速生杨枝桠材P-RC APMP浆的酶促磨浆
2010-12-31杨桂花陈嘉川穆永生陈克复
杨桂花 陈嘉川 穆永生 陈克复
(1.山东轻工业学院造纸科学与技术省部共建教育部重点实验室,山东济南,250353;2.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
杨树因其生长快、适应性强、繁殖容易、木材用途广泛而引起世界各国的关注。杨树是优良的造纸原料,然而杨树木材中40%为不能作为成材使用的枝桠材,枝桠材是指林木砍伐过后剩余的枝干,这些以往被作为燃料烧掉,现在越来越多被用作生产高技术含量产品的原材料。中国森林资源匮乏,可供造纸的森林少之甚少,而且目前可用于造纸的非木材日趋短缺,因此,高效利用纤维原料、改善纸浆质量和节能减排是制浆造纸工业可持续性发展的一项重要战略任务。生物技术可使制浆造纸工业实现清洁化生产,其应用研究已取得一定进展[1-3]。研究发现[4-5],生物酶促磨浆可以利用高活性的半纤维素酶或者纤维素酶对磨浆前的纸浆进行预处理,使纤维表面得到某种程度的活化和松弛,促进纤维的吸水润胀和细纤维化程度,从而使磨浆性能得到改善,起到降低磨浆能耗的作用。1968年的一项工艺专利报道利用从白腐菌中分解出来的纤维素酶可以缩短打浆时间[6]。杆状菌和曲霉菌分泌的半纤维素酶,也能够提高纸浆纤维的精磨和水化作用[7]。本课题在实验室研究了纤维素酶、木聚糖酶促进枝桠材P-RC APMP磨浆的效果,并对成浆性能进行了分析,主要分析对磨浆能耗、成浆物理强度性能和光学性能的影响。
1 实验
1.1 原料和酶制剂
实验用原料速生杨枝桠材取自山东某造纸厂。将枝桠材进行手工削片,削片规格为长×宽×厚=25mm×20mm×(3~5)mm,木片合格率大于85%,平衡水分后贮存备用。
1.2 酶制剂特性
纤维素酶取自苏珂汉公司。木聚糖酶51024取自诺维信公司。
