定量出铝的自动控制
2011-01-09张宝树刘玉文
张宝树,刘玉文
(承德石油高等专科学校教务处,河北承德 067000)
定量出铝的自动控制
张宝树,刘玉文
(承德石油高等专科学校教务处,河北承德 067000)
在简要介绍定量出铝手动控制的基础上,重点介绍了定量出铝自动控制的基本原理和实现方法,同时介绍了定量出铝控制器的主要功能,并给出了定量出铝自动控制的试验结果。
电解铝;定量;自动控制
在电解铝生产过程中,需要将电解车间生产的铝液及时定量地运送至铸造车间,以保证生产过程连续稳定地进行。随着铝电解生产技术的发展,出铝技术也需要不断进步,使电解铝生产企业的产品质量、经济效益以及出铝工的劳动强度得以改善。
1 手动控制定量出铝
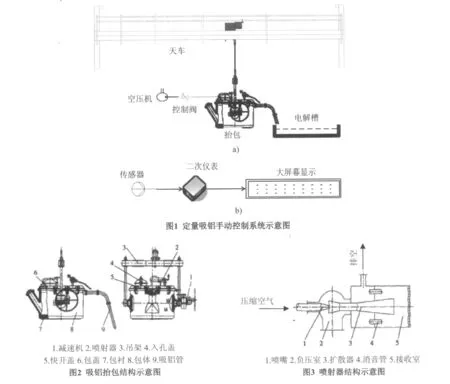
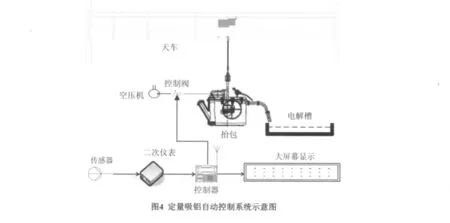
目前电解铝生产企业大多采用的出铝方式是手动控制定量出铝,系统如图1所示。图a)为压缩空气出铝部分,主要包括天车、空压机及压缩空气管路、出铝抬包和电解槽;b)为电子称重部分。称重传感器安装在天车与抬包之间,其输出的重量信号经过二次仪表处理后,在大屏幕上显示抬包内铝液的净重。抬包是一个可以形成负压的密封罐,其结构如图2所示,其关键部件是负压发生装置—喷射器,其结构如图3所示。
出铝时,将压缩空气管路接至出铝抬包,并将吸铝管插入电解槽的铝液中,启动压缩机并接通控制阀,压缩空气进入喷射器。压缩空气通过喷射器的收缩喷嘴后,在负压室形成一束高速射流,吸卷负压室内的空气一起进入扩压管,在扩压管内扩压减速后进入接收室,最后在接收室内消音后排出。由于射流的卷吸作用,使得射流周边空气压力降低,抬包内的空气不断补充进负压室,因而在抬包内形成负压。电解铝液在负压的作用下不断被吸入抬包内。当关闭控制阀压缩空气停风后,抬包在剩余负压的作用下,继续吸入一部分的铝液,直至负压衰减完为止。
在出铝定量控制中,需要满足如下关系式:

式中,M1为停风前已经吸入的铝液重量;M2为停风后剩余负压所吸入的铝液重量;M为定量。
根据工艺要求,一包铝液一般要求从3~4个指定的槽中吸得,每槽都有各自的定量,以往采用手动控制定量出铝时,在开始吸铝后,地面的出铝工必须关注电子秤显示重量的增加速度,并根据速度的快慢估计出一个提前量M2。当吸入重量在到达M1=M-M2时,出铝工呼叫天车司机关闭气路电磁阀,高压空气射流停止。由于出铝工往往估计不准吸铝速度,所以实际上停风后剩余负压所吸入铝液的重量与估计的提前量M2相比有较大误差。
在若干个结构相同的抬包中,由于制造或维修上的原因,其密封程度存在较大差异;即便是同一抬包,每次浇包后快开盖的密封效果也不一样;因此,每次吸铝时抬包的密封程度往往是不同的,在抬包内形成的负压也是不同的,吸铝速度相差很大。
在每一槽的吸铝过程中,从开始到结束,包内剩余空间逐步减少,空气温度逐步升高,因此其吸铝速度是逐步加快的;当然,压缩空气压力的波动,对吸铝速度的影响更是直接的。
