电动钻机气控系统集成化和自动化改进设计
2010-12-11董云飞廖文青
陈 建,董云飞,廖文青
(江苏石油勘探局钻井处,江苏扬州225261) ①
电动钻机气控系统集成化和自动化改进设计
陈 建,董云飞,廖文青
(江苏石油勘探局钻井处,江苏扬州225261)①
通过对江苏油田在用ZJ30DB、ZJ40D、ZJ50D和ZJ70D型电动钻机气控系统故障率高、操作不方便、维修困难、冬季气瓶每隔30 min需要人工放水等问题的分析和研究,对ZJ70DB型电动钻机气控系统进行了完善和设计,实现了对电动钻机盘刹、风动旋扣器、转盘惯刹、自动送钻离合、防碰释放、游车防碰、气喇叭、气动卡瓦以及钻台上气罐自动放水等的集中控制和自动控制。改进后的气控系统具有动作灵敏、结构简单、安装维护方便、操作容易、正压防爆和使用寿命长等特点。
气控系统;电动钻机;集成化;智能化
近年来,随着钻机自动化和智能化的程度越高,钻机空气系统的问题就越显得突出[1]。
a) 传统的钻机气控系统均由司钻控制房内的手动换向气阀来控制。由于手动换向阀均为手柄式的,司钻在操作时容易造成误操作,从而发生严重的生产事故;另外,由于手动换向气阀体积大,占用司钻操作台的面积大,使司钻控制房的空间狭窄,给维护和使用都带来不便。
b) 传统的钻机空气系统在防碰天车起作用时,会切断气路控制盘刹液压站工作使盘刹刹死,而这时绞车电机没有得到停止工作的信号而继续工作,从而产生憋电机事故。
c) 在冬季低温时,空气系统的气瓶容易积水、冻结,所以每隔30 min就需要对气瓶人工放水。由于气瓶大多在钻台面底下,放水时不仅上下不方便,还因为钻台离地面较高容易发生高空坠落事故。
本文提出的集成化、自动化气控系统具有优良的控制性能,改变了传统的控制方式,采用冗余系统控制[2],不仅节约了气控系统的占用空间,也解决了气控系统性能不稳定、操作不方便、故障率高、自动化程度低、安全性低以及在冬季气瓶需要人工放水等问题。
1 气控系统集成
气控系统的集成是将盘刹、风动旋扣器、转盘惯刹、自动送钻离合、防碰释放、游车防碰、气喇叭、气动卡瓦以及钻台上气罐自动放水等的电控换向阀集中设计在一个阀组里,采用特殊设计的控制阀以保证其能用于各种场合,并具有很长的使用寿命。改进设计的ZJ70DB型电动钻机气控系统采用的阀组由10个阀组成,每一个阀为一个二位三通阀,阀组功能如图1。

图1 阀组功能
阀组控制电源为24 V DC,整个阀组安装在1个正方形箱子里,采用正压防爆,具有动作灵敏、结构简单、安装维护方便、操作容易等优点。另外,在气体进入阀组之前要经过40μm级过滤器过滤,阀组的工作气路通过一个统一的对外接口板送至对应的控制管线来控制各个工作点,既减小了控制阀所占空间,也方便了维护和保养。
阀组的控制信号线统一连接到箱体的一个多芯电缆接头上,使用时只需将多芯电缆两端分别连接到阀组箱的多芯电缆接头和司钻房底下的多芯电缆接头上即可。
该气控系统阀组控制分别使用面板控制和触摸屏2种控制方式,如图2。面板控制和触摸屏控制的功能完全相同,二者都与PLC连接,通过一系列逻辑来控制阀组,以实现钻机的各种功能。当司钻台上的控制按钮失效时,采用触摸屏控制也可以实现其控制功能,从而实现了气控系统控制的冗余设计。

图2 阀组箱控制方式
在每个阀上还设有手动按扭,按动阀组上相应的按扭就可以实现在没有电源的情况下控制阀组,以实现阀组的部分控制功能。当PLC出现故障时,为了保证钻机仍能正常工作,PLC单元还设有旁路,即继电器控制单元来保证面板控制的功能不丧失。
2 气控系统自动化
该气控系统采用的控制电路与原电动钻机控制系统一样都是24 V DC电源,所以可直接从电动钻机的控制系统中取电[3]。在司钻台操作面板上设有防碰释放、气动卡瓦控制、转盘惯刹控制、气喇叭控制、风动上卸扣、自动送钻离合控制、气瓶自动放水以及备用开关按钮,当司钻操作时,将24 V DC电源信号送入 PLC数据输入模块,然后经过PLC的逻辑计算后,在数据输出模块上输出相应的控制信号,控制信号通过多芯控制电缆传给阀组,阀组动作。
2.1 绞车盘刹过卷防碰和天车防碰控制
