浅析英标、加标、美标螺纹钢的开发与生产
2011-01-04刘艳明天铁轧二制钢有限公司进出口部天津300400
刘艳明 (天铁轧二制钢有限公司进出口部,天津 300400)
浅析英标、加标、美标螺纹钢的开发与生产
刘艳明 (天铁轧二制钢有限公司进出口部,天津 300400)
天铁轧二制钢有限公司于2004年前后成功研制开发了英标BS4449—1988 GR 460级别钢筋、符合加拿大CSA G30.18-M92标准要求的400W级别钢筋及符合美国ASTMA615 GR 60级别钢筋。对以上标准的化学成分、外形尺寸、技术要求上的异同和特点进行了分析对比,指出了钢坯采购的化学成分要求差别,及轧钢工艺对性能的影响,为今后生产多种标准的钢材提供了依据。
加标 美标 英标 钢筋 力学性能 化学成分 外形尺寸 对比
1 前言
自2004年以来,国际市场钢材价格及需求大幅攀升,中国钢材市场逐渐由进口型转化出口型。而国内钢材市场价格低迷。时值我公司成功完成连续棒材生产线的升级改造,我公司凭借自1965起生产建筑用螺纹钢筋的多年经验和专业技术人员专业技术,成功针对不同国际市场需求研发了BS4449 GR 460级英标螺纹、ASTM A615 GR 60级美标螺纹及CAN/CSA-G30.18-M92 400W级加标螺纹钢生产。2004—2008年期间成功向国际不同地区出口英标、美标、加标合格螺纹钢筋百余万吨,成功地抓住了市场契机,占领了国际市场。
BS4449 GR 460级英标螺纹、ASTM A615 GR 60级美标螺纹及CAN/CSA-G30.18-M92 400W级加标螺纹钢与我国GB1499—1998的HRB 400钢筋类级别相似,同时适应了国际建筑业使用高强度热轧钢筋提高建筑物的安全性、经济性、环保性的趋势。但标准之间又各有不同。我公司对3种标准产品进行开发生产,均取得了成功。
2 BS G460、ASTM G60、CSA 400W 的技术要求及技术特点
2.1 化学成分与碳当量
BS4449 GR 460级钢筋的化学成分和碳当量要求见表1。
ASTM A 615 G60级钢筋对化学成分没有做具体要求,只要求对每炉钢进行化学分析,应测定钢中的表1 BS G460化学成分(熔炼成分) /≤%碳、锰、磷和硫的百分比含量。所测得的磷含量应不大于0.006%,用户对成品钢筋测得的磷含量不大于上述规定的25%。

C S P N C当量 Ceq 0.25 0.050 0.050 0.012 0.51注:如果化学成分最小铝含量为0.02%,或有其他足够的氮结合元素时,氮的最大值不适用;发出的证书通常不标出氮;碳当量值 =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
CAN/CSA-G30.18-M92 400W级钢筋的化学成分及碳当量要求见表2。表2 CAN/CSA-G30.18-M92 400W化学成分 /≤%

C Si Mn P S C当量Ceq 0.30 0.50 1.60 0.035 0.045 0.55注:碳当量=C+Mn/6+Cu/4-0+Ni/20+Cr/10-Mo/50-V/10
2.2 力学性能和工艺性能
BS4449 GR 460级钢筋的力学性能和工艺性能见表3。
