WP7缸盖内腔铸造缺陷的控制
2011-01-06季顺业齐亚平赵亚芹
梁 泉,杨 华,季顺业,齐亚平,赵亚芹
(1.山东大学材料科学与工程学院,济南 250061;2.潍柴动力股份有限公司,山东潍坊市 261001)
WP7缸盖内腔铸造缺陷的控制
梁 泉1,2,杨 华1,季顺业2,齐亚平2,赵亚芹2
(1.山东大学材料科学与工程学院,济南 250061;2.潍柴动力股份有限公司,山东潍坊市 261001)
针对我公司新开发的WP7缸盖铸件内腔出现的烧结、脉纹、残留砂等问题,从制芯覆膜砂材料、涂料等入手进行试验分析:最后确定采用高温低膨胀的覆膜砂和3861涂料有效解决了WP7缸盖内腔烧结和脉纹缺陷;并从制芯覆膜砂常温抗拉强度、溃散性及清理工艺方面进行分析试验,确定了适当的覆膜砂常温抗拉强度和铸件清理工艺方案,有效地解决残留砂的问题。
缸盖;铸造缺陷;覆膜砂;溃散性
WP7柴油机是潍柴动力股份有限公司新开发的产品,其缸盖为连体形式,每件重90kg,铸造工艺采用平浇,内浇道是采用顶注和中注结合方式;浇注温度在1410~1430℃之间,在试生产时铸件内腔质量达不到工艺要求,主要原因是内腔夹层芯局部烧结、脉纹、内腔残留砂等缺陷。
1 内腔烧结、脉纹缺陷分析与解决
WP7缸盖内腔缺陷主要是形成水腔的上、下夹层芯易产生烧结及脉纹,特别是上夹层芯结构复杂,芯子壁厚不均匀,最薄处只有4.5mm,如图1。对于内腔局部烧结、脉纹缺陷,分析认为主要是夹层芯子所使用的覆膜砂高温性能不够,浇注时受高温铁液烘烤造成砂芯受热膨胀、开裂,产生局部烧结或脉纹。

1.1 低膨胀KFND覆膜砂试验
开始验证生产时夹层芯所用覆膜砂的原砂是经过焙烧的普通硅砂,发现内腔烧结、产生脉纹缺陷比较严重。后来采用北京仁创的加入一定量宝珠砂的KFND覆膜砂,由于宝珠砂主要成分是氧化铝,耐火度≥1790℃,热膨胀率为 0.13%(1000℃加热 10min),所以对解决内腔烧结和脉纹有较好的作用。用含有宝珠砂的KFND覆膜砂在WP7缸盖上、下夹层芯制芯,涂料用原来的福士科涂料,铸件内腔烧结、脉纹得到很大的改善(解剖如图2)。

1.2 3861涂料的使用
此前我们使用的某公司的涂料,在浸涂后涂料浸入芯子内比较多,涂料烘干后表面强度较低。基于此,我们改用杜伦斯涂料有限公司的3861涂料在WP7缸盖进行试验,试验结果如表1。
经过以上数据比较可以看出,用流量计测量在同样浓度下,3861涂料在芯子的涂层厚度高于此前使用的涂料。芯子烘干后涂料浸入芯子内的厚度也小于此前;在同样的烘干条件下,用3861涂料的砂芯残留水分为0.3%~0.4%,而此前为0.35%~0.6%。
