优化电解铝烟气干法净化技术
2010-12-28王立颖李云清陈延军
王立颖,李云清,陈延军
(中国铝业 青海分公司生产安全部,西宁 810108)
优化电解铝烟气干法净化技术
王立颖,李云清,陈延军
(中国铝业 青海分公司生产安全部,西宁 810108)
铝电解烟气集气及净化系统由各铝电解槽集气罩、排烟管、氧化铝贮仓、文丘里反应床、袋滤器组、主排烟机及烟囱组成.中铝青海分公司原一、二期电解铝烟气净化系统存在污染物排放超标、物料损失严重的问题.通过对净化系统的电解槽集气效率的改进、对净化吸附反应器的改进、对物料输送系统的改进、对布袋除尘器的改进提出完整的改进优化设计,达到减少污染物的排放,改善作业现场环境的目的.
1 电解铝烟气干法净化技术
干法净化工艺流程包括电解槽集气、吸附反应、气固分离、氧化铝输送、机械排风等;铝电解含氟废气集气及净化系统由各铝电解槽集气罩、排烟支管、排烟干管、排烟总管、氧化铝贮仓、文丘里反应床、袋滤器组、主排烟机及烟囱组成.
2 电解铝烟气净化系统存在的问题
中铝青海分公司 (以下简称 “公司”)一、二期电解烟气干法净化技术,是上个世纪 70年代后期的引进技术,原设计中,单台 160 kA槽的每小时排烟量是按引进技术的指标 6 000m3/h计算的.没有考虑到青海高原大气压力低的因素.企业所在地的年平均大气压只有 77 327 Pa,远远低于 10 1325 Pa标准大气压.公司一期净化系统始建于 1986年,采用的净化除尘器是内滤式大型反吹风除尘器.布袋规格为内径 300mm,长 10 000 mm (该设备为当时铝行业第一家使用).存在问题:主要是布袋长,清灰效果差,除尘器阻力大.外加集气管道长,除尘器入口风速低易积料,末端槽甚至没有负压.公司二期净化系统采用菱形反吹风外滤式除尘器,当时也为第一家使用,设计存在不完善的地方,设备制造粗糙,除尘器的上盖变形严重,无法密封,漏风严重,气缸阀板密封不严,清灰效果差,污染物超标排放.通过对中铝青海分公司电解烟气净化先进的技术的研究,实施技术改造,降低原料消耗,改善作业环境,提高企业的环境效益和经济效益,对促进整个铝电解烟气净化收尘技术的提高具有积极作用.
3 烟气净化优化技术研究内容
3.1 电解槽集气效率的改进
3.1.1 电解槽集气罩的改进
电解槽内部集气罩设计为底面三角形的长方型箱体,侧部开有集气孔,打壳下料箱贯穿上下,三角底部两个打壳下料箱间开有排料口.目前电解槽集气罩内存在吸气分配不均和积料现象严重.造成积料原因是:集气罩下部排料口经灼烧变形,加之操作工往槽中添加保温料等工作时,人为扬起一些块电解质通过侧部集气孔进入集气罩堵塞了下料口使烟气中沉积的粉尘及下料漏的氧化铝排料不畅,集气罩内若积料过多会影响对电解烟气的吸抽.技术改进:
(1)为防止集气罩积料在集气罩底部设置排料孔,使得飞扬进入内部的氧化铝无法积聚,设计排料孔的尺寸时充分考虑氧化铝安息角,但排料孔不能设置过大,否则将会对集气罩的气流均布产生影响.
(2)烟气在电解槽中的散发并非均匀分布,火眼出烟气排放量较电解槽大面的排放多得多,因此有针对性地加大此处集气孔径,有效抑制氟化物无组织排放.
(3)提高槽盖板、和槽上部结构的密封,也可提高集气效果.目前槽盖板盖放率、完好率较好,但槽盖板间弥合不严密,槽上部打壳气缸四周,导杆四周存在缝隙,需进一步密封.因此需重新设计盖板的盖放角度、提高制作精度、边缘安装石棉布密封条、槽上部打壳气缸四周用异型砖密封、导杆四周缝隙用石棉布密封,将电解槽的缝隙面积控制在 0.2~0.3m2.
