数控加工编程及操作课程的“圆弧插补指令”教学探讨
2011-01-16刘丽鸿
刘丽鸿
(天津石油职业技术学院,天津市 301607)
《数控加工编程及操作》是高等职业教育中数控技术专业的核心专业课之一,该课程实践性较强。在该课程教学中,基本编程指令:G00/G01,G02/G03,G40/G41/G42等的学习是学生在数控机床操作训练中必须掌握的指令。结合授课及机床操作编程实践,发现学生对于G02/G03的用法存在的问题较多。G02/G03在使用的错误上往往会出现在车床上:圆弧顺逆方向的判断、初学者在机床布局不同时,编写加工程序容易混淆;因此,讲授圆弧插补指令时应结合车床布局分别举例。
为了能够较快地掌握圆弧插补指令 G02/G03,文章结合自己的教学经验,从以下几个方面着手:
1.课前准备工作:采用多媒体授课结合仿真软件,车间现场授课通过CRT显示屏模拟,车床仿真加工外圆程序,课前录进仿真系统或数控机床,上课时打开用于演示 G02/G03的走刀路线。
2.教学基本思路:在教学过程中以数控加工仿真实训室和数控加工实训中心为第一课堂,采用“教学做合一”的教学模式,利用现代教育技术和实训室先进的设备条件,边讲解、边演示、边实验、边训练,达到强化学生知识、技能、能力三者融会贯通的目的,开放式实训教学满足了不同程度学生的实践需求,为学生创新意识和创新能力的培养提供了广阔的平台。
3.教学过程简述:
(1)复习及导入新课:首先,以给出的图1的零件图复习上次课讲解 G00,G01指令,如果对该零件图形状为图2,端部为圆弧时其程序如何编写?对该零件进行分析,那么,要将这个零件按照图纸加工出来,圆弧如何编程?”引出本节课的教学任务;导入本次课需要讲解的指令。
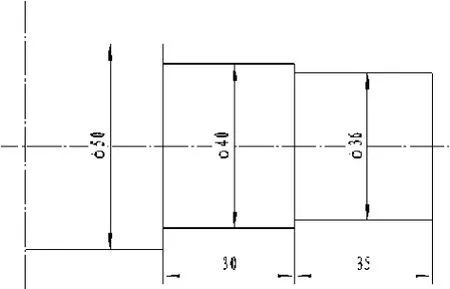
图1
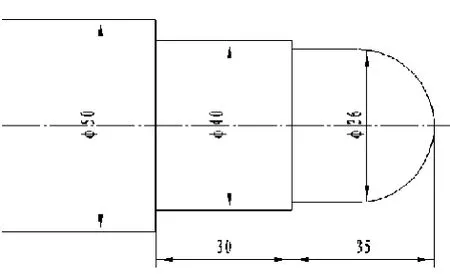
图2
(2)讲授新课:圆弧插补指令。(我们经过教学实践发现编程指令讲授课后进行仿真练习或机床操作练习学生掌握比较快,上课时结合仿真软件讲授教学效果比较好)先打开数控仿真软件,打开预先保存的一个程序O0001,演示 G02/G03的走刀路径,程序执行采用单段执行及自动执行,先让学生观察该零件的实际加工过程,注意走刀路径。然后详细讲解指令格式,讲解圆弧顺逆的判断;对于格式中各参数的含义R、F比较好理解,其中I、J、K的用法结合走刀平面讲解。
圆弧顺逆方向的判别:沿着不在圆弧平面内的坐标轴,由正方向向负方向看,顺时针方向 G02,逆时针方向 G03,必须强调由第三轴的正向往负向看。
通用程序格式:
XY平面:
G17 G02 X~ Y~ I~ J~ (R~)F~;
G17 G03 X~ Y~ I~ J~ (R~)F~;
ZX平面:
G18 G02 X~ Z~ I~ K~ (R~)F~;
G18 G03 X~ Z~ I~ K~ (R~)F~;
YZ平面:
G19 G02 Z~ Y~ J~ K~ (R~)F~;
G19 G03 Z~ Y~ J~ K~ (R~)F~;
其中:
①X、Y、Z的值是指圆弧插补的终点坐标值。
②I、J、K是指圆弧起点到圆心的增量坐标,等于圆心坐标减去圆弧起点坐标,与 G90,G91无关。
③R为指定圆弧半径,当圆弧的圆心角≤180°时,R值为正,当圆弧的圆心角>180°时,R值为负。
④I、J、K与R同时指定时,R值有效。
⑤整圆编程只能用 I、J、K指定圆心位置。
⑥F值为圆弧插补的进给速度。
(3)需要注意问题:①指令中同时出现I、J、K或R时R有效,整圆编程通常在铣床和加工中心常用,不能用R表示圆心的位置。
②车床中 Y轴为第三轴,编程时使用ZX平面:即 G18可以省略,圆心位置用R表示则其编程指令格式为:
G02 X~ Z~ R~F~;
G03 X~ Z~ R~F~;
在车床编程时学生是车床刀架布局不同,容易混淆 G02/G03用法,车床前置刀架(图4)和后置刀架(图3)编程时注意 Y轴的方向不同,根据右手笛卡儿直角坐标系:后置刀架 Y轴正向向上,前置刀架中 Y轴正向向下。轴类零件属于回转体,无论前置刀架还是后置刀架加工时,刀具进给时以轴线为界,在轴线的一侧走刀可以加工出整个零件,注意 G02/G03编程时关键是从与走刀平面相垂直的第三轴正向往负向看,顺时针用 G02,逆时针用 G03,前置刀架 Y轴的正向朝下,观察时从下往上看,顺逆和后置刀架的从上往下看正好相反;更直观的可以记成当走刀方向为接近卡盘时(即刀具加工时由尾座向卡盘时)凸弧用 G03,凹弧用 G02。
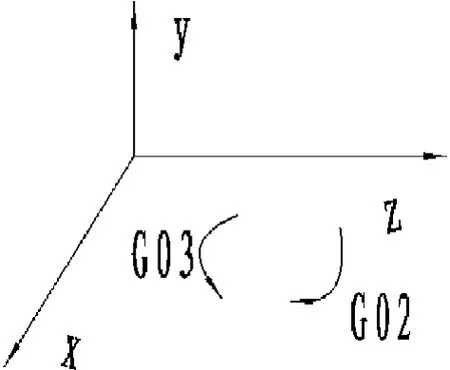
图3
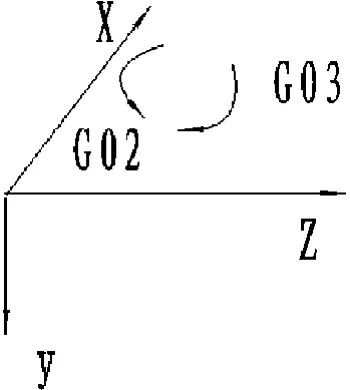
图4
(4)编程举例:例(用引入新课的零件图图2)毛坯尺寸为Φ50mm,用 G00,G01,G02/G03指令编写其精加工程序。
……
G00X50.0Z2.0;
G01X0F0.2;
G01Z0;
G03X36.0Z-18.0R36.0;(G03X36.0Z-18.0 I0K-18.0;)/注释:用 I、K表示圆心的位置时其程序。
G01X50.0;
G00X100.0Z100.0;
M 30;
并对该零件的FANUC程序在仿真软件上分别用前置刀架车床和后置刀架车床模拟演示加工路线。
[1]顾京.数控加工编程及操作[M].北京:高等教育出版社,2003.