纤维素酶活测定以羧甲基纤维素为底物,木聚糖酶酶活测定以木聚糖为底物。测定结果见表1。

表1 酶制剂特性
1.3 P-RC APMP制浆工艺流程
木片洗涤→预处理→一段挤压疏解→一段化学预浸渍→二段挤压疏解→二段化学预浸渍→一段磨浆→高浓停留→二段磨浆→三段磨浆→消潜→酶处理→PFI磨打浆→抄片→检测。
1.3.1 木片预处理
木片经洗涤后浸泡24h,平衡水分,然后将其置于15L蒸煮锅中用45℃热水浸渍20min,以除去木片中的空气。
1.3.2 挤压疏解
处理后的木片用JS10螺旋挤压疏解机进行挤压疏解,设备结构压缩比为4∶1。
1.3.3 化学预处理
挤压后的木片装在塑料袋中,与药液混合均匀后在恒温水浴锅中进行化学预处理。化学预处理为两段处理,每段化学药品用量见表2。
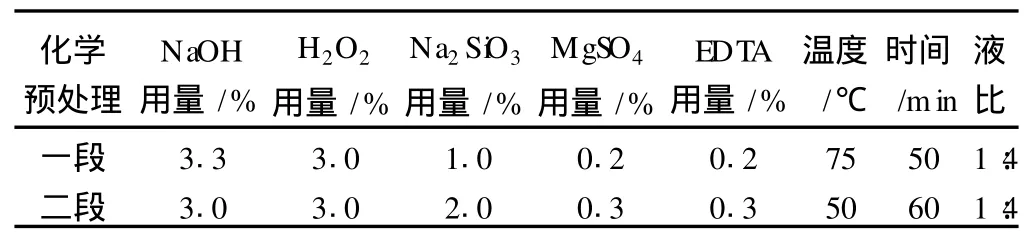
表2 化学预处理工艺条件
1.3.4 磨浆
经化学处理后的木片带药液在ZSP-300型高浓磨浆机中进行三段磨浆,磨浆间隙分别为0.50、0.30和0.25mm,磨浆浓度为20%~25%,磨浆主轴转速3000r/min。
1.3.5 磨浆后处理
磨浆后浆料在80~90℃下消潜30min,平衡水分后,测定其打浆度。
1.3.6 酶处理
将消潜后浆料与酶液在塑料袋中混合均匀,然后置于恒温水浴锅中进行酶处理,每10~15min取出揉搓一次,使原料与酶液充分混合,并保持反应体系的pH值、温度在设定条件下。浆料处理至规定时间后取出用水充分洗涤,然后进行PFI磨浆。经过和未经过酶处理的浆料制浆流程相同,未经过酶处理的浆料消潜后进行PFI磨浆。
通过前期正交实验结果选定适宜的酶处理工艺条件,酶处理工艺条件见表3。
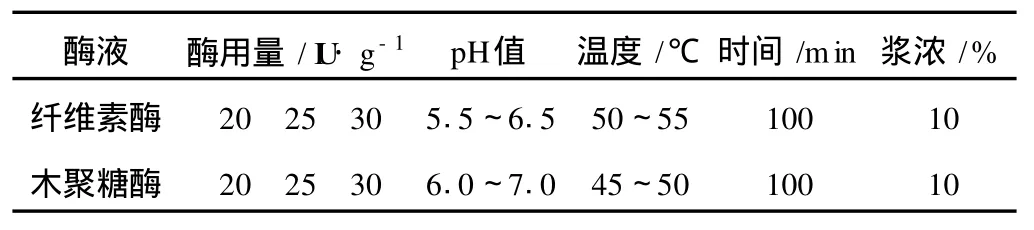
表3 酶处理工艺条件
1.3.7 打浆
