燃油管道式烘丝机(HXD)燃烧炉系统的改进
2011-01-16林天勤
林天勤
龙岩烟草工业有限责任公司,福建省龙岩市新罗区乘风路1299号364000
燃烧炉是燃油管道式烘丝机HXD(Lamina High Expansion Dryer)的重要设备,主要为HXD提供热能,将工艺气体加热到要求温度,使烟丝中的水分迅速蒸发,以获得满足工艺要求含水率的烟丝[1],其燃烧介质主要有天然气和柴油两种。燃烧炉工作的稳定性对HXD的工艺气流温度控制产生直接影响,并将影响到HXD对出口烟丝含水率的控制[2]。生产中一旦出现燃烧炉熄火现象,重新恢复生产至少需要20 min以上,同时还会产生大量不合格烟丝,增大能源消耗。为解决该问题,郭国良等[3]通过在燃油管道式烘丝机增加工艺气体的旁路风管,采用联动风门调节进入燃烧炉和旁路风管的风量,以快速调节工艺气体温度。该方法虽然能快速获得稳定的工艺气流温度,但并没有从根本上解决燃烧炉本身设计中存在的缺陷。为此,对燃烧炉原柴油管路系统进行了改进,将燃烧炉温度由单回路控制改为串级控制,改进助燃风机风量控制方法,以提高燃烧炉系统工作的稳定性和燃烧效率。
1 存在问题
1.1 工作原理
HXD由一套密封的工艺气体循环管道系统组成[3],烟丝经DCC(High Humidity Direct Conditioning Recirculating Cylinder)滚筒加温加湿后,通过进料气锁进入膨胀系统与工艺气体混和,经过干燥膨胀管道,在高温高湿的工艺气体作用下,烟丝中的水分迅速蒸发,且经过干燥和膨胀后进入旋风分离器,慢慢地滑进出料气锁。工艺气体从旋风分离器出来后,经过风机被分成两部分,一部分被排出,另一部分被返回到燃烧炉的换热器加热到所需的工艺气体温度[4]。
改进前燃烧炉柴油管路系统控制原理见图1。柴油经过油泵电机加压后,经过溢流阀稳压,然后经过稳压阀和控制阀调节流量大小,再按顺序依次经过稳压阀、电磁阀和油枪。柴油的最终流量由溢流阀和稳压阀的压力以及控制阀的开度决定,控制阀开度由联杆机构旋转控制。联杆机构由气动控制阀驱动,同时控制柴油流量和助燃风机风量,联杆机构动作是否顺畅对系统温度控制有较大影响。
1.2 存在问题及分析
由于现有燃烧炉柴油管路系统设计较简单,执行元件的控制精度低,因此对工艺气流温度的控制效果不理想。主要原因是:
