BN表面镀镍对Ni-Cr/BN减摩密封材料烧结性能的影响
2010-11-29韦小凤王日初彭超群冯艳
韦小凤,王日初,彭超群,冯艳
(中南大学 材料科学与工程学院,湖南 长沙,410083)
航空工业的迅速发展对航空发动机提出了越来越高的要求,大推力、高效率、低能耗己成为发动机设计和制造的总体目标。减小压气机、涡轮机叶尖与机匣之间间隙是提高发动机性能的重要手段,而压气机可磨耗密封材料可以将间隙减小到最低限度[1]。因此,为满足工业需求,必须研制出可以在较高温度下使用的减摩密封材料。这类材料一般要求在较高温度和无润滑状况下工作,且具有高温抗氧化性和稳定的物理力学性能[2]。镍基合金具有工作温度高、组织稳定、有害相少、抗氧化、抗热腐蚀能力强等优点,而且具有较理想的力学性能和可磨耗性能[3],可以代替某些难熔金属制作高温自润滑材料[4−5]。固体润滑剂h-BN呈白色,具有类似石墨的结构,故有“白石墨”之称[6],其熔点高(升华温度3 000 ℃[7]),且在较高温度下(900~1 200 ℃)才发生氧化[8],具有良好的可磨耗性能和润滑性能,相对于液态和半固态润滑剂,具有承载能力强和高温下稳定性好等优点[9],是减摩密封材料的优良添加剂,近年来被广泛应用于航空航天发动机的高温可磨耗密封材料[10]。人们对镍基自润滑复合材料的研究已开展多年,国内外已研制出应用于工业生产的产品,但对 h-BN作为固体润滑剂的减摩材料研究较少。当Ni-Cr/BN合金进行固相烧结时,h-BN阻碍Ni-Cr合金粉末的烧结过程,当BN含量达到10%时,材料的烧结变得困难,这对材料的摩擦磨损性能和力学性能都有不利影响[11−12]。为了改善BN粉和Ni-Cr合金粉末之间的润湿性,提高Ni-Cr/BN的烧结性能,本文作者采用化学镀镍的方法在 BN粉表面镀金属镍,研究BN表面镀镍层对Ni-Cr/BN减摩密封材料烧结性能的影响。
1 实验
1.1 BN粉表面镀镍
化学镀镍在碱性条件下进行,以硫酸镍为主盐,水合联氨为还原剂,氨水为络合剂,硫酸铵为稳定剂。具体工艺参数如表1所示。
先将BN粉进行粗化、敏化活化预处理,然后,按表1配置好镀液,将称量好的预处理BN粉与配制的溶液充分混合,用氨水调节pH值至8~10,充分搅拌并随时添加氨水调节 pH值,直到反应完全为止,然后,用蒸馏水将溶液冲洗至中性,烘干。
1.2 Ni-Cr/BN减磨密封材料的制备
Ni-Cr合金粉粒度范围为:粒径D≤147 µm,90%粉末的粒径D90≤74 µm;BN粉粒度为:平均粒径D50=0.65~1.08 µm,最大粒径 Dmax=11.38 µm。配制Ni-Cr/11%BN(质量分数)混合粉,混料后在 200~400 MPa压力下压制成形,烧结在钼丝炉中进行,烧结温度为1 000 ℃和1 100 ℃,保温60 min。烧结后的样品在600 MPa压力下复压,在钼丝炉中于850 ℃退火,保温60 min。
1.3 试验方法
在 CCS−44100电子万能试验机上测定试样的三点抗弯强度和抗拉强度。在HW187.5型布洛维硬度计上测量其布氏硬度,选用直径为5 mm的钢球,62.5 N载荷,保压时间为30 s。用D/MAX−RB型X线衍射仪(XRD)分析镀镍BN粉的相组成,用KYKY2800型扫描电子显微镜观察BN粉镀镍前后的形貌和试样三点弯曲的断口形貌。
2 结果与讨论
2.1 化学镀镍对BN粉形貌的影响
BN粉化学镀前后的SEM形貌如图1所示。由图1(a)可知:原始BN粉表面很不平整,纹路轮廓清晰可见,四周有明显棱角。图1(b)所示为BN粉化学镀镍后的形貌。由图1(b)可见:BN粉表面不平整的纹路都完全被覆盖,镀层完整,没有明显包覆不全的现象,而且表面较密实,镀层较厚。对BN粉表面镀镍层进行X线物相分析,结果如图2所示。可以看出:图谱中出现了镍峰,表明化学镀镍后,BN粉表面能有效地包覆一层镍涂层。