ASTM A 615 G60级钢筋的力学性能和工艺性能见表4。
CSA 400W级钢筋的力学性能和工艺性能见表5
2.3 尺寸
BS4449 GR 460中对钢筋中筋的高度、方向等具体外形尺寸未作特别规定。
ASTM A 615 G 60和CSA 400W对横肋要求基本相同:
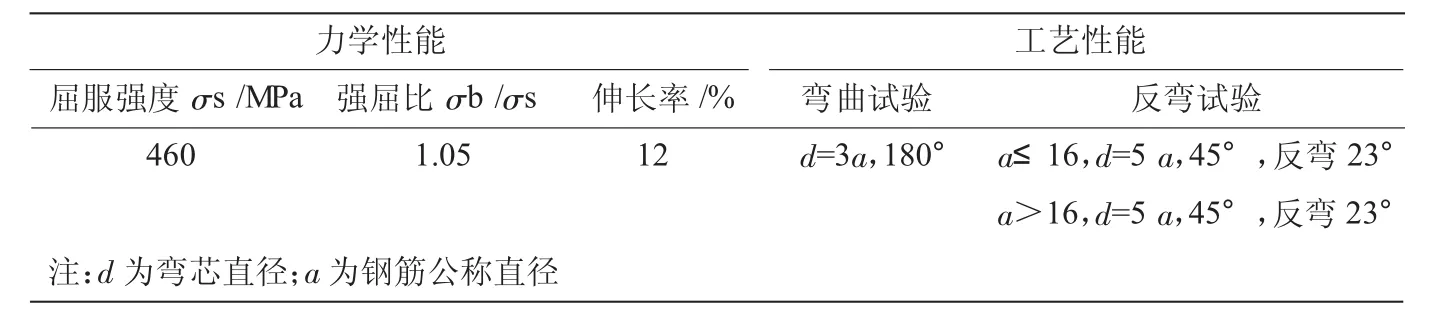
表3 BS GR460力学性能和工艺性能
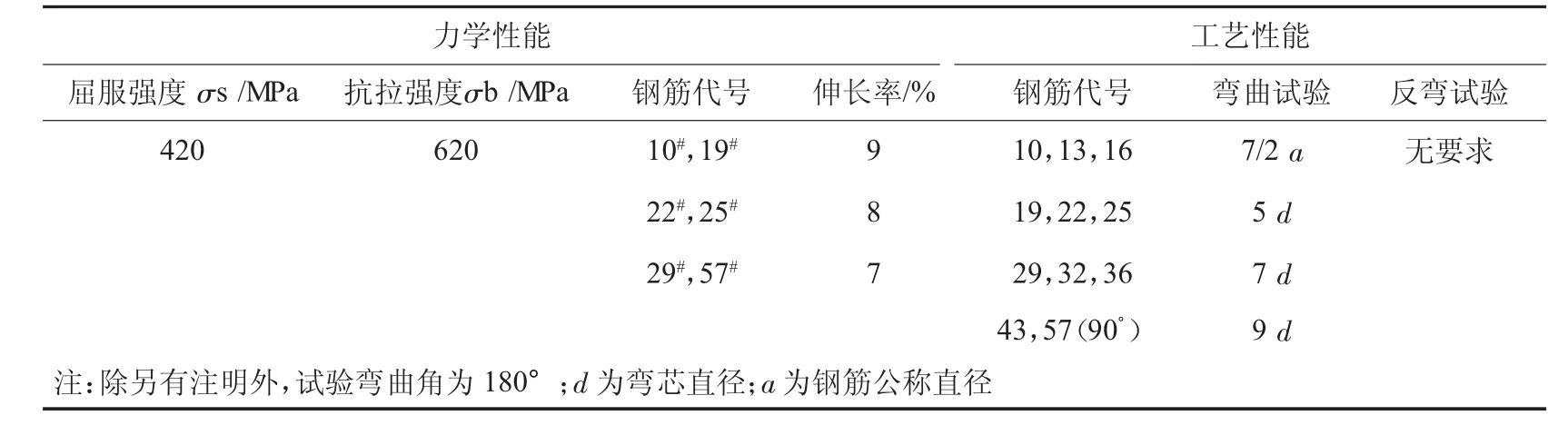
表4 ASTM A615 G 60力学性能与工艺性能
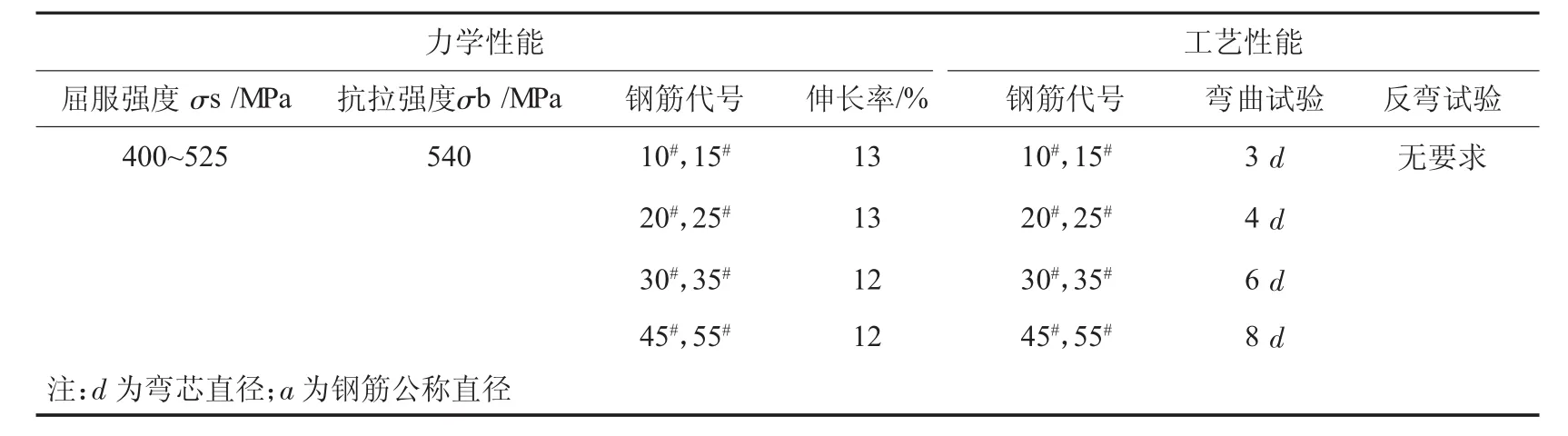
表5 CAN/CSA-G30.18-M92 400W力学性能与工艺性能
(1) 沿钢筋长度方向分布均匀,相对面横肋尺寸形状基本相同。
(2) 肋与钢筋轴线夹角不小于45°。当该角度为45°~70°时,相对面的肋在方向上应相反;当该角大于70°时,相对面肋的方向可以不相反。
(3) 每面平均肋间距不得大于公称直径的0.7倍。(4) 肋全长应确保相对肋的末端间距不大于公称周长的12.5%,如横肋末端终止于纵肋,则纵肋宽度视为间隙。当纵肋超过2条时,所有纵肋之和不得大于公称周长的25%,而且间隙之和亦不得大于公称周长的25%,公称周长为公称直径的3.14倍。
2.4 BS GR 460 、ASTM A 615 GR 60、CSA 400W 对比的各自特点
2.4.1 化学成分对比
英标螺纹标准BS4449 GR 460中除对P元素的上限有要求外,没有具体规定其他合金元素及成分范围。
美标螺纹标准ASTM A 615 G60也只对C、P、S上限提出限制并要求Ceq≤0.51%,没有对其他合金元素和成分范围作出规定。
而加标螺纹标准CSA 400W 除对C、P、S作出要求外,相对合金元素Si、Mn作出上限要求Si≤0.50%、Mn≤1.60%,但相对于英标、加标对Ceq上限要求有所放宽,只要求Ceq≤0.55%。
综上所述,加标对螺纹钢的化学要求最为严格,英标次之,而美标最为宽松,但美标对力学性能抗拉要求较高,对实际原料的成分选择应更为精准。
2.4.2 力学性能对比
BS 4449 GR 460B要求屈服强度σs≥460 MPa,为三个标准中最高,抗拉强度σb在460B中要求最为严格,只有 σb≥1.08σs,延伸率 δ≥12%。
ASTM A 615 G 60要求 σs≥420 MPa,σb ≥620,针对不同的钢筋直径δ要求不同,其中10#~19#要求δ≥9%;22#、25#要求 δ≥8%;29#~47#要求 δ≥7%。
CSA 400W对屈服强度的要求既有上限又有下限,σs为 400~525 MPa。抗拉强度 σb≥540 MPa,且σb/σs≥1. 15;延伸率根据钢筋直径不同,10 M~25 M≥13%,30M~55M ≥12%。
综上所述,英标对屈服强度要求最高(460 MPa),但抗拉强度要求较低,美标对屈服强度要求居中(420 MPa),但对抗拉强度(620 MPa)要求较高;加标对屈服强度要求最低(400 MPa),但其还有上限限制不能超过525 MPa,抗拉强度要求在540 MPa以上,且强屈比≥1.15。相对而言,加标对力学性能要求限制最为严格,美标抗拉强度要求最高,英标对屈服强度要求最高。