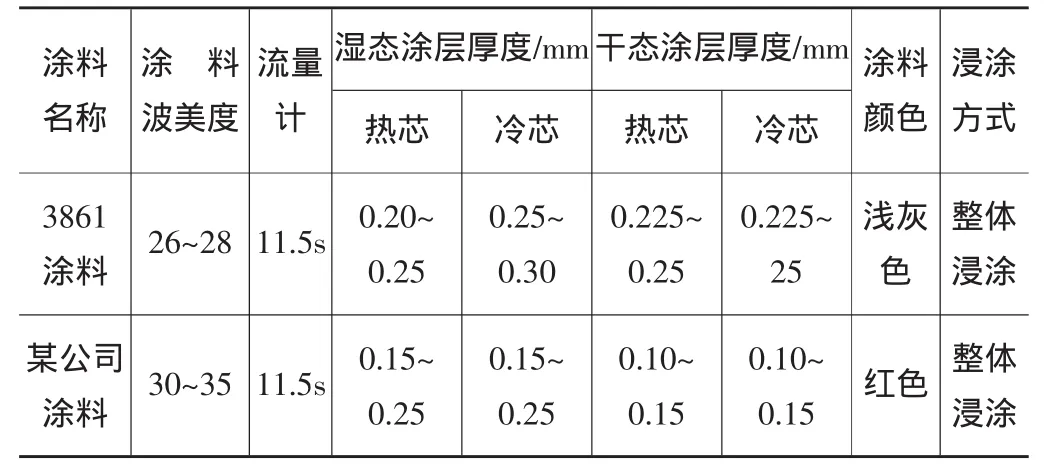
表1 3861涂料和某公司涂料浸涂参数比较
用涂挂层厚和表面强度高的3861涂料,夹层芯砂用KFND覆膜砂产生的WP7缸盖内腔质量得到彻底解决,缸盖内腔没有烧结和脉纹缺陷,但下夹层芯有少量残砂,在铸件上有少量黑色粉末,我们认为是涂料的残留物,对铸件内腔质量影响不大(如图3)。

1.3 制芯工艺分析
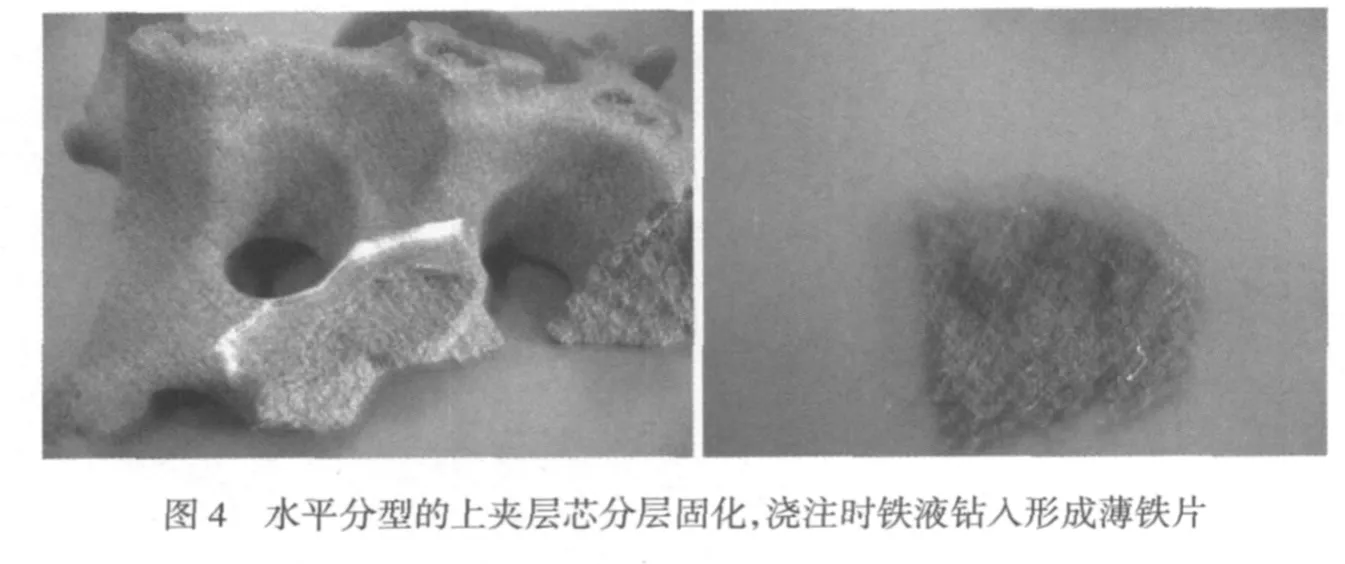
WP7缸盖主要出现问题的芯子是上夹层芯子,上夹层芯子使用的是水平分盒的热芯盒制芯,这种制芯方式适合比较大的芯子。由于水平分盒射砂嘴比较多,芯子修磨多,而且水平分盒还易产生分层固化,浇注时铁液易钻入芯子里面,在内腔产生薄铁块(如图4)。要想减少芯子分层固化,除了在制芯操作中控制好加热温度、射砂压力之外,选择射砂方式也很重要,垂直分盒制芯比水平分盒制芯不容易出现分层固化。
2 内腔残留砂问题分析与解决
2.1 覆膜砂溃散性影响
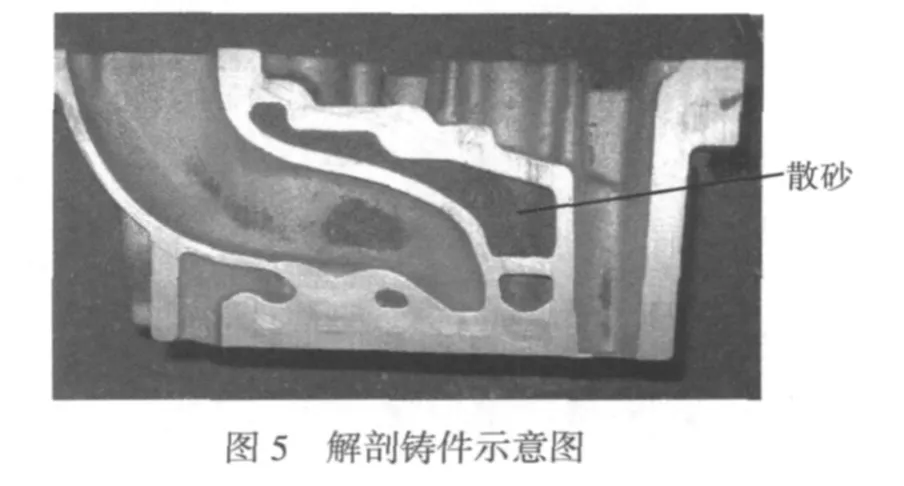
覆膜砂的溃散性与原砂的粒度、原砂的成分、树脂的质量、树脂的加入量等有关,但在其它原材料不变的情况下,树脂加入量越大,常温抗拉强度越高,溃散性越差。我们在开始试验KFND覆膜砂时用的常温抗拉强度是5.9MPa,内腔残留砂很多(如图5),而且砂子残留强度高不易清除。从覆膜砂常温抗拉强度标准规定看,常温抗拉强度只要能满足制芯和修芯要求即可,不宜太高,一般为3.6~4.0MPa。
2.2 清理工艺
由于WP7缸盖是新开发的,没有专用清理设备,只是借用原来的清理设备;试生产时我们采取两种清理方案,分别如下:
方案一:贯通抛丸→震击→细清→震击取芯;
方案二:履带抛丸→细清→震击取芯。
在试验过程中方案二优于方案一,但方案二由于履带抛丸容量较小,一次只能抛一件,不适用批量生产,而且震击取芯机是借用的,效果也不太理想。
重新考虑清理工艺,新增加一台专用震击取芯机,用鼠笼式抛丸机,工艺改为:贯通抛丸→震击取芯→细清→鼠笼抛丸。此清理工艺有效地解决了WP7缸盖内腔残留砂问题。
3 结论
(1)低膨胀的覆膜砂和优质涂料能够有效减少内腔烧结和脉纹问题。
(2)砂芯质量和制芯工艺的选择也是提高缸盖内腔质量不可缺少的措施。
(3)覆膜砂的常温抗拉强度并不是越高越好,只要能满足制芯和修芯要求,常温抗拉强度越低,覆膜砂溃散性越好,清理残留砂越容易。
(4)合理的清理工艺和好的清理设备是解决残留砂有效地措施。