采用PFI磨进行磨浆,磨浆浓度10%,磨浆间隙为0.25mm。打浆后采用肖伯尔式打浆度仪测定其打浆度。磨浆至40.0~45.0°SR。
1.3.8 抄片
磨浆后浆料用PTI快速抄片器抄制定量60g/m2纸片并干燥。干燥温度95℃,干燥时间7min,真空度0.6MPa。纸片在ISO标准恒温恒湿条件下处理4~6h,然后测其物理和光学性能指标。
1.3.9 性能指标检测
白度、不透明度、光散射系数、裂断长、撕裂指数和耐折度均按国家标准方法测定。
2 结果与讨论
2.1 速生杨枝桠材化学组分
将平衡水分后的木片用Willey磨粉碎,取40~60目的木粉进行化学成分分析,分析结果见表4。
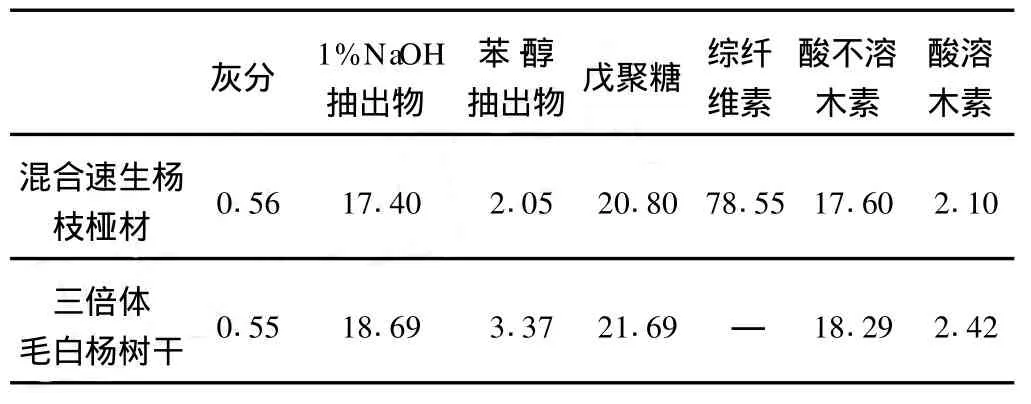
表4 杨树枝桠材化学组成 %
表4数据说明,与三倍体毛白杨相比,混合速生杨枝桠材灰分和抽出物含量不是很高,戊聚糖含量和木素含量稍低于毛白杨树干,从化学组成上看,速生杨枝桠材符合制浆条件,是廉价实用的制浆造纸材料。
2.2 酶预处理对速生杨枝桠材APMP浆打浆性能和打浆能耗的影响
2.2.1 纤维素酶预处理的影响
在温度55℃、浆浓10%、时间90min、pH值6条件下纤维素酶预处理对速生杨枝桠材APMP浆打浆性能和磨浆能耗的影响见图1和图2。
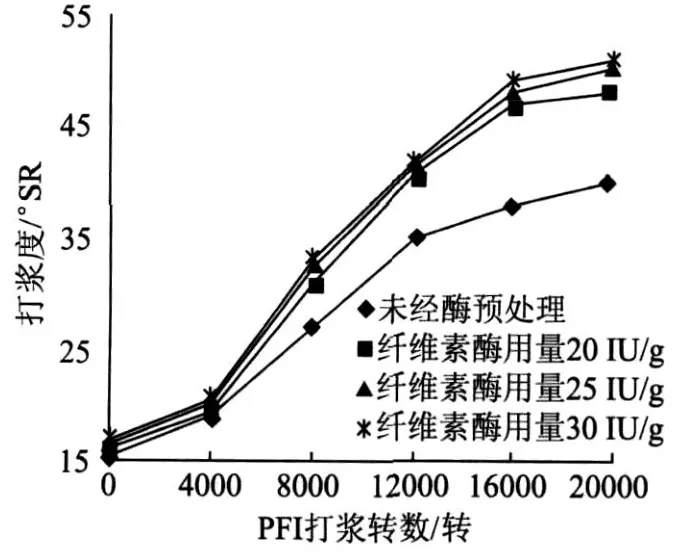
图1 纤维素酶预处理对打浆性能的影响
由图1和图2可知,与未经过酶预处理浆相比,经过纤维素酶预处理的浆可明显改善浆的打浆性能。打浆初期酶预处理浆打浆度提高不明显,但打浆后期随着磨浆转数的增加酶预处理浆的打浆度提高幅度呈现急剧增大趋势,在相同磨浆转数下酶预处理浆打浆度提高4~11°SR。在磨浆至相同打浆度下,纤维素酶预处理浆的磨浆转数有不同程度的下降,磨浆转数下降2000~8500转,减少29%~43%,PFI磨浆能耗明显降低,原因是纤维素酶预处理可降低纤维间的黏结,使原料柔软松散,易于磨浆。