3.1.2 提高电解槽负压的改进
(1)现有电解槽负压的研究
在实现了良好的电解槽密封的情况下,提高电解槽的负压也可以更大程度的减少氟化物的无组织散发.根据流体力学理论可知,负压与风量的函数关系为 P=KQ2,也就是说负压与风量的平方正线性相关.因此,通过提高系统的负压达到减少烟气扩散是可行的.
通过实测确定合理的单台排烟量:净化系统排烟机满负荷运行,调节电解槽支烟管阀角度,直到电解槽所有可见缝隙不再冒烟为止,所有缝隙均处于负压状态.测定烟气量和烟气中总氟量,取其平均值即得电解槽的排烟量和散氟量.逐步关闭阀门,减小排烟量,同时测定烟气中总氟量与排氟量.根据多次测定结果,绘制排烟量与排氟量的关系曲线.在相应排烟量下的排氟量与电解槽总散氟量之比,即为该排烟量下的单槽集气效率.此外,还要测定烟气中粉尘量和热量,这样绘制一系列关系曲线.根据各关系曲线,可求出电解槽的“合理排烟量”.在此排烟量下,通过排烟管排出的灰尘量较小,而排气氟量和排热量较大.
(2)技术参数的调整
通过试验结合实际生产经验考虑中铝青海分公司地处高原气压较低的实际情况,同时 160 kA电解槽强化电流到 180 kA,现有设计的电解槽120 Pa负压和 6 000m3/h的单槽排烟量已不能满足集气效率达到 98%的设计指标,实测合理的排烟量应达到 10 500m3/h.
(3)技术改进
主要工艺参数的调整带来一系列的问题.原有的净化系统无法满足生产的需要,必须新建一套电解烟气净化系统,分担负荷.相应的物料输送、排烟管路等工艺流程需优化组合,才能达到物料、烟气量的平衡.
在电解第四、五通道之间的空地上新建一套电解烟气净化系统,新建系统各分担 100台电解槽的排烟,其余 160台电解槽的排烟由原有净化系统分担.新建系统充分利用原有的排烟管路,减少工程投资,不能利用的部分重新制作安装.新建70m混凝土烟囱,氧化铝双层储仓,物料提升装置,专用空压站.新建系统采用较先进的自动控制水平,硬件及软件采用标准化、模块化和开放式设计,具有灵活的可扩展性.
管道的合理配置可以最大限度地减少管路阻力,达到节省能源、改善集气效果和便于调节的目的.原有净化充分利用原有管路,每组处理 40台电解槽的烟气,每台电解槽的排烟按 10 500m3/h设计,总排烟量为 420 000m3/h.新建系统的排烟汇总口设置在 50台电解槽的中间位置,既实现了烟气管路的最小阻力原则,又便于平衡调节.利用原有的地下烟道管路,重新抹面贴瓷砖,减少管道阻力.为防止管路破损漏风影响集气效率,延长投料后管道的使用寿命.
3.2 净化吸附反应器的优化改进
(1)氧化铝吸附反应机理
气膜扩散、微空扩散、吸附、一部分吸附物从吸附剂表面上脱落、脱落的气体再扩散到气相中去.在吸附系统中只要提供足够的湍动,让吸附物与吸附剂能充分接触,促进气流扩散并增大传质速率,可得到较好的吸附效果.反应按下式进行:

有试验表明:1标准大气压、80℃下,吨铝排氟 17 kg/t-A l,单台排烟量为 6 000m3/h时,HF浓度为 128.8 m g/Ndm3;一克工业用氧化铝吸附0.015 g HF,吸附反应时间为 0.1 s;实际上,在吸附管道长大于 10m,烟气流速 13~15m/s的水平管路,氧化铝与烟气充分混匀,吸附 HF的反应时间不到 1s即可完成吸附反应过程.
公司一、二电解净化新增净化系统后,单台排烟量由 6 000m3/h,提高到 10 500 m3/h,集气效率的提高,烟气中 HF浓度提高明显,根据质量作用定律,一定温度下,A l2O3+6HF→2A lF3+3H2O吸附反应速度与 HF浓度的六次方成正比,单台排烟量提升至 10 500 m3/h后,气氟的吸附反应速度比原系统将有所提高.
