭缝、圆盘两边的光源和光敏元件等组成。当光源将光投射在码盘上时,转动码盘,通过亮区的光线经狭缝后,由光敏元件所接收。光敏元件的排列与码道一一对应,对应于亮区和暗区的光敏元件输出的信号,前者为“1”,后者为“0”。当码盘旋至不同位置时,光敏元件输出信号的组合反映出按一定规律编码的数字量,代表了码盘轴的角位移大小。
2 编码器在造型线中的应用
2.1 技术参数
造型线自动化程度高,机械定位准确,机器运行过程受程序控制,编码器绝对定位的位置精度在1mm,德国福瑞巴(FRABA)公司编码器OCD光电系列(如图4)发挥了良好的作用。
应用场所:紧凑牢固适用于重型工业;DPV2功能:可实现循环通讯、非循环通讯以及从站之间的通信;外径尺寸:58mm;实心轴径:6mm,10mm;空心轴径:15mm;单圈分辨率:最大 65536(16位);圈数:16384(14位);输出编码:二进制;工作温度:-40℃~+85℃;防护等级:外壳IP65轴部IP64。
2.2 接线方式及程序实现
接线方式:FRABA编码器是数字量的,它连接到PLC的数字量模块,编码器出来的1颗线对应模块的1位。一共连接了23颗线,其中,2颗电源线,21颗信号线。21颗信号线中,用于每转的分辨率为13颗线;用于最大转数为8颗线。
程序实现:首先读取编码器的21位二进制值,并把它存放到32位DWORD型变量中假设用MD0,如图 5。

图4 绝对型编码器(PROFIBUS-DP接口)
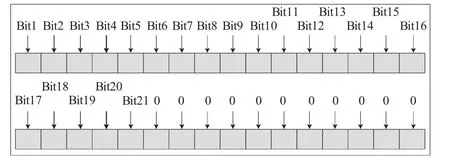
图5 MD0变量数据位
PLC程序构建:要想在生产实际中使用此绝对型编码器,还需要在PLC硬件布局Hardwar configure中进行操作、编写,把编码器添加到现场总线PROFIBUS的DP MASTER SYSTEM中,如图6。
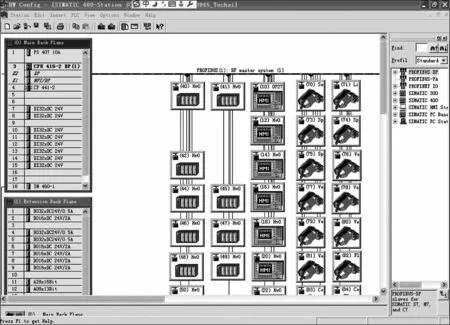
图6 编码器被添加到硬件布局