但不同酶用量下浆料磨浆性能改善和降低能耗程度有所不同,酶用量为25IU/g和30IU/g下的酶促磨浆效果好于酶用量20IU/g,但酶用量25和30IU/g酶促磨浆效果接近,从生产成本考虑,选择纤维素酶用量为25IU/g较合适。
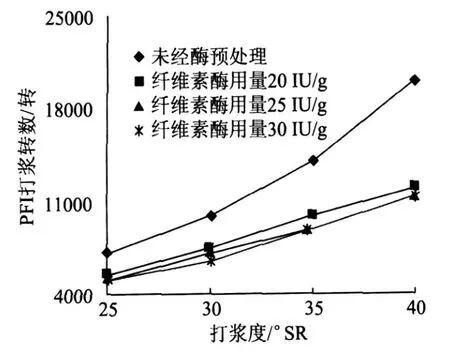
图2 纤维素酶预处理对磨浆能耗的影响
2.2.2 木聚糖酶预处理的影响
在温度50℃、浆浓10%、时间100min、pH值7的条件下木聚糖酶预处理对浆料磨浆性能和磨浆能耗的影响见图3和图4。
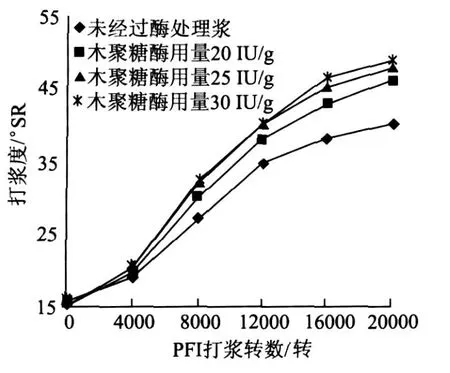
图3 木聚糖酶预处理对打浆性能的影响
由图3和图4可知,经木聚糖酶预处理,速生杨枝桠材P-RC APMP浆的磨浆性能有较大改善,磨浆能耗有明显下降。与未经过酶预处理浆相比,随着磨浆转数的增加,浆料打浆度呈现上升趋势,当浆料打浆度超过45°SR后酶预处理浆料的打浆度上升缓慢,若进一步增加磨浆转数来提高打浆度有一定难度。在相同磨浆转数下酶预处理浆的打浆度可提高3~9°SR。在磨浆至相同打浆度下,木聚糖酶预处理浆的PFI磨浆转数下降1500~4000转,减少22%~40%,可明显降低磨浆能耗。这是因为浆料经过木聚糖酶处理,纤维表面呈现多孔状态,降低了纤维间的粘结,使原料柔软松散,易于打浆。比较不同酶用量下的酶促打浆效果,木聚糖酶用量为25IU/g时较适宜。
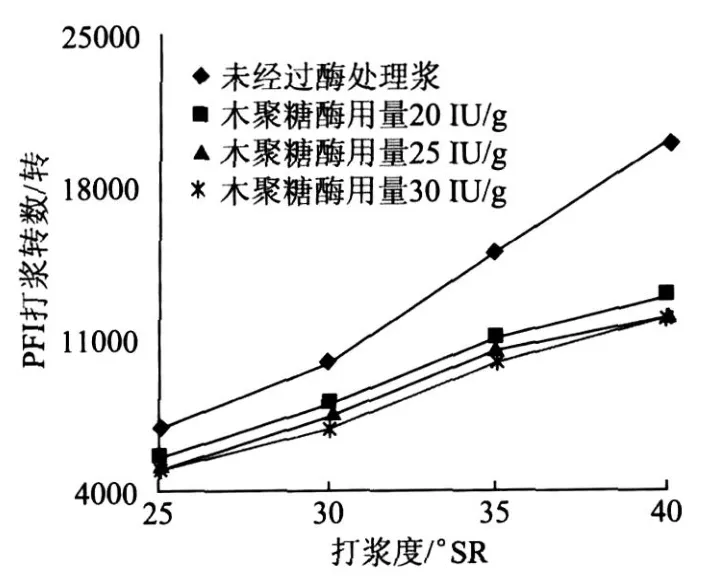
图4 木聚糖酶预处理对磨浆能耗的影响
2.3 酶处理对浆料性能的影响
对速生杨枝桠材P-RC APMP浆酶预处理浆进行了分析检测,并与未经过酶预处理浆进行了比较。实验结果见表5。