(2)电解净化系统氟吸附反应优化改进
电解生产过程中气氟是氟化盐类在电解温度下水解产生的,水解作用的水分来源有原料带入的水分、空气中的水分、炭氢化和物燃烧产生的水分.由公司净化系统试验测试表明:气氟浓度为50m g/Ndm3时,通过增大氧化铝在净化系统的循环次数,氧化铝循环四次,使固气比达到 70~80 g/m3,对气氟的净化效率可达 98%.反应管路总长 38m,采用两次投料 (载氟料投料点在前,新鲜料投料在后)两段吸附反应法,烟气中氧化铝总固气比低于 30 g/m3对气氟的净化效率也可达98%.
公司原一电解净化系统采用文丘里反应器是利用喉口收缩提高此处的风速,使得含氟烟气和新鲜氧化铝产生紊流充分混合,完成吸附反应.由于新鲜氧化铝的投入量受工艺生产的限制,固气比小于 15 g/m3,需加入载氟氧化铝.原一电解净化系统载氟氧化铝不能在净化系统循环,加入文丘里反应器中的料与烟气存在混合不均匀的现象,导致净化效率低.原二电解净化系统经计算载氟氧化铝需在净化系统循环 3~4次,但循环次数过多,载氟氧化铝变粘,净化系统物料输送系统输料不畅,影响电解生产.
(3)技术改进
新建和原系统技术改造中均采用电解烟气二次投料两段干法吸附反应法,第一点用圆盘给料机计量后将载氟氧化铝通过分配箱线性均匀加入反应床 (地下烟道)与烟气充分混合发生吸附反应,烟气温度 74~94℃,投料量 15 t/h(载氟氧化铝在系统中的投入量是新鲜氧化铝的三倍),固气比 30 g/m3.距离 18m第二次再用圆盘给料机计量后的新鲜氧化铝通过分配箱线性均匀加入反应床 (地下烟道),投料量 5 t/h,烟气中氧化铝的总固气比达到 40 g/m3以上.反应管段总长47.56m,烟气流速 15~17m/s,吸附反应时间约3 s,保证了充裕的反应时间.两种不同密度的质量流体混合,产生充分的紊流和干扰,使得含氟烟气得已充分吸附.吸附后的载氟氧化铝经气固分离后进入返回料溜槽,部分返回料再次参与循环吸附 (保证吸附反应的气固比),其余利用气力提升装置提入双层储仓上部的载氟料仓中.新鲜料与载氟料采用圆盘给料机可以实现均匀给料和计量.所加氧化铝圆盘计量后利用分配箱线性均匀加入反应床,减短氧化铝与烟气混合的时间,反应的有效时间加长,氧化铝的破碎率降低.实测数据见表1.
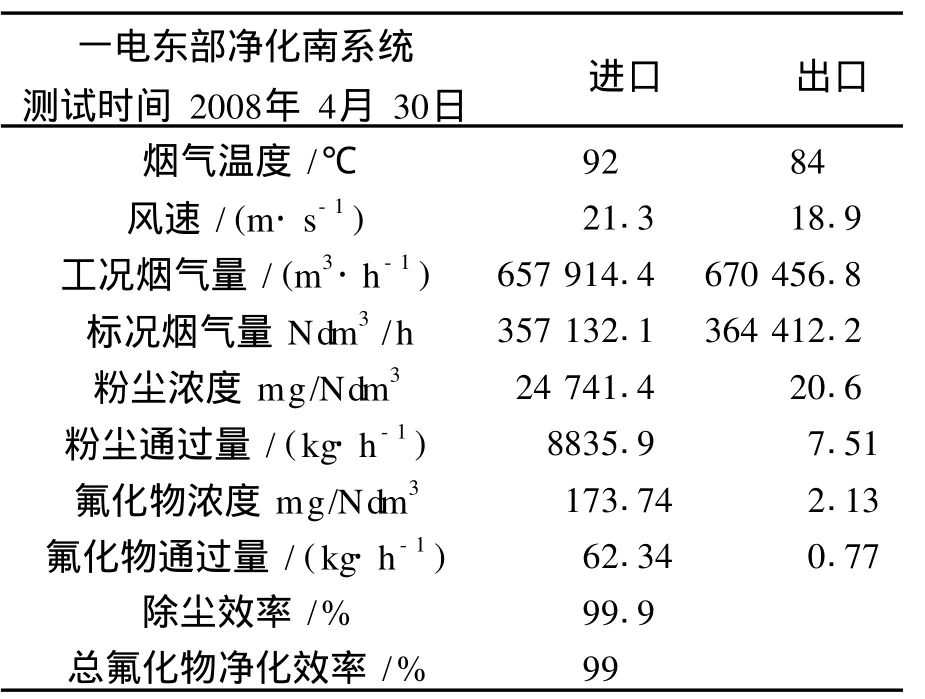
表 1 优化后氟化物吸附反应效果
3.3 物料输送系统的改进
(1)物料输送系统存在的问题
物料输送系统是否合理、可靠是影响吸附反应器供料和整个系统的净化效率的关键因素,同时输料系统还担负着为电解系列供料的任务,因此输料系统至关重要.公司原电解系列使用斗式提升机对载氟氧化铝进行提升,存在提升能力小、能耗大、维修量大、物料泄漏严重等问题,严重制约了净化系统的整体技术更新.氧化铝长距离输送普遍采用稀相输送技术,稀相输送存在管道磨损严重,能耗高、氧化铝破损率高等缺陷.同时,由于新建了净化系统,原有的物料输送系统已不能满足生产需要.
