无铅锡膏的评价与选择
2011-01-11施纪红
施纪红
(健雄职业技术学院 电气工程学院,江苏 太仓 215411)
无铅锡膏并非要求100%不含铅,而是要求锡膏内铅含量必须低于0.1%.但是新合金锡膏的研发不仅需要确保无铅焊料的可焊性及焊后的可靠性,也要考虑到客户所承受的成本等众多问题.据目前非官方统计,市场上的合金类别(例如SnAg、SnCu、SnCuAg、SnBi等)超过50种,无铅合金配方的专利超过390种,其中常用的配方也在50种以上.但这只是锡膏的合金配方部分,如果再考虑为了处理不同的工艺需求(例如清洗和免清洗、微间距和非微间距等)、配合器件的焊端镀层金属材料(例如纯Sn、纯Ag、Ni/Au、Ag/Pd等等)以及不同的PCB焊盘镀层材料(例如ENIG、OSP、ImAg等)在锡膏中掺入的不同类型的助焊剂配方的数量,锡膏的种类可能超过1万种[1].面对如此庞大的锡膏数量,锡膏使用者必须掌握一套具有很强操作性和可行性的锡膏评价和选择方案.
1 锡膏初步选择的要点
1.1 合金成分
锡膏的合金成分直接影响到焊接温度、可焊性、焊点等机电性能.一般在锡膏的产品手册中会注明产品规格、产品特性、BELLCORE AND J-STD 测试结果,可以据此先了解锡膏.目前最常用的锡膏合金成分及熔点见表1.
SAC(SnAgCu)合金是在SnAg的基础上加入Cu而成.通过比较多种合金配方形成焊点的机电性能,SAC合金由于各方面性能表现较为平衡受到欧、美、日权威机构的推荐,合金配方以Ag(3%~4%)Cu(0.5%~2%)为多,其中又以96.5%Sn、3%Ag、0.5%Cu和95.5%Sn、3.8%Ag、0.7%Cu最多.但是该配方的缺点是焊接的实际温度需高达245 ℃左右,并且润湿性不理想,需要采用特殊的焊剂配方.使用者需要根据焊剂配方的改变和特定产品的使用情况,评估锡膏的可印性和焊点的可靠性.
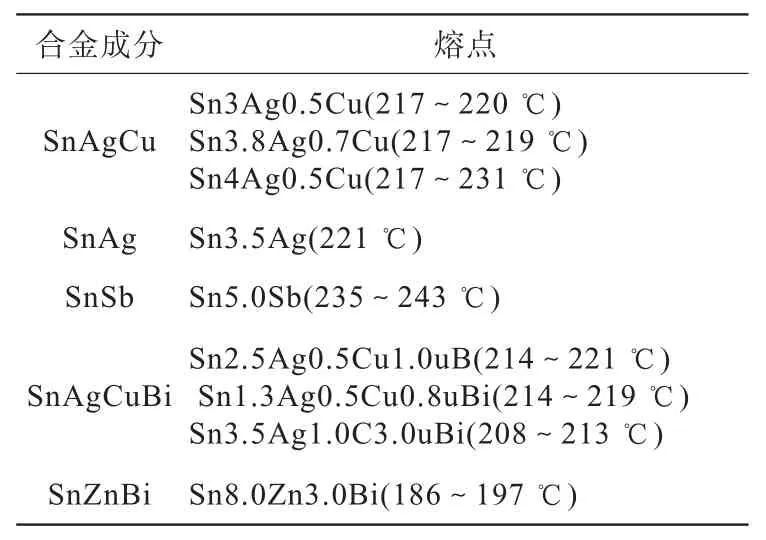
表1 常见合金成分及熔点
1.2 锡膏的粘度
锡膏的粘度可理解为锡膏的流动阻力(单位“Pa·s”),它直接影响焊接的效果.粘度低,锡膏流动性好,利于渗锡、工具免洗刷、省时,但成型不好,易引起桥连;粘度高,流动阻力大,能维持良好的锡膏形状,较适于细间距印刷,但容易堵塞网孔而引起少锡不良.而锡膏的粘度又随着温度、运动速度、暴露时间的变化而变化.因此需要综合考虑,将锡膏的粘度控制在合适的的范围内.