[1]江贤波,周杰,邵丁伟.发动机缸体缸盖覆膜砂性能研究与优选.铸造技术,2006(10).
[2]张才元,胡世荣,杜祖恒.酚醛树脂的抗氧化易溃散及防脱壳性能探讨.中国铸造装备与技术,2002(2):44-45.
Control of Foundry Defects on Inner Cavity of Model WP7 Cylinder Head
LIANG Quan1,2,YANG Hua1,JI ShunYie2,QI YaPing2,ZHAO YaQin2
(1.School of Material Science&Engineering Shandong University,Jinan 250061,Shandong China;2.Wufang Diesel Engine Power Co.Ltd.,Wufang 261001,Shandong China)
Aiming at defects on inner cavity of Model WP7 cylinder head newly developed by our company,experiments and analysis on resin coated sand for core making,coatings etc.have been done.Resin coated sand with low expansion at high temperature and#3861 coating have been determined and an effective solution to problem as sintering and vein.Experiments and analysis on room temperature tensile strength of resin coated sand,collapsibility and cleaning technology have led to proper tensile strength of resin coated sand and cleaning hence residual sand problems solved.
Cylinder head;Foundry defects;Resin-coated sand;Collapsibility
TG245;
B;
1006-9658(2011)03-3
2011-01-21
2011-009
梁泉(1978-),男,工程师,主要从事铸造工艺设计