2.4.3 冷弯和反弯性能
传统的国内考核测试,由于它涉及到试卷命题的组织,打印试卷,考试流程安排,集体阅卷等诸多方面,考试组织时间很长,效率不高;人为阅卷等主观因素,对考试公平也造成了一定程度上的影响。传统的考试方式已经无法满足高校教育教学的客观要求。
BS 4449 GR 460对冷弯和反弯要求最为严格。冷弯弯曲角度最大为180°,弯芯直径最小,不分规格一律为钢筋直径的3倍。BS 4449英标中对冷弯的角度、弯芯半径及在再反弯角度都做出了详细规定。
ASTM A 615 G60冷弯要求根据钢筋直径增大,弯芯直径增大,弯曲要求降低。10#~16#钢筋弯芯半径为钢筋的3.5倍,19#~25#钢筋弯芯半径为钢筋半径的5倍;29#~36#钢筋弯芯半径为钢筋半径的7倍,以上牌号弯曲角度为180°;43#~57#钢筋弯芯半径为钢筋半径的9倍,且弯曲角度为90°。ASTM A 615 G60对反弯未做要求。
CSA 400W冷弯要求弯曲直径全部为180°,弯芯直径随钢筋规格增大而增加,弯曲要求降低。10M、15M弯芯直径为钢筋直径的3倍;20M、25M为其4倍;30M、35M为其 6倍;45M、55M为其 8倍。CSA 400W对反弯未做要求。
2.4.4 碳当量
BS 4449 GR 460对碳当量上限在3种标准中,最高为0.51%,加标400W为0.55%,而美标未作要求。相对于国内HRB400级钢筋,此3种标准对碳当量要求皆低,但强度要求更高,这对试制改造提出了更高要求。
2.4.5 交货状态
以上3种标准均未对钢筋的交货状态提出要求,所以可以是热轧状态,也可以是预热处理状态。这为我们进行穿水预热处理工艺轧制提供了可能,大大降低了成本。
2.4.6 外形尺寸与尺寸公差
英标BS GR 460中未对钢筋外形尺寸进行明确规定,而美标ASTM和加标CSA对钢筋肋的尺寸要求相当详细且基本一致,但英标、美标、加标钢筋的公称直径尺寸各不相同。这就要求我们在这3种螺纹的外形设计上要分别进行,且与国标GB1449—1998相比都更为严格。
3 BS G 460、A STM A 615 GR60、CSA 400W 的生产试制
3.1 生产工艺流程与主要设备特点[1]
天铁轧二公司生产英标BS 460、美标ASTM A615 G60和加标CAS 400W的主要工艺流程为:
冷钢坯(上料)→称重、测长→再加热→粗轧→剪切→中轧→剪切→精轧→轧后余热处理→倍尺分段→冷床冷却→冷飞剪定尺→精整工序。
天铁轧二公司为调坯轧材生产企业,我公司根据不同产品标准按照钢坯化学成分要求采购钢坯,在全连轧生产线进行轧制。天铁轧二公司于2002年引进意大利波米尼公司全连轧生产线,成品最高线速度18 m/s,年产量 70 万 t。
加热炉为步进梁式侧进侧出料蓄热式加热炉,燃料为天然气,有效面积20 m×12.76 m,加热能力130 t/h。此种加热炉热效率高,钢坯环氧烧损少且节能、环保。加热原料为150 mm×150 mm×6 000 mm和150 mm×150 mm×12 000 mm。