由于吸铝速度在每次吸铝时的不确定性,所以在采用手动控制定量吸铝时,出铝工通过观察吸铝的快慢并根据经验估计出的提前量M2很难精确到较高程度,结果造成手动控制的定量效果一般较差。
为了尽可能地减小定量误差,一般电解铝生产企业对出铝工的手动控制精度制订了惩罚制度,力图保障吸铝的定量精度。实际上,尽管出铝工很小心,可毕竟是人为控制,超差的情况还是时有发生,影响了产品质量、经济效益;同时,由于出铝过程中出铝工必须小心加小心地盯着重量显示屏,精神压力和劳动强度较大,可还是难免因超差而受罚,影响了出铝工的工作情绪。
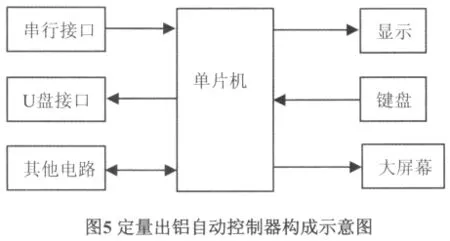
如果能够比较准确地测量出吸铝速度,计算出提前量M2,在吸铝到达M1=M-M2时自动关闭气路电磁阀,相信能够取得比较高的定量精度。定量吸铝自动控制系统如图4所示。
2 基于单片机测量出铝速度的定量控制
假设在时刻t停风,停风前后时刻的负压(设为:Pt-、Pt+)是连续且相等的,即Pt+=Pt-,则M2与Pt+直接相关,也就是与Pt-直接相关,而Pt-又通过该时刻的吸铝速度(设为:Vt-)直接表现出来。因此可以假设关系式(2)成立:

式中K为待定的比例系数,可以通过试验的方法求得合适值。计算出M2后,即可求得M1。当吸铝重量到达M1时刻(相对于定量M,提前量为M2),控制器关闭控制阀,应该能达到定量出铝的目标。
然而停风时刻t是未知的,因而停风前的吸铝速度Vt-是不确定的。笔者在设计中以吸铝量在定量的40% ~60%之间的平均吸铝速度充代停风前的吸铝速度Vt-,取得了比较好的定量效果。设:
V为吸铝过程中吸铝量在定量的40%~60%之间的平均吸铝速度,单位为kg/s;K为比例系数,其大小理论上相当于以吸铝速度V吸入提前量M2的铝液所需要的时间(单位为s),实际中采用试验的方法求得合适值。

设:t1为吸铝到40%定量时的时间值,t2为吸铝到60%定量时的时间值,则吸铝速度V的计算公式为:

即当吸铝到40%定量和60%定量时,先后读取并保存时钟的时分秒值t1和t2;按公式(4)求出这段时间的平均吸铝速度V,再按公式(3)求出提前量。当吸铝量到达M1=M-M2时,控制器关闭控制阀。
3 定量出铝自动控制的实现
定量出铝自动控制器构成如图5所示。单片机采用WINBOND公司的W77E58,U盘接口采用南京沁恒电子公司的U盘文件读写模块CH375,其他电路主要包括时钟DS12887、掉电保持数据存储器AT28C64B等。
槽号和定值可由操作者通过键盘设定,也可由上位机通过无线通信传送给控制器;槽号、定值和实际重量分三行LED数码显示,可对现有的料单进行查询、修改、删除或增加操作;自动保存每槽吸铝的日期时间、定值和实际重量,存储器一次最多可存储320槽,掉电不丢失,存满报警提示。称重传感器将重量变换为模拟电信号送给二次仪表,二次仪表将模拟电信号变换为RS422串行数据通过串行接口送给控制器;RS422串行输出接大屏幕,实时显示吸铝重量和累计值。每一槽吸铝完成后,吸铝时间、定量和实际重量自动保存在数据掉电保持存储器中,用户可每隔一段时间通过U盘读取这些数据,转存到电脑上,也可由上位机通过无线通信采集这些数据,还可选配微型打印机输出。