1) 锡膏的粘度随温度的降低而增大,反之减小.适宜的温度为(25±2.5) ℃,为此需对锡膏使用环境的温度进行管控.
2) 锡膏在钢网上印刷时的截面直径越大,粘度越大;反之,直径越小,粘度越小.但考虑到锡膏暴露在空气中时间过长会使其品质劣化,通常都采用10~15 mm的锡膏滚动直径.
3) 锡膏的粘度与其运动的角速度成反比.印刷速度越大,粘度越小,反之粘度越大.所以可通过适当调整刮刀速度来改善锡膏的粘度,从而改善锡膏的印刷状态.同样粘度会随着对锡膏的搅拌而改变,搅拌时粘度会有所降低,但略微静置后,其粘度会回复原状.
4) 刮刀角度也会影响锡膏的粘度.角度越大,粘度越大,反之粘度越小.通常采用45°或60°两种型号的刮刀[2].
从表9的“假设方差相等”行读取数值,t值是-0.9166,Sig.(双侧)是双尾T检验的显著性概率0.4112,大于0.05。可以得出结论:直道与弯道的裂缝率无显著差异,这表明路面裂缝率应该与道路的曲直没有必然的联系。
综上所述,选用锡膏的粘度应与所使用工艺匹配,也可以通过工艺参数的调整改变其生产粘度.采用钢网漏印时锡膏的粘度应该在800~1 300 Pa·s.目前在0.4PITCH中使用的粘度是1 600 Pa·s.
1.3 目数
目数是指筛网每一平方英寸面积上的网孔数.锡膏目数指标越大,该锡膏中锡粉的颗粒直径就越小.反之当目数越小时,锡膏中锡粉的颗粒越大.数据关系见表2.

表2 目数与颗粒度对照表
选择锡膏的时候应根据PCB上距离最小的焊点之间的间距来确定目数,大间距选择目数较小的锡膏,反之选择目数较大的锡膏.一般选择颗粒度直径约为模板开口的1/5以内.例如:0.4PITCH一般选择目数325~500 MESH,颗粒度25~45 µm.
1.4 助焊剂
每种锡膏的助焊剂成分各不相同,此为各厂商的技术机密,但在选择时并不需要知道具体的配方,只需考虑焊接的效力(润湿能力、传热能力、清洁表面能力)和焊剂的腐蚀性.理想的焊剂应该是高效力、低腐蚀性的.但效力和腐蚀性是两个对立的指标,焊剂的效力越高,它的腐蚀性就越大,反之焊剂的效力越低,它的腐蚀性也就越低.因此焊剂效力的选择要与使用的元器件、基材、工艺、现有清洗设备能力的配合性进行综合考虑.
2 锡膏评价体系
业内经典的锡膏评估验证体系分成4部分,共需要179 d,包括“锡膏的基本数据认证17 d”(锡粉的合金成分、锡粉颗粒与形状测试、助焊剂含有量成分、粘度测试、卤素含有量成分、锡珠测试、扩散性试验成分、润湿性试验、印刷性试验、坍塌性试验、铜镜试验、铬酸银试验、铜板腐蚀试验、表面绝缘阻抗测试、电子迁移测试)、“产线基本检验32 d”(印刷性验证、锡膏有效零件贴装时间验证、焊点外观检查、助焊剂残留物颜色和体积及干燥度确认、锡膏扩散性验证、零件焊点检查、气泡确认、焊点切片验证)、“可靠度测试工程116 d”(震动跌落试验、红墨水试验、焊点切片验证、高温高湿红墨水试验、锡须及助焊剂残留物变化检查、焊点切片验证、IMC层厚度变化及状态观察、冷热冲击试验、焊点龟裂观察、焊点切片验证、推拉力试验、BGA Type焊点断裂面分布情形测定)、“RoHS指令验证14 d”[3].这种评估方法得到的参数一般可以在锡膏供应商提供的产品说明书和质量报告中找到.根据这些参数,使用者可以筛选出5种左右的锡膏,进行焊膏实际使用效果的评估,这一步将在生产组装线上进行.