使用绞车时,天车防碰、过卷防碰、盘刹紧急刹车、绞车主电机故障、电子防碰、钻机急停均为正常状态,且绞车A、B电机减速箱挂挡信号同在高速或低速时,经PLC程序计算,PLC给阀组阀1(如图1)信号,阀1打开给盘刹供气,盘刹释放可操作。当使用自动送钻且有自动送钻离合器反馈时,PLC也会给阀1信号,阀1打开给盘刹供气,盘刹释放也可操作。当天车防碰气路作用或过卷防碰气路作用时,将供气信号给阀组箱内的压力开关,压力开关接收气信号后发出天车防碰或过卷防碰信号给PLC,PLC断开阀1电信号,阀1关闭排气盘刹刹车,同时PLC还发出控制信号控制电机减速停机。如果使用自动送钻,PLC还会断开阀3电信号,实现自动送钻离合摘离。当盘刹紧急刹车、主电机和送钻电机出现故障、或游车运行到电子防碰设定的高度、钻机急停、送钻离合器破裂或绞车滚筒两端变速箱挂挡错误时,PLC断开阀1电信号,阀1关闭排气后盘刹刹车。绞车盘刹电磁阀控制程序如图3。
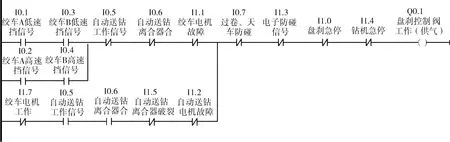
图3 绞车盘刹电磁阀控制程序
上述功能不仅在PLC工作时能够实现,在PLC出现故障时还设计了继电器系统作为备用,只需要在司钻操作台上把控制方式由PLC模式切换为旁路模式就能够实现。另外,空气系统的控制采用司钻台控制面板和触摸屏控制双控制方式,实现了气控系统的冗余设计,解决了1种控制出现故障时而使气控系统无法工作的问题。采用该种控制,在盘刹紧急刹车、主电机和送钻电机出现故障、游车运行到电子防碰设定高度、钻机急停、送钻离合器破裂或绞车滚筒两端变速箱挂挡错误时,不仅能够给盘刹发出信号,还能给电控系统发出信号,使绞车电机不能启动,避免绞车憋电机等现象的发生。
2.2 转盘惯刹控制
转盘惯刹控制可以选择手动,也可以选择自动。当惯刹开关处于手动惯刹位置时,输出电信号到PLC,PLC断开阀组阀2电信号,阀2打开输出信号给转盘电机使电机停止,实现转盘惯刹;当转盘惯刹开关处于自动位置,同时转盘电机停机或断电时,输出电信号到PLC,钻机急停PLC,输出电信号同时断开阀2电信号,阀2打开输出气信号到转盘惯刹离合器刹住转盘,只有当开关置于自动惯刹位置时,电机才可以再次启动。转盘惯刹控制程序如图4。

图4 转盘惯刹控制阀控制程序
2.3 自动送钻离合控制
当自动送钻离合器在“合”位置时,输出电信号给PLC,PLC检测绞车主电机是否有停机信号,若主电机停机,又无防碰信号、盘刹紧急刹车信号、故障信号和钻机急停信号的情况下,PLC给阀组阀3送电信号,阀3打开输出气信号,实现自动送钻离合[4]。自动送钻离合控制程序如图5。

图5 自动送钻离合控制程序
2.4 风动旋扣器控制
2.4.1 风动上扣
当风动旋扣器面板控制开关旋至上扣位置时,开关发出电信号到PLC,PLC给阀组阀5输出电信号,阀5开启输出气信号,打开井架上风动旋扣器继气器,气源经过风动旋扣继气器供给水龙头风动马达实现风动上扣。
2.4.2 风动卸扣
当风动旋扣器面板控制开关旋至卸扣位置时,开关发出电信号到PLC,PLC给阀组阀4输出电信号,阀4开启延时3 s后给阀5信号,阀5打开,阀4和阀5分别控制风动旋扣器换向阀和继气器实现风动卸扣。
风动上扣和风动卸扣功能是互锁的。
2.5 防碰释放控制
当游车上升到紧急高度时,盘刹刹车。若要让游车下放,按下面板上的防碰释放开关,输出电信号给PLC,PLC给阀组阀1电信号,阀1打开,盘刹释放可操作,同时PLC给阀6电信号,阀6关闭排气,放掉防碰回路中的控制气信号。司钻通过防碰释放开关盒绞车控制手柄缓慢下放游车,防碰释放开关可复位。当游车下放到安全高度以下后,松开防碰释放按钮开关,同时将绞车防碰过卷阀和天车防碰器复位至工作位置,钻机能正常使用。
2.6 气喇叭控制
当司钻需要提醒工作人员注意时,按住面板上气喇叭开关,开关输出电信号到PLC,PLC给阀组阀7电信号,阀7打开供气给气喇叭,气喇叭鸣叫,松开后信号消失,气喇叭停止鸣叫。
2.7 气动卡瓦控制
当气动卡瓦控制旋钮旋至松开位置时,开关发出电信号到PLC,PLC经过计算后给阀组阀8电信号,阀8打开供气给气动卡瓦,气动卡瓦松开。当气动卡瓦控制旋钮旋至卡紧位置时,开关发出电信号到PLC,PLC经过计算后断开阀8电信号,阀8关闭断开气动卡瓦的气信号,气动卡瓦卡紧钻杆。
2.8 钻台上气罐自动放水