(1)助燃空气风量与柴油流量通过联杆机构由一个控制器控制,该控制器同时控制流量控制阀和助燃风机风门。采用机械调节方式的控制阀需要根据经验观察燃烧炉火焰燃烧情况进行阀门开度调整,在温度控制过程中,助燃空气风量与柴油流量很难保持在一个合适比例,从而影响柴油的燃烧效率,并使火焰探测器检测到的火焰信号不稳定。燃烧炉在降温过程中,为防止燃烧炉熄火,控制阀的最小阀位值设定较大,柴油流量不能控制得足够低,从而出现工艺气流温度上升较快、下降较慢情况。在换牌生产时,降温时间长,需要人工干预阀门开度,延长了换牌时间,造成柴油浪费。由于流量与风量的比例不合适,助燃空气风量太小会造成柴油燃烧不充分,使热交换器产生积垢;助燃空气风量太大,热量被直接排到大气中,增大了柴油消耗[4]。

(2)燃烧炉温度控制系统是一个单闭环控制回路,通过PID的输出直接调节控制阀的阀门开度,阀门开度与柴油流量仅是一种正相关关系,控制对象特性不稳定,因此温度控制系统的稳定性较差,见图2。由于燃烧炉的温度控制响应速度较慢,使HXD出口的烟丝含水率波动较大,对产品工艺质量的稳定性有较大影响[4]。

2 改进方法
2.1 管路系统
改进后柴油管路系统见图3。在柴油管路上增加了质量流量计,用于检测柴油流量,也有助于调整助燃空气风量。将原控制阀更换为控制精度高且稳定性好的气动薄膜调节阀,并从联杆机构中独立出来,由阀门定位器单独控制。为减少管路中的影响因素,将控制阀后面的稳压阀去掉,直接由溢流阀保证压力,由气动薄膜调节阀控制流量大小。
根据车间每天使用的柴油消耗估算,HXD工作时的流量为50~100 kg/h。考虑到控制阀到油枪喷嘴有一段距离,而采用液化气点燃柴油只有10 s,对流量的计量精度要求不高,因此选用了管径较大的DN8质量流量计,以保证在点火过程中柴油能够迅速到达喷嘴。燃烧炉在正常工作时,柴油流量为60 kg/h左右,工作压力为0.5 MPa,为使气动薄膜调节阀工作在50%左右的阀位,选择了气动薄膜调节阀KP值为0.25的等百分比特性的阀门,保证流量控制精确,温度控制稳定,同时也延长了阀门的使用寿命。

2.2 温度控制系统
改进后温度控制系统采用串级控制以提高工艺气流温度的控制精度[5],见图4。根据燃烧炉的设定温度获得柴油流量设定值,再通过调节气动薄膜阀门的开度控制流量大小以实现对燃烧炉温度的调节。由于柴油流量与燃烧炉温度具有较强的线性关系,通过控制柴油流量以提高炉温控制的稳定性。对于柴油流量,通过PID运算对气动薄膜调节阀进行控制,可以迅速达到设定的流量值。为此对该系统的控制程序进行了编程,增加了温度控制PID程序和流量控制PID程序。经过设备调试,将点火时的固定阀门开度设定在50%,此时流量为60 kg/h左右,可以保证点火成功。为防止流量太小时炉子熄火、流量太大时将炉子和热交换器烧坏,在降温过程中设定柴油最小流量为36 kg/h,保证炉子火焰信号稳定;在加热过程中设定柴油最大流量为110 kg/h,使燃烧炉可快速升温到570℃左右,火焰燃烧情况良好。