Indium公司开发了一套4步无铅焊膏的实际使用效果评估方法,时间短、效率高、可操作性强.
步骤1:印刷机设置.虽然不同的焊膏有不同的优化参数,但如果对所有的焊膏使用同一参数,就可以排除那些不适合该工艺设置的焊膏.该步骤需考量的参数是印刷体积.
步骤2:12板评估法.使用12块单板模拟现实生产环境会遇到的印刷问题,据此检验焊膏的钢网寿命、暂停响应性能、粘附力稳定性和停工后的回流表现等,12板评估法的具体做法如下:第一步准备12块待印刷的PCB板和12次印刷需要的锡膏;第二步印刷4块单板,其中2块停留2 h后贴片和测粘附(其中1块板停留1 h后回流,1块板停留3 h后回流,剩下的2块板停留6 h后贴片与测粘附(其中1块板停留1 h后回流,1块板停留3 h后回流);第三步过1 h再印4块单板,重复第二步;第四步再过1 h再印4块单板,重复第二步.
步骤3:剪切力变化测试.方法是将新鲜焊膏放在钢网上.设置印刷机进行30次空印,对钢底纹部进行擦网,印刷一块单板;设置印刷机进行50次空印,对钢底纹部进行擦网,印刷一块单板;设置印刷机进行100次空印,对钢底纹部进行擦网,印刷一块单板.测量每块单板的参数.
步骤4:回流情况.锡膏回流后对不同锡膏的效果进行定性和定量的比较.定性的如焊点的光泽度/光滑、元器件润湿、焊盘铺展、焊球数量等,定量所测量的参数如短路数量、墓碑数量、面数组焊点空洞百分比等,这些可以通过统计方法来分析[4].
Indium公司的锡膏4步评估法特别适用于对5种左右锡膏的评估.但当确定了唯一的替代锡膏后,大多还会通过小批量的真实生产进行最后的实际生产性的测试评估.
此时要注意的是:①新锡膏应和现有锡膏选择相同条件和方法进行测试.②选择生产的产品应具有更密的脚距或更复杂的元件,这样可以更好地对比新老锡膏的性能.③选择一个适合的批量,一般大于50但小于500.④以下参数的测试是必须的:可印刷性、塌落形态、粘性、粘性寿命、可焊接性、残留水平和可清洁性等.并且,为了精确评估材料变化的效果,必须详细记录测试的环境和所有发生的缺陷,如:测试时的工厂情况(温度、湿度、操作员、板的批号、锡膏等)、产品的缺陷及返工的特殊原因(如焊锡不足、开路、锡桥、墓碑、熔湿差、引脚不共面、元件没放准和元件丢失等).根据以上的测试数据、环境记录、合格率分析,就可以得出一个详细的评估报告.
3 SAC105MN锡膏替代SAC305锡膏的评估举例
根据以上4步,某公司近期完成了SAC105MN锡膏替代SAC305锡膏的评估.现公司使用的是SP601T4无铅锡膏,合金为SAC305(Sn-3Ag-0.5Cu),该锡膏合金中Ag是贵金属,占总成本的1/2.近年随着金属成本的上升,SAC305价格也随之上涨,为降低成本,公司准备选用低银焊料SAC105MN,为此,公司对SP601T4和它的升级版SP601+T4(合金为SAC105Mn (Sn-1Ag-0.5Cu))进行了评估测试.