气温较低时,司钻可将气罐放水控制旋钮旋至自动放水位置,开关发出信号到PLC,PLC给气瓶上的电控阀发出电信号,电控阀门延时5 s后(延时时间可根据现场情况进行调节)自动关闭,此后PLC每过30 min会自动给气瓶上的电控阀发出电信号。若司钻想要停止该功能时,只需将气罐放水控制旋钮旋至停止放水位置。
2.9 备用开关
当钻机需要拓展其他功能时,可启动备用开关输出电信号给PLC,阀组备用阀9和阀10的输入/输出逻辑关系可通过在PLC内输入增补程序实现。当阀组内的阀1~阀7出问题时,可用阀9、阀10代替。
3 结论
1) 该气控系统所有的控制气阀集成在1个阀组箱里,安装、维护方便。
2) 气控系统采用自动化程度较高的 PLC进行控制,通过面板或触摸屏2种操作方式,实现了操作系统的冗余设计,操作方便,安全性高。
3) 阀组设计手动按扭开关,可以实现在没有电源的情况下手动控制阀组。
4) 设计继电器系统作为PLC系统的备用,在PLC出现故障时气控系统也能正常工作,提高了气控系统的可靠性。
5) 设计人性化的自动气瓶放水控制系统,减轻工人的劳动强度。
6) 该气控系统集成化、自动化、智能化程度高,系统稳定,安全性高,维护和操作方便,可最大限度地减少钻井生产事故。
[1] 张建军,李耀杰.浅谈司钻控制系统的现状和发展[J].电气传动自动化,2005(5):23-25.
[2] 廖常初.S7-300/400 PLC应用技术[M].北京:机械工业出版社,2005:47-49.
[3] 郑芸哲,齐明侠,沈 蓉,等.基于西门子 PLC的司钻控制系统[J].石油矿场机械,2008,37(5):53-55.
[4] 张晓军,王建才,戴克文,等.交流变频电机自动送钻系统的原理和应用[J].石油矿场机械,2007,36(11):32-34.
Integration and Automatization of Air System in Electric Rig
CHEN Jian,DONG Yun-fei,LIAO Wen-qing
(Department of Drilling Engineering,J iangsu Oil Ex ploration Corporation,Yangzhou225261,China)
The air systems of ZJ30DB,ZJ40D,ZJ50D and ZJ70D which are being used in JOECO are featured by the high failure rate,difficult operation and frequent repair.Through the analysis and research,a new air system of ZJ70DB was designed.The new air system is of integration and automatization of controlling the disc brake,the pneumatic make-up and brake-out,the rotary table inertia control,the auto driller clutch,the anti-collision protection,the air trump,the pneumatic slips and the air tank.It is featured by the sensitive action,simple structure,convenient installation and maintenance,easy operation,positive-pressure explosion prevention and the long service life.
air system;electric rig;integration;automatization
1001-3482(2010)10-0051-04
TE922
A
2010-04-11
陈 建(1985-),男,福建周宁人,2007年毕业于西南石油大学机械工程及其自动化专业,现从事电动钻机和顶驱的维护和维修工作,E-mail:chenjian5001@163.com。