小口径钢瓶内腔喷丸清理工艺与设备
2011-01-05魏丽华宋有军吴寿喜庞丕杰
魏丽华,宋有军,张 伟,吴寿喜,庞丕杰
(1.青岛海纳重工集团公司,山东青岛市 266032;2.青岛开世密封工业有限公司,山东青岛市 266033)
小口径钢瓶内腔喷丸清理工艺与设备
魏丽华1,宋有军1,张 伟1,吴寿喜2,庞丕杰1
(1.青岛海纳重工集团公司,山东青岛市 266032;2.青岛开世密封工业有限公司,山东青岛市 266033)
介绍了一种小口径(最小ø15.5mm)钢瓶内腔压缩空气喷丸清理技术与设备,阐述了其工作原理、总体结构及主要组成、技术关键及解决方案,为钢瓶制造业提供了一种有效的工艺手段。
钢瓶;喷丸清理机
钢瓶制造过程中通过高温加热进行冲压、收口等成形工序,内腔产生了大量坚硬的氧化皮,这些氧化皮如果不在制造过程中彻底清除,就会在钢瓶使用中逐渐脱落,给钢瓶的维修、使用造成严重不良后果。相对于钢瓶外壁,内腔特别是小口径钢瓶内腔的清除难度更大,需要深入内腔进行清理。
传统的清除氧化皮多采用酸洗、磷化等化学工艺方法,但此种方法不仅生产效率低、清除效果差,而且劳动条件差、环境污染比较严重。所以,采用物理方法即利用压缩空气喷丸处理进行去除,越来越多地被使用,这种方法可提高生产效率和清理效果,而且有利于环境保护。
本文介绍针对小口径钢瓶(最小口径为ø15.5mm)内腔氧化皮清理,研发的一种喷丸设备。
1 工作原理及组成
1.1 工作原理
本设备共设置两个工位,在第一个工位喷钢瓶的下部分,在第二个工位喷钢瓶的上部分。工作时,钢瓶首先被放置在第一工位旋转机构上,压紧机构气缸下降压紧,钢瓶旋转,喷枪喷丸同时升降,完成一个行程后喷枪停止喷丸。压紧机构气缸上升,钢瓶从第一个工位上移动到第二个工位旋转机构上进行喷丸。经过两个工位后钢瓶结束喷丸清理。
1.2 组成
本设备主要由卸料器、喷丸器、喷枪、升降机构、工件旋转机构、工件压紧机构、气源处理系统、除尘系统、电气系统等几部分组成。图1为钢瓶内腔喷丸清理机总图。

2 技术规格
工件(直径×高):ø76.3mm×330mm
ø140mm×900mm
ø190mm×980mm;
工件最小口径:ø15.5mm;
生产率:1~4min/件;
喷枪:2支,同时升降
升降速度 0.5~1.5m/min
最大升降高度1000mm;
工件转速:20~60r/min;
压缩空气:0.5~0.6M P a;
除锈等级达到Sa2以上。
3 技术关键及解决方案
3.1 技术关键
针对钢瓶特别是小口径钢瓶内腔氧化皮清除难度大的问题,确定如下技术关键:
(1)如何保证喷丸均匀、清理质量好且效率高的难题。
(2)开发新型、高效的适用于小口径钢瓶内腔喷丸处理的喷丸器,以保证喷丸稳定。
(3)由于钢瓶口径过小,所以清理过程中容易造成钢丸回流不畅、滞留钢瓶内而影响后续清理的难题。
(4)为满足生产率要求,喷枪及工件运转机构应合理、可靠。
3.2 解决方案
3.2.1 采用双工位喷丸方式
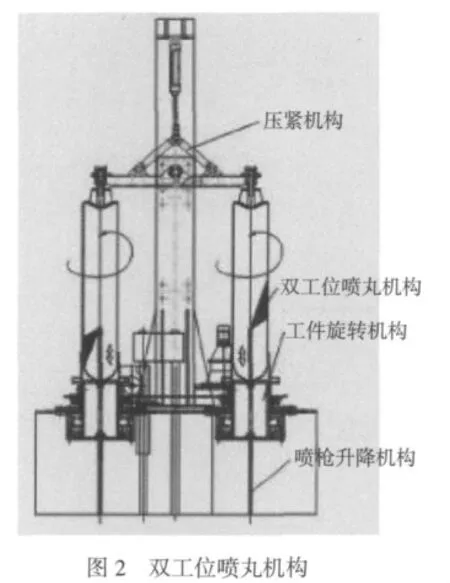
对钢瓶尤其是小口径钢瓶内腔进行表面清理,应首选压缩空气喷丸的形式,并且采用双工位喷丸方式以达到最佳的清理效果。第一工位主要喷钢瓶下部分,第二工位主要喷钢瓶上部分。两个工位喷嘴结构不同,喷丸过程中钢瓶旋转,两支喷枪同步升降,以保证钢瓶内腔所有表面喷丸均匀。图2为双工位喷丸机构。
3.2.2 采用压入式喷丸器
为使喷丸稳定,采用压入式喷丸器。通过对现有国内外喷丸器的性能指标的分析,取长补短,重新设计了喷丸稳定、适用的小型双枪喷丸器。该喷丸器主要由筒体、钟罩阀、进气管、筒体与喷枪进气阀(二位二通截止阀)、排气阀(二位三通电磁阀)、料位计、混合室等组成,见图3。