(2)对物料输送系统技术优化
使用气力提升装置对物料进行提升.气力提升可实现自动化供料,减少人工操作工作量.利用可编程控制器可以达到自动控制的目的,输送自动化程度高,系统运行可靠,且输送提升量大,可达 24~60 t/h的输送能力.
在物料输送长距离输送过程中采用浓相输送,浓相输送是一种适合于干燥细小的固体颗粒及粉状物体的输送技术,具备技术先进,运行可靠、具有自疏通功能、管道磨损小、输送距离长、自动化程度高、提升能力强,能耗小的优点.大致可分为供料系统和转运系统,其主要设备由料仓、压力容器、输送管道、各种电控元件、压缩空气管网等组成.
3.4 布袋除尘器的改进
(1)现有布袋除尘器存在问题
一电解净化旧系统袋滤室外形尺寸体积庞大,占地面积大,除尘器袋室内空间大,清灰时粘附在滤袋内表面的粉尘在反吹气流的抖动及主排烟机的抽吸下,将滤袋吸瘪,进行清灰.但如此庞大的钢架结构除尘器,箱体的密封已成为除尘器能否良好运行的制约因素.
(2)反吹风袋式除尘器和脉冲喷吹袋式除尘器的比较
反吹风袋式除尘器:利用反吹气缸对需进行清灰的单室进行切换,形成逆向气流,迫使滤袋缩瘪或鼓胀而清灰的,借助除尘器本身的自用压力或反吹风动力,属于低动能型清灰.
脉冲喷吹袋式除尘器:利用压缩空气为动力,利用脉冲喷吹机构在瞬间释放压缩气流,诱导数倍的二次空气高速射入滤袋,是滤袋急剧鼓胀,形成冲击振动和反吹气流进行清灰,属于高动能清灰类型.
两种除尘器现进行比较 (按处理电解烟气50万 m3/h风量计)如表 2所示:
700 Pa 0.85m/m in 约 645m2

表 2 两种除尘器性能比较
脉冲清灰布袋除尘器优点有清灰彻底清灰效果好,清灰后袋滤室压差降低幅度大;过滤风速选择高,除尘器外形尺寸相对小,钢材耗量相对较小,净化系统布置很紧凑;滤袋表面料层较厚,含氟烟气与滤袋表层氧化铝发生二次吸附反应,因此氧化铝投入净化系统是采用直接投入烟道而没有反应器,氧化铝破碎率低.缺点是清灰彻底,清除了滤料表面形成的粉尘层,在清灰后短时间内造成除尘效率降低;只适用短的圆型布袋(Ф118mm×2 000mm);需专用无润滑空气压缩机为气源,能耗高;主要控制元件脉冲阀要求制作精良 (最好为进口件)、安装精良;否则脉冲阀寿命较短,膜片破损维修工作量大;布袋寿命较短;
公司一、二、三电解净化采用的反吹风清灰布袋除尘器优点是适用于大布袋清灰 (Ф300mm×10 000mm,或 3 200mm ×2 000 mm ×2 660mm扁布袋);清灰后不会造成瞬时除尘效率降低,能耗较低.缺点是除尘器较庞大,净化系统布置较松散;清灰后袋滤室压降变化不大,过滤风速略微增大就会造成袋滤室压差明显增大;反吹铁饼阀容易变形造成密封不严容易造成反吹风损耗,影响清灰效果.滤料表面料层较薄与含氟烟气不发生二次吸附反应,若为保证净化效率提高氧化铝循环次数,氧化铝破碎率高,杂质含量高,影响生产.