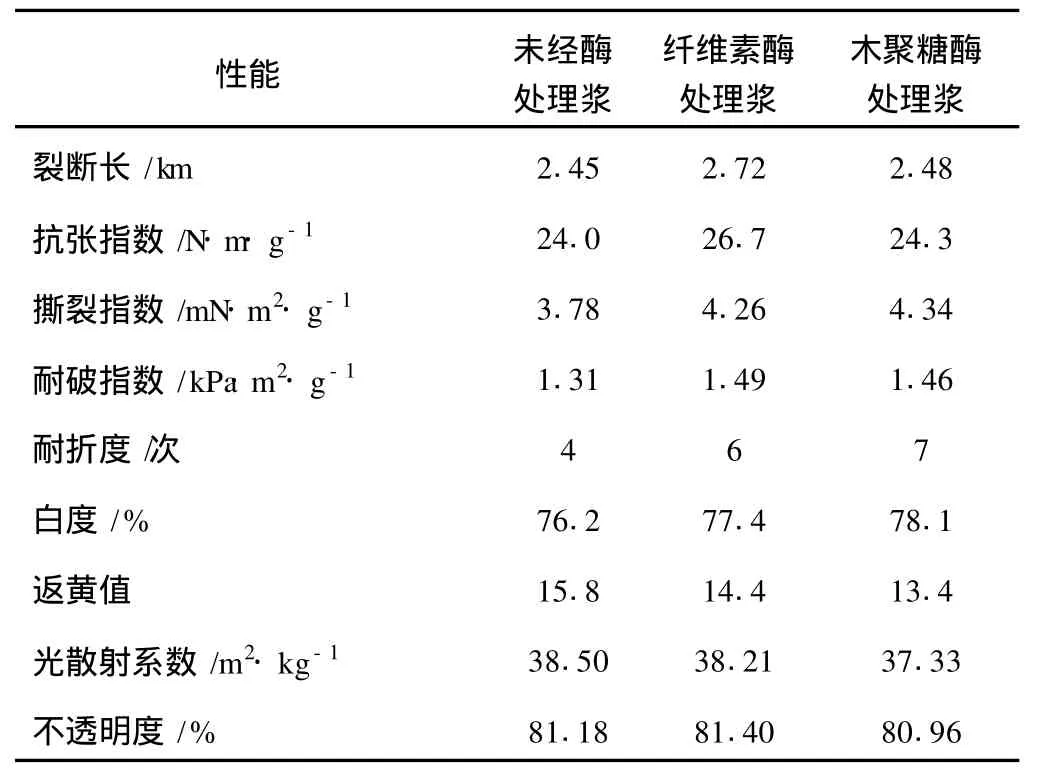
表5 速生杨枝桠材P-RC APMP浆酶促磨浆性能
表5中数据表明,与未经酶预处理浆相比,经纤维素酶和木聚糖酶预处理浆的强度性能指标均有不同程度的提高。对于纤维素酶处理纸浆,裂断长提高11%,撕裂指数提高13%,耐破指数提高14%,耐折度提高50%。对于木聚糖酶预处理纸浆,裂断长略有提高,撕裂指数提高15%,耐破指数提高11%,耐折度提高75%。酶处理后纸浆白度有明显提高,纤维素酶处理白度可提高1.2个百分点,木聚糖酶处理纸浆白度提高1.9个百分点。酶处理后纸浆的返黄值降低,酶处理可抑制浆料返黄。酶处理后浆料的不透明度和光散射系数稍有降低。总之,在提高速生杨枝桠材P-RC APMP浆强度方面纤维素酶预处理效果好于木聚糖酶处理,在改善浆料光学性能方面木聚糖酶预处理效果好于纤维素酶处理。
2.4 浆料纤维特性分析
用纤维质量分析仪(FQA)对经过和未经过酶处理速生杨枝桠材P-RC APMP浆的纤维特性进行了分析比较。FQA分析结果见表6。
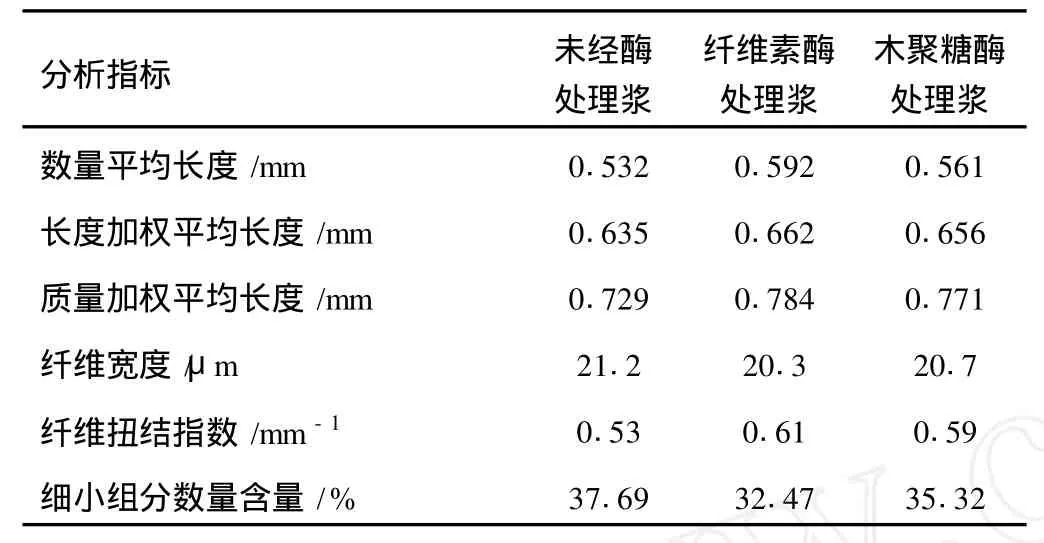
表6 酶处理速生杨枝桠材P-RC APM P浆纤维特性分析
表6中数据表明,与未经过酶处理浆相比,经过纤维素酶和木聚糖酶处理浆的纤维数量平均长度、纤维长度加权平均长度及质量加权平均长度均有所增加,纤维宽度和细小纤维数量减小,纤维每毫米扭结数增大。原因是浆料中的细小纤维具有较高的比表面积,纤维素酶和木聚糖酶可优先接触并降解这部分细小纤维,从而提高了整体纤维的平均长度。酶处理浆料在PFI磨浆机械作用下更易于纤维分丝帚化,从而使纤维宽度变小。纤维扭结是指纤维细胞壁受损而产生的突然转折,纤维适当的扭结避免了磨浆或打浆过程中纤维的过分切断,增强了纤维间的结合强度。因此,酶处理可增加纸浆的物理强度指标。