全线共18架平/立布置机组,分为粗、中、精轧机3组,每组各6架,全线无扭转。第14、16、18架轧机为平立可转换机架,以帮助实现带肋钢筋切分生产工艺的最佳化。轧机全部为红圈轧机(二辊短应力线轧机)。ø18及以上规格采用单线轧制,ø16及以下规格采用切分轧制。1~10架轧机为微张力轧制,10~18架为立活套控制(切分时末两架也采用活套轧制),实现无张力轧制,保证产品尺寸精度,产品尺寸偏差可达到1/3 DIN标准公差范围的水平。
3.2 根据英标BS 4449 GR 460B、美标ASTM A 615 G60、加标CAS 400W的技术要求、化学成分要求及其对交货状态没有要求,我公司凭借长期生产经验,采用 HRB 335(20MnSi)的基本成分,控制 C、Mn、Si含量符合各标准要求,采用穿水技术提高钢筋的屈服强度与抗拉强度,使钢材的延伸性及可焊性得到保持,以达到各标准的各项技术要求。由于美标ASTM A 615 GR 60对钢坯化学成分未作要求,为降低采购成本,提高生产兼容性,选择英标、美标购置钢坯化学成分见表6,加标钢坯化学成分见表7。
3.3 轧制[2]
考虑到英标 BS4449 GR 460B、美标ASTM A 615 G 60及CSA对交货状态并无要求,故3种标准的轧制均采用穿水系统进行余热处理轧制,并根据力学性能与化学成分要求类似,结合加热温度、轧制速度、水量控制、水压控制等多种工艺参数的控制,在棒材精轧结束后进行穿水冷却淬火,结合百米冷床自回火,能够达到甚至超过HRB335钢坯中加入V、Nb等微合金钢热轧后的机械性能。考虑到轧制温度和轧制速度对奥氏体晶粒大小的影响,即对钢材合格率的影响,经过大量实验数据分析考综合虑在加热炉、轧机、穿水设备的轧制速度、冷却水量、水压等多种因素及试验资料,从加热温度与合格率的关系中得出各标准(英标BS 4449 GR 460、美标ASTM A 615 G60、CSA400W)钢坯的最佳加热炉各段温度,见表8。

表7 CAN/CSA-G30.18-M92 400W钢坯化学成分/%

表6 BS 4449 GR 460、ASTM A 615 G60钢坯化学成分/%

表8 钢坯加热温度 /℃
考虑到钢筋尺寸不同,轧制速度与温度对其再结晶程度的影响不同,从多次的生产试验数据中结合相应的轧制温度、水温及水压,选择合适的轧制速度。英标、美标、加标的终轧速度应根据轧制尺寸的不同分别设定。
轧件在穿水过程中的水冷与穿水结束后空冷的热交换方式不同,但对轧件的温度都有影响。我公司的穿水设备采用穿流管内水冷,并且轧件在出穿流管后,在百米长的冷床上自然空冷。这样既具有水冷的快速性、高效性,又具有轧件空冷的内部相变的均匀性。实际生产时应根据不同的标准要求及钢材尺寸设定不同的水压与水量等参数。
4 结论及建议
4.1 通过对英标BS4449 GR 460、美标ASTM A 615 G60、加标CSA 400W等3种标准类似级别标准的分析对比,使我公司能将这3种相似级别的钢筋生产及钢坯采购归为同一系列,钢坯采购可以采用同一化学成分要求,只是加标中对Si的含量控制更为严格,这样3种标准产品原料可以通用;尽量减小生产控制参数差异,提高轧制工艺的兼容性,便于不同标准产品穿插进行;降低对不同标准的合同订单的起订量要求,降低采购成本、生产成本,提高产品国际竞争力。