4 定量吸铝自动控制的误差分析
表1为包铝四期某台天车采用定量出铝控制器后的出铝数据,误差比安装定量出铝控制器前减小明显(手动控制误差平均在50 kg以上),控制效果得到了企业的认可。经过定量出铝控制器在该厂八台天车的推广应用,明显改善了产品质量和经济效益,减轻了出铝工的劳动强度和精神压力。
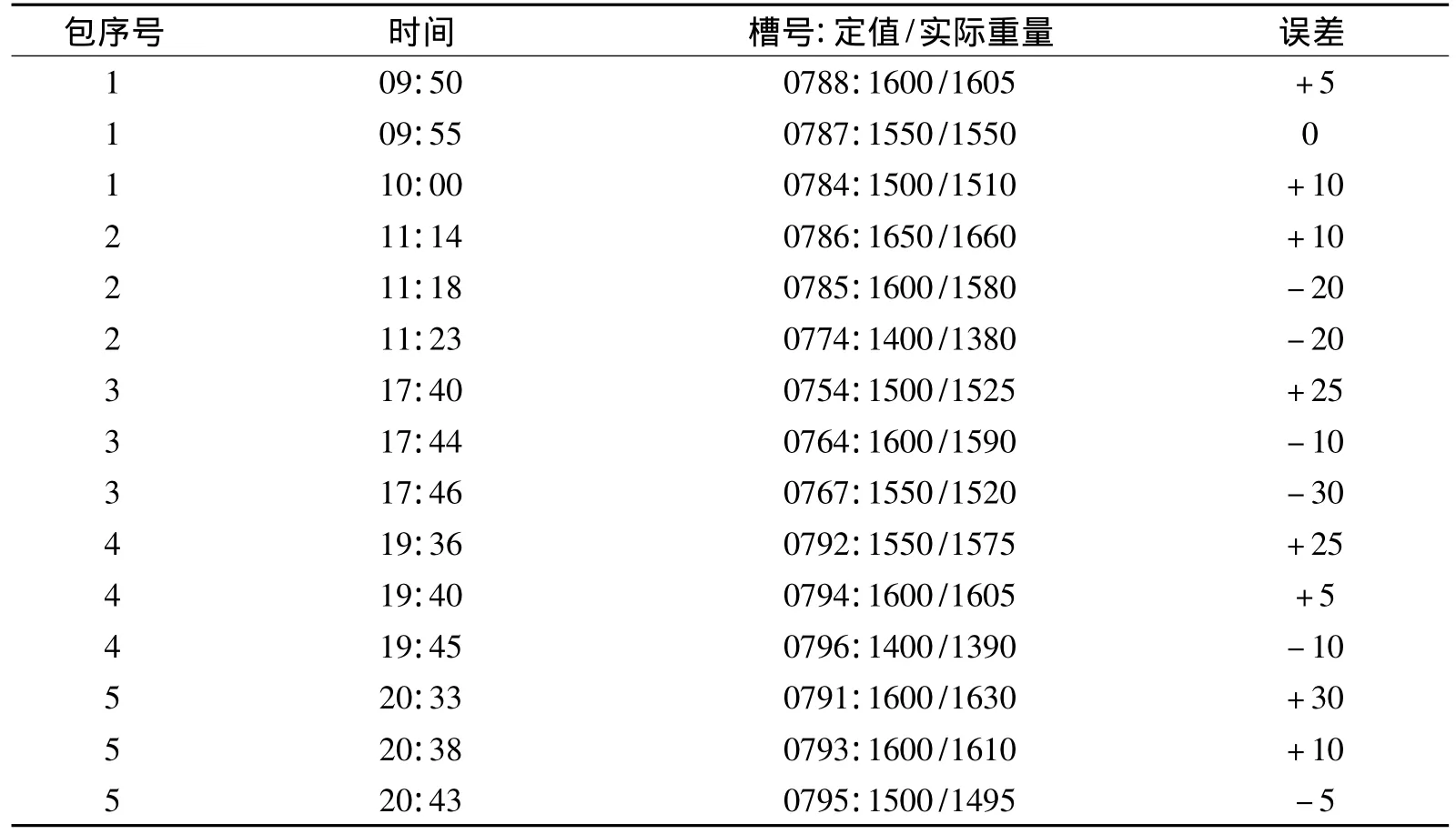
表1 包铝四期定量吸铝自动控制的试验结果
从表1可以看出,尽管采用了基于单片机测量吸铝速度的定量出铝自动控制器,实际上仍然存在着一定的误差。这些误差笔者认为主要来源于两个方面:一是从测量到控制的滞后时间,主要包括传感器的反应时间、二次仪表的数据处理时间、自动控制器的程序扫描周期、信号的传递时间、电磁阀的执行时间等;二是由于在每槽的吸铝过程中,包内剩余空间逐步减少,空气温度逐步升高,因此其吸铝速度是逐步加快的;压缩空气压力的波动,对吸铝速度的影响更是直接的。所以吸铝速度在吸铝过程中并非是一致的,造成控制器测量出的吸铝速度V与停风前的吸铝速度Vt-时常存在不定差别。
[1] 王桂芝.铝电解槽的压缩空气出铝[J].轻金属,1999(1):36-38.
[2] 李少雄.大型吸铝真空抬包的研制与开发[J].中国铸造装备与技术,2005(3):50-51.
[3] 庾莉萍.铝土矿、氧化铝和电解铝产业链市场及利润流向[J].有色金属加工,2008(1):5-7.
Automatic Control of Quantitative Al-out
ZHANG Bao-shu,LIU Yu-wen
(Deaprtment of Teaching Affairs,Chengde Petroleum College,Chengde 067000,Hebei,China)
After introducing briefly the methods of manual control of quantitative aluminum,this paper focused on the basic principles and realization methods of automatic control of quantitative aluminum,and introduced the main function of the controller at the same time.Then it gave the test results of automatic control of quantitative aluminum.
aluminum electrolysis;quantitative;automatic control
TG3
B
1008-9446(2011)02-0049-04
2011-03-18
张宝树(1964-),男,河北省兴隆县人,承德石油高等专科学校教授,工程硕士,主要从事教学管理和电子技术应用研究等工作。