该喷丸器主要特点有:
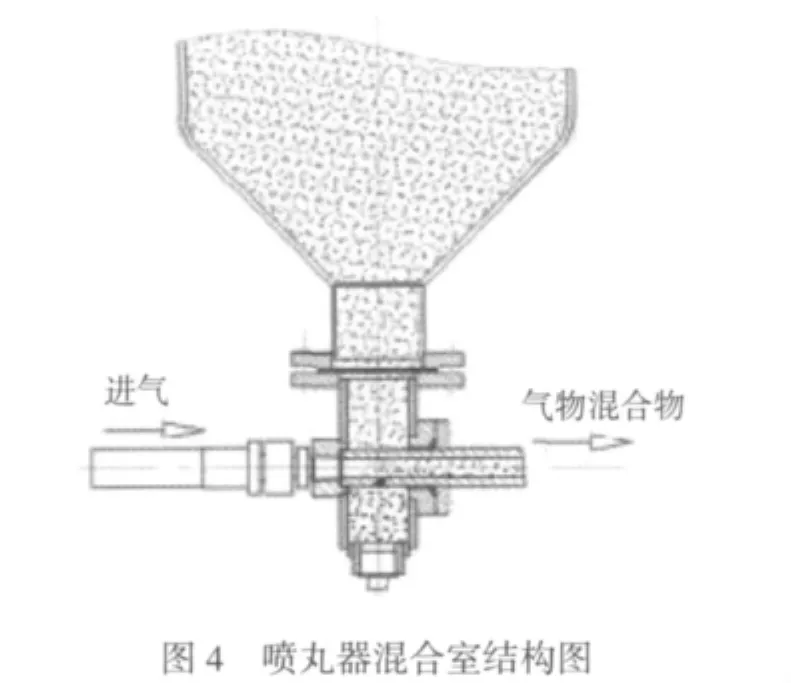
(1)喷丸器下部的混合室采用先进的“小孔吸入式”结构,满足了混合均匀、稳定、连续无间歇的要求并且结构简单,可靠性高,见图4。
(2)采用多点(处)排放的排气管路,使排气更加顺畅、迅捷,大大降低了排气管的堵塞(见图3)。
(3)采用封闭式排气方式,大大降低了排气的噪音,同时也避免了传统消音器排气时钢丸的飞溅(见图3)。
3.2.3 风力输送循环系统
针对该设备喷丸量小的特点(喷丸量为15~20kg/min),采用了风力输送循环系统。参考喉管式结构,物料由喷枪喷出流入收丸室底部,在高压风机的大力吸引下经管道进入卸料器,大颗粒沉积到卸料器底部备用,小颗粒经卸料器顶部除尘口排到除尘室。整体结构简单紧凑。
此弹丸循环系统采用高压风机吸取、流量控制和快速回收的方法,有效解决了弹丸滞留钢瓶内的难题。
3.2.4 喷枪升降机构,工件旋转、压紧机构
如图5所示。喷枪升降机构由减速机、齿轮齿条、支撑架等组成。两支喷枪的支撑架交叉设置,由一根升降杆带动上升与下降,实现两支喷枪同步工作。

工件旋转机构由减速机、链轮、链条等组成。为适应不同规格钢瓶内腔的喷丸处理,该机构中设置了不同规格的尼龙护套。尼龙护套外壳采用互换方式,更换方便、迅速。
工件压紧采用曲柄连杆机构对小型钢瓶进行压紧,该机构由气缸带动上升与下降。对于不同长度钢瓶的压紧,气缸底座高度可调节。该结构简单实用、操作方便。
4 喷丸工艺
(1)采用小粒度(≤0.4mm)、高硬度(平均硬度为HRC60)的钢砂作为喷丸磨料,来保证最佳的清理效果;
(2)压缩空气管路中设置减压阀,以调节系统空气压力进而调整弹丸的喷射速度(调整范围约为50~75m/s);
(3)对不同规格的钢瓶,电气控制中设定不同的喷丸时间,设定时间为60~240s。对不同长度的钢瓶,可通过调节喷枪接近开关的位置来控制不同的升降高度,调整高度为700mm。
5 结束语
通过对小口径钢瓶内腔喷丸清理设备与喷丸工艺的研究,解决了钢瓶内腔清理难度大、效果差的问题,为钢瓶制造业提供了一种切实可行的内腔处理工艺方法和手段。
Technology and Equipment of Shot Blasting Cleaning for Inner-W all of Small Caliber Steel Cylinder
WEl LiHua1,SONG YuoJun1,ZHANG Wei1,WU ShouXi2,PANG PiJie1
(1.Qingdao Haina Heavy Industry Group Com pany,Qingdao 266032,SHandong China;2.Qingdao Kaishi Sealing Industry Co,Ltd,Qingdao 266032,SHandong China)
The technology and equipment of p ressed air shot b lasting Cleaning machine for inner-wall of small caliber(m in ø15.5 mm)steel cylinder have been introduced w ith expourd ing of work p rincip le,general arrangement and structure constituent,as well as key technology and solution measures hence an effective technological p rocess for manufacture of steel cylinder.
Steel cylinder;Shot b lasting c leaning machine
TG234+.4;
B;
1006-9658(2011)02-3
2009-12-28
2009-173
魏丽华(1974-),女,工程师,研究抛喷丸工艺及设备