2.3 助燃风机风量控制
为了使助燃风机风量与柴油流量保持在最佳比例,对风量的控制系统进行了改进。首先将风量调节由原来的风门控制改为变频器控制,然后根据柴油流量调整助燃风机的频率。具体步骤为:点燃燃烧炉,将助燃风机风门固定在一个位置保持不变,通过手动设定不同的柴油流量,然后不断地调整助燃风机的变频器频率,再利用Testo 335型烟气分析仪检测燃烧炉尾气的化学成分含量和柴油的燃烧效率,见表1。可见,柴油流量与风机频率并不成比例关系,但总体趋势是正相关的,为此将其模拟为3个线性方程并进行编程,见表2。根据检测到的柴油流量计算风机频率,实现对助燃风机风量的控制。
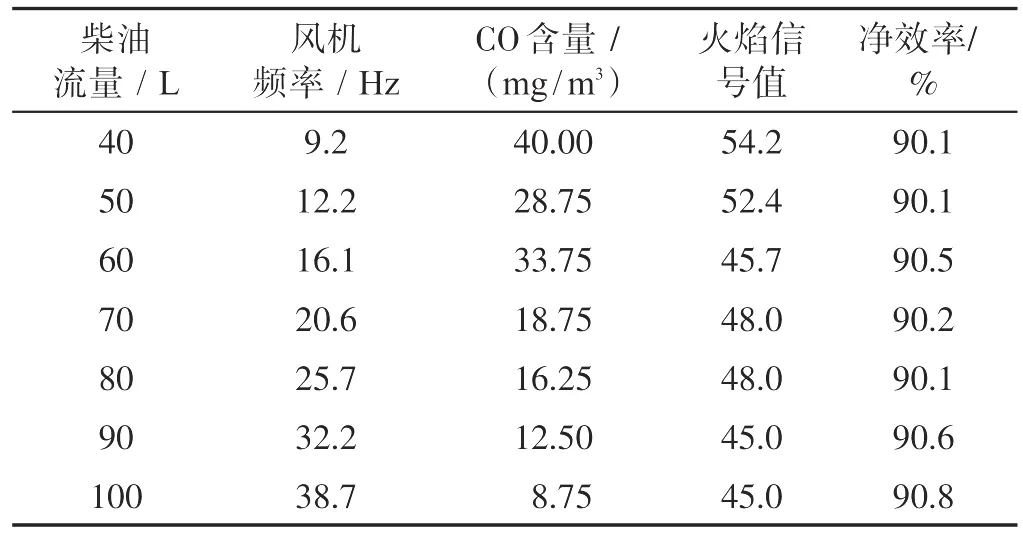
表1 不同柴油流量和风机频率下烟气分析仪采集到的燃烧炉尾气数据
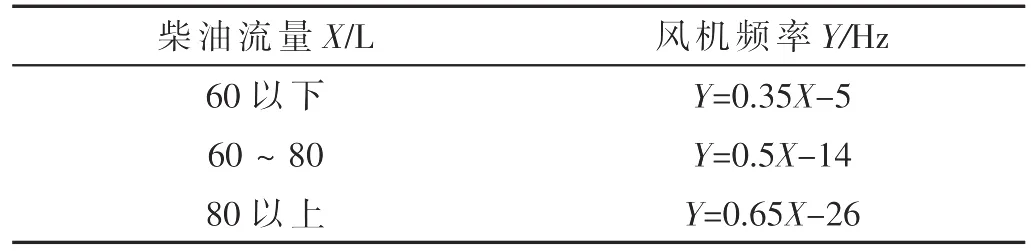
表2 柴油流量与风机频率的线性方程
3 改进效果
改进前后工艺气体温度和燃烧炉火焰信号历史趋势图对比见图5。
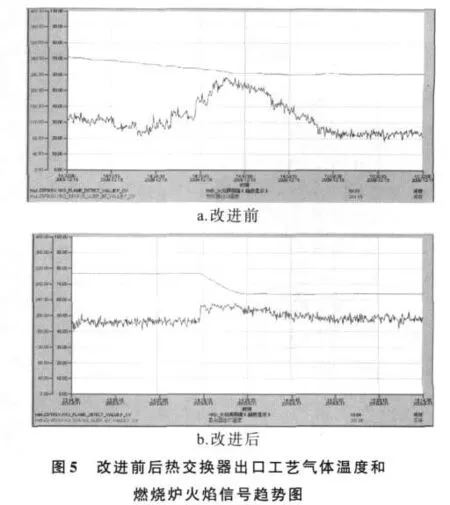
由图5可知,改进后工艺气流温度的响应速度和控制稳定性都有较大提高,燃烧炉的火焰信号增强且稳定。改进后的油管路系统运行可靠,提高了控制精度和点火成功率,点火失败或熄火故障次数由原来的每月至少2次减少为0。由于助燃风机风量与柴油流量比例合适,减少了热量散失,防止了因柴油不完全燃烧使热交换器出现积垢情况,提高了柴油的燃烧效率,降低了柴油消耗。改进后燃烧炉在较低油量下能够稳定燃烧,在换牌需要降低工艺气流温度时,工艺气流温度降低30℃所需时间由20 min减少到10 min左右,缩短了换牌时间,提高了生产效率。
[1]陈良元.卷烟生产工艺技术[M].郑州:河南科学技术出版社,2002.
[2]岳先领,何佳满,周一飞,等.燃油管道式烘丝机检测系统燃油消耗问题的改进[J].烟草科技,2009(2):34-35.
[3]郭国良,张世成,李辉,等.燃油管道式烘丝机工艺气体温度控制的改进[J].烟草科技,2009(9):18-19.
[4]郑利锋,丁康钟,廖强,等.黄金分割截距法在优化HXD燃烧炉温度上的应用[J].烟草科技,2010(7):11-13.
[5]郭一楠,常俊林,赵峻,等.过程控制系统[M].北京:机械工业出版社,2009.