综上所述,选用低压脉冲除尘器可以更好满足净化系统的需要.
(3)其他技术优化措施
袋滤室风道钢板全部更换为 8mm的耐磨钢板或对 8 mm厚普通钢板进行表面耐磨喷涂处理.
袋滤室密封对大盖的密封槽、除尘器本体凸出接合面及布袋下部密封面一并予以校直,并更换所有压盖的密封条,这样彻底杜绝了从压盖的外泄漏率.
原系统反吹风气缸阀板的优化:原反吹气缸活塞杆与阀门压盘之间为螺纹连接,该连接方式在气缸往复上下运动中和气流作用下很容易发生旋转松动;压盘与风口之间的密封圈为“U”结构,在压盘强大冲击力作用下很容易将密封圈剪破,而漏风,影响集气效率.使用万向接头刚性密封方式,对反吹气缸阀门进行改造.
4 效果评价
通过以上新技术在烟气净化中的应用使得系统的净化效率、集气效率等关键技术参数得以提高,达到项目的预期目标.下表分别列出技术优化前后的测试数据加以比较.见表 3、表 4.
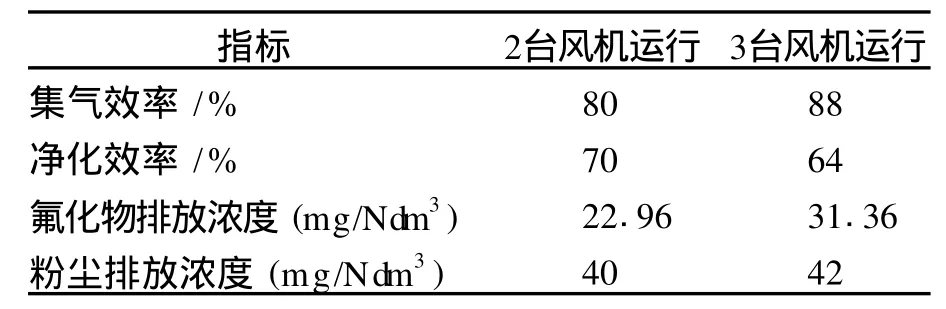
表 3 电解烟气净化系统技术优化前测试结果
电解车间岗位氟化物浓度:3.15m g/Nm3,岗位粉尘浓度:13.2m g/Nm3.
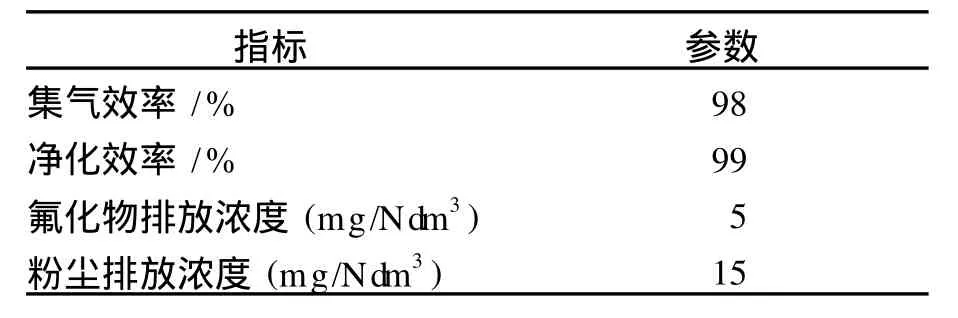
表 4 电解烟气净化系统技术优化后测试结果
电解车间岗位氟化物浓度:0.75m g/Nm3,岗位粉尘浓度:4.0m g/Nm3.
A
1671-6620(2010)S1-0073-04