编码器地址定位:为了让PLC识别现场工作环境下的编码器,并能读取其中的数据,必须根据PLC中给出的地址对每一个编码器进行设置,如图7,如编码器地址为74,则在图7中:X10把旋钮拨到7位置,X1把旋钮拨到4位置。
2.3 编码器故障分析
编码器在连入PROFIBUS现场总线中,经过PROFIBUS OLM光纤链路模块后,把造型线1#、2#钻气孔机和铣口机组成串联形式,如图8。
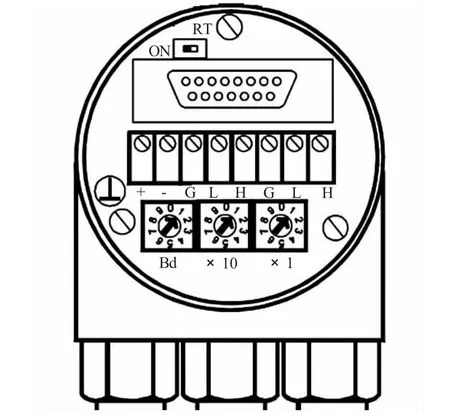
图7 编码器地址设置
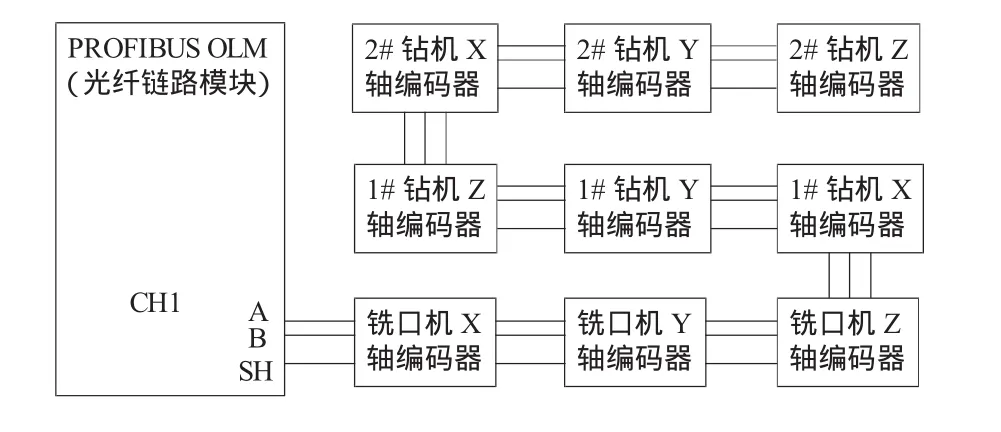
图8 编码器与PROFIBUS OLM模块连接
1#、2#钻孔机负责钻通上型砂模36个孔,平均每台机器钻18个孔,按每天800箱计算,一天内钻孔机必须钻通18×800=14400个孔,一年内就是14400×365=5256000个孔。高密度的工作节奏考验着机器耐用度和使用寿命,连接编码器的通讯线路和电源线往往成为电气故障的根源所在。
实践经验表明,通过观察编码器表面端盖的信号灯指示,如图9,能够迅速理清编码器工作情况,找到问题点,排除故障恢复生产流水线。
红灯灭、绿灯暗:表示编码器电源缺失;
红灯灭、绿灯亮:表示通讯数据交换模式中,处于正常工作状态;
红灯灭、绿灯闪烁:表示通讯数据交换前,正在处于启动编码器状态;
红灯亮、绿灯闪烁:表示参数或布局设置错误;
红灯亮、绿灯灭:表示编码器几乎很长时间(约40s)没有接受到交换数据;
红灯闪烁、绿灯亮:表示编码器准备运行,但没有被主机(PLC)所响应。
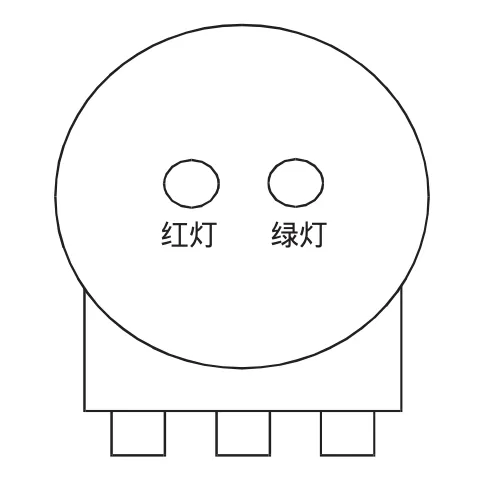
图9 编码器表面端盖信号灯
3 结 论
1)编码器将机械转动的模拟量(位移)转换成以数字代码形式来表示电信号,经工业通讯(如PROFIBUS现场总线)后被PLC进行数据处理,到达闭李环控制,完成预设目标定位。
2)编码器的现场定位必选依托PLC地址预设,两者一致才能顺利读取数据。
3)编码器故障可以通过指示灯及说明书提示,迅速找到根源进行排除。
[1]蔡崧.传感器与PLC编程技术基础[M].北京:电子工业出版社,2007.