4.2 在工业生产条件下,采用对HRB335原料进行调整及穿水余热处理,通过选择合适的加热温度、轧制速度、冷却水量、冷却水压等工艺参数可以实现钢筋的组织结构变化,使钢筋的屈服强度比热轧20MnSi钢筋提高100~150 MPa。从力学性能上能够满足英标BS 4449 GR 460、美标ASTM A 615 G60及加标CSA 400W对屈服强度的要求。
4.3 采用钢筋穿水冷却技术生产的BS 4449 GR 460、ASTM A 615 G60及CSA 400W级钢筋能够达到英标、美标及加标对屈服强度、抗拉强度、冷弯及反弯的要求,也能保证各标准对延伸及焊接的要求。对比在HRB335钢坯中中加入V或者Nb等合金元素以提高机械性能的方法,其成本大大降低,极大增强了我公司国际市场的竞争力,取得了较高的经济效益。
4.4 采用穿水冷却后会造成钢筋时效下降、冷弯性能不合格、焊接过程中强度出现波动等问题。通过采取提高内控标准、选择合理水流量、水压力等措施,精细化轧制参数控制可以有效控制上述问题,达到各项标准的技术要求。
[1]刘艳明,杨继伟.连续棒材生产线工艺设计介绍[J].天津冶金,2004(4):47-48.
[2]王友铭,李曼云,韦光.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,1993:1-3.
Brief Analysis on Development and Production of Reinforced Bar Accorded with British,Canadian and American Standards
Liu Yanming
Tiantie Rolling Mill 2 successfully developed British Standard BS4449-1988 GR 460 graded rebar,400W graded rebar compliant with Canadian Standard CSA G30.18-M92 and American ASTM A615 GR 60 graded rebar around 2004.The author compares and analyzes the differences,similarities and characteristics of composition,dimension and technical requirement of the above standards,points out the required composition difference in billet purchasing and the influence of rolling process on properties,and provides a basis for the production of multiple standard steel.
Canadian Standard,American Standard,British Standard,rebar,mechanical property,chemical composition,outline dimension,comparison
(收稿 2011-06-01 责编 崔建华)
刘艳明,工程师,1993年毕业于天津大学冶金分校金属压力加工专业,现任天铁轧二制钢有限公司进出口部部长。