根据SP601T4和SP601+T4的产品手册描述,两种锡膏均根据J-STD-005(IPC-TM-650)和J-STD-004A (IPC-TM-650)进行了助焊剂类型、诱导腐蚀性、卤化物含量、塌陷、锡球、润湿性等测试,测试结果均合格.并且Indium公司提供了SAC305、SAC105+Mn的跌落、动态弯曲、热循环、循环弯曲等试验的研究数据.在此基础上,公司使用同样的印刷参数和炉温曲线设置,分别生产了500片手机板,接着经过相同的其他工艺流程完成了手机全部组装后,对手机成品进行了功能测试,数据对比如表3所示.
综合以上各项指标,可以看出SP601+T4在各方面的性能均略优于SP601T4,公司可使用SP601+T4代替SP601T4,但是首批大批量生产时需要重点关注.
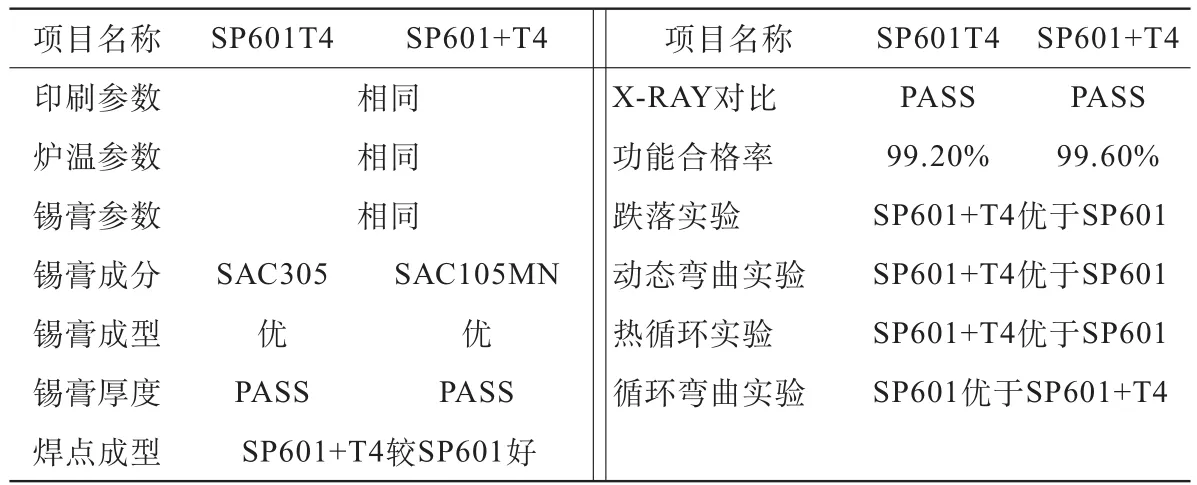
表3 SP601T4与SP601+T4综合性能对比表
4 结 论
本文对无铅锡膏从初步选择到重点评估,直至最终确定使用进行了详细分析.特别注重各种评估方法的系统性和实际操作性.根据这个有效而又简练的方法可以完整地评估焊膏的各种性能,保证选到最好的焊膏.由于焊后缺陷中有50%~70%是与钢网印刷工艺相关的,所以绝大多数的锡膏评估应当放在印刷工艺上.选择最好的焊膏将确保最高的直通率,并为电子产品的高质量提供最好的保障.
[1] 薛竞成. 无铅技术系列文章四:无铅合金和焊料[EB/OL]. (2005-03-01)[2011-08-18]. http://www.cqvip.com/Main/Detail. aspx?id=15863899.
[2] 车固勇. 关于锡膏粘度特性与印刷工艺参数的关系实验报告[EB/OL]. (2005-06-01)[2011-08-18]. http://www.cqvip.com/QK/ 85517X/200506/20830789.html.
[3] SMTHome Discussion Group. 锡膏评估验证流程[EB/OL]. (2007-02-07)[2011-08-18]. http://www.smthome.net/bbs/readhtm-tid-122480.html.
[4] TIMOTHY J. 简化无铅切换的焊膏评估方法[EB/OL]. (2005-12-29)[2011-08-18]. http://www.smthome.net/bbs/read-htmtid-62679.html.