2.5 浆料扫描电镜分析
为进一步了解酶处理纸浆纤维形态的变化,对相同打浆转数下的经过和未经过酶处理的浆料在环境扫描电镜下进行了观察。纤维形态扫描图片见图5。
图5和表6中数据显示,未经过酶处理的速生杨枝桠材P-RC APMP纸浆纤维完整,无明显空洞。经过纤维素酶处理浆的纤维无明显损伤,纤维表面有凹陷和扭结,纤维比表面积增加,纤维柔韧性增加,使纤维间更易于结合,纤维的交织能力增强,从而提高了成纸强度,这是纤维素酶处理后成纸物理强度比较高的原因。经过木聚糖酶处理浆的纤维表面空洞增加,并出现分丝帚化现象,提高了纤维的交织能力,这对提高浆料的强度性能指标有利。
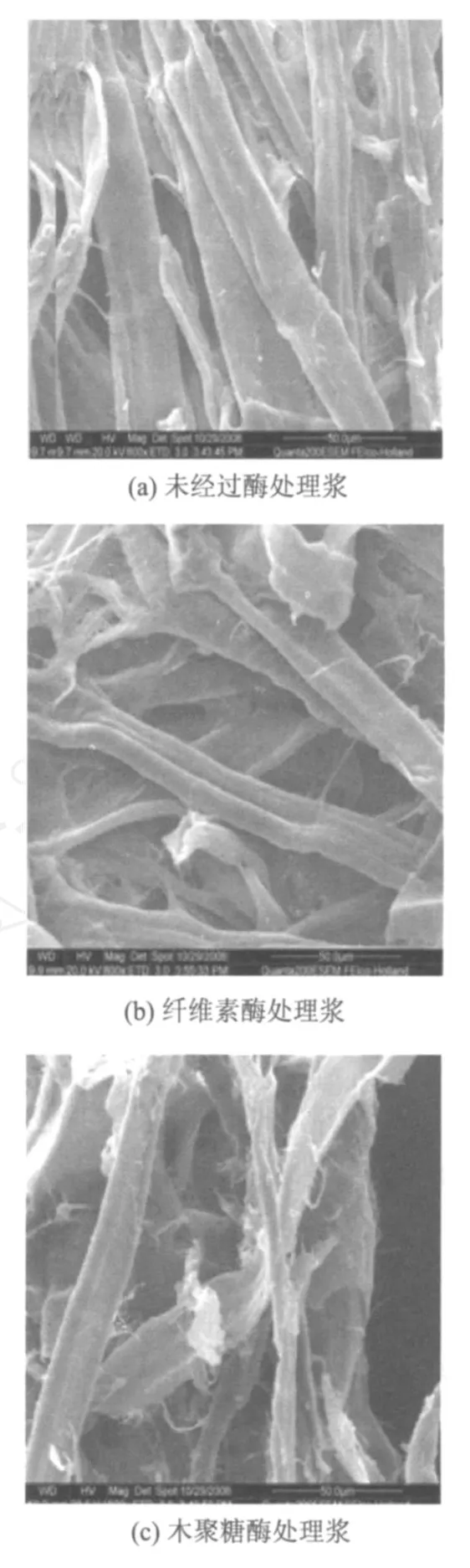
图5 酶处理速生杨枝桠材P-RC APMP浆SEM图
3 结论
3.1 纤维素酶和木聚糖酶预处理速生杨枝桠材 P-RC APMP浆可明显降低磨浆能耗,改善纸浆的磨浆性能。在相同打浆转数下,纤维素酶预处理纸浆打浆度提高4~11°SR,木聚糖酶预处理浆提高3~9°SR,磨浆能耗明显降低。最佳酶用量为25IU/g绝干浆。
3.2 与未经酶预处理速生杨枝桠材 P-RC APMP浆相比,酶预处理浆的成纸性能较好,纤维素酶和木聚糖酶预处理浆的强度性能指标及白度均有不同程度提高,并且可抑制浆料返黄,但不透明度稍有降低。在提高纸浆强度方面纤维素酶处理效果好于木聚糖酶处理,在改善浆料光学性能方面木聚糖酶处理效果好于纤维素酶处理。
3.3 与未经酶预处理浆相比,经过木聚糖酶和纤维素酶预处理的速生杨枝桠材 P-RC APMP浆的纤维平均长度有所增加,纤维宽度和细小纤维数量减小,纤维扭结数增大。且木聚糖酶和纤维素酶能够使纤维细胞壁变得疏松,使纤维柔软松散,促进纤维的润胀和分丝帚化,易于打浆,可以降低打浆能耗。
[1]SadhvirBissoon,Lew Christov,Suren Singh.Bleach boosting effects of purified xylanase fromTher momyces lanuginosusSSBP on bagasse pulp[J].ProcessBiochemistry,2002,37:567.
[2]Li X T,Jiang ZQ,LiL T,et al.Characterization of a cellulase-free,neutral xylanase from ther momyces lanuginosus CBS 288.54 and its biobleaching effect on wheat straw pulp[J].Bioresource Technology,2005,96:1370.
[3]Anatoly A Shatalov,Helena Pereira.Effect of xylanases on peroxide bleachability of eucalypt(E.globulus)kraft pulp[J].Biochemical Engineering Journal,2008,40:19.
[4]姜 云,张升友.利用生物酶降低磨浆能耗[J].国际造纸,2007,26(3):35.
[5]谢来苏.制浆造纸生物技术[M].北京:化学工业出版社,2003.
[6]Yerks J,W illiam D.Process for the Digestion of Cellulosic Material by Enzymatic Action of Trametes Suaveolens:US,3406089[P].1968-10-15.
[7]赵玉林,陈中豪.半纤维素酶在制浆造纸工业的应用研究进展[J].中国造纸学报,2001,16(2):146.