表1 化学镀镍工艺参数Table 1 Processing parameters of electroless plating nickel
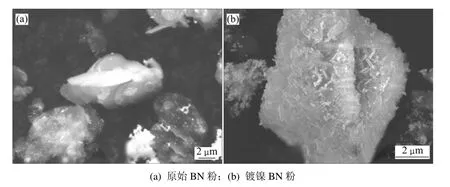
图1 BN粉扫描电镜形貌Fig.1 SEM morphologies of BN power

图2 镀镍BN粉的X线衍射谱Fig.2 XRD pattern of boron nitride coated with nickel
敏化活化过程在BN粉表面形成均匀催化结晶中心,使化学镀镍反应在BN粉颗粒表面顺利进行。化学反应生成的镍在后续的反应中对镀液中的还原剂水合联氨的氧化也具有较强的活性催化作用,为BN粉表面镀镍补充结晶中心,使化学镀镍过程可以继续进行。经过充分施镀后,BN粉表面形成连续完整的镍镀层。
2.2 温度对BN粉表面镀镍层的影响
表面金属镀层和BN之间相容性不好,高温处理时,表面金属镀层有球化的趋势,会减弱BN与镍铬合金基体的界面结合。图3所示为不同加热温度下BN颗粒表面镀镍层的球化形貌。由图3可见:经900 ℃高温处理后,BN粉表面未见球化,而经1 000 ℃高温处理后,表面出现密集的小镍球;经过1 100 ℃烧结后,这些小镍球聚集长大,部分可能已经脱落。造成球化的原因可以用座滴法进行解释[13]。固−液−气系统热力学关系式为:

式中:γSV和γLV为固相和液相表面能;γSL为固液界面能;Wa为黏附功,即分离单位固液界面所消耗的功,用来衡量固体和液体的结合强度。
代入杨氏方程式[14]:

得到:

式中:θ为润湿角。
由式(3)可见:当液体确定后,影响黏附功的主要因素是润湿角θ。图4所示为不同润湿角下固−液两相平衡时的润湿状态。可见:当θ<90˚时,Wa>γLV,液体能够在固体表面黏结,两相处于润湿状态(图4(a));当θ=0˚时,Wa=2γLV,Wa最大,液体完全平铺在固体表面,两相处于完全润湿状态(图4(b))。当θ=180˚时,Wa=0,固液两相根本不相黏结,液体在固体表面呈球形,不稳定,极易分离、脱落,两相处于完全不润湿状态(图4(c))。随着润湿角θ的增加,黏附功逐渐减小,液体对固体的润湿性减小。当θ=90˚时,Wa=γLV,两相润湿处于临界状态;当θ>90˚时,Wa<γLV,液体很难在固体表面铺展、黏结,两相处于不润湿状态。
化学反应产生的镀镍层与 BN粉之间是机械结合,而且镍颗粒粒径极小(纳米级),当温度升高到一定程度时,BN粉表面镀镍层有类似于纳米颗粒的小尺寸效应[15],在低于金属镍熔点的温度下,镀镍层就会因软化、熔融而有球化的趋势。实验结果表明:在1 000 ℃和1 100 ℃高温处理时镍镀层已经开始明显球化,润湿角接近180˚;当温度升高时,球化的金属镀层不断聚集长大,由于Ni与BN润湿性差,聚集长大的Ni颗粒从BN表面脱落,减弱镀镍层的作用效果。由图3可见:在1 100 ℃高温处理时,镍镀层熔融球化更完全,有从BN表面脱落的趋势,原始BN颗粒的轮廓已清晰可见。因此,制备复合材料时,烧结工艺温度不应太高,尽量避免镍镀层完全熔融球化以及从BN表面脱落现象的发生,否则,镀层改善润湿性就失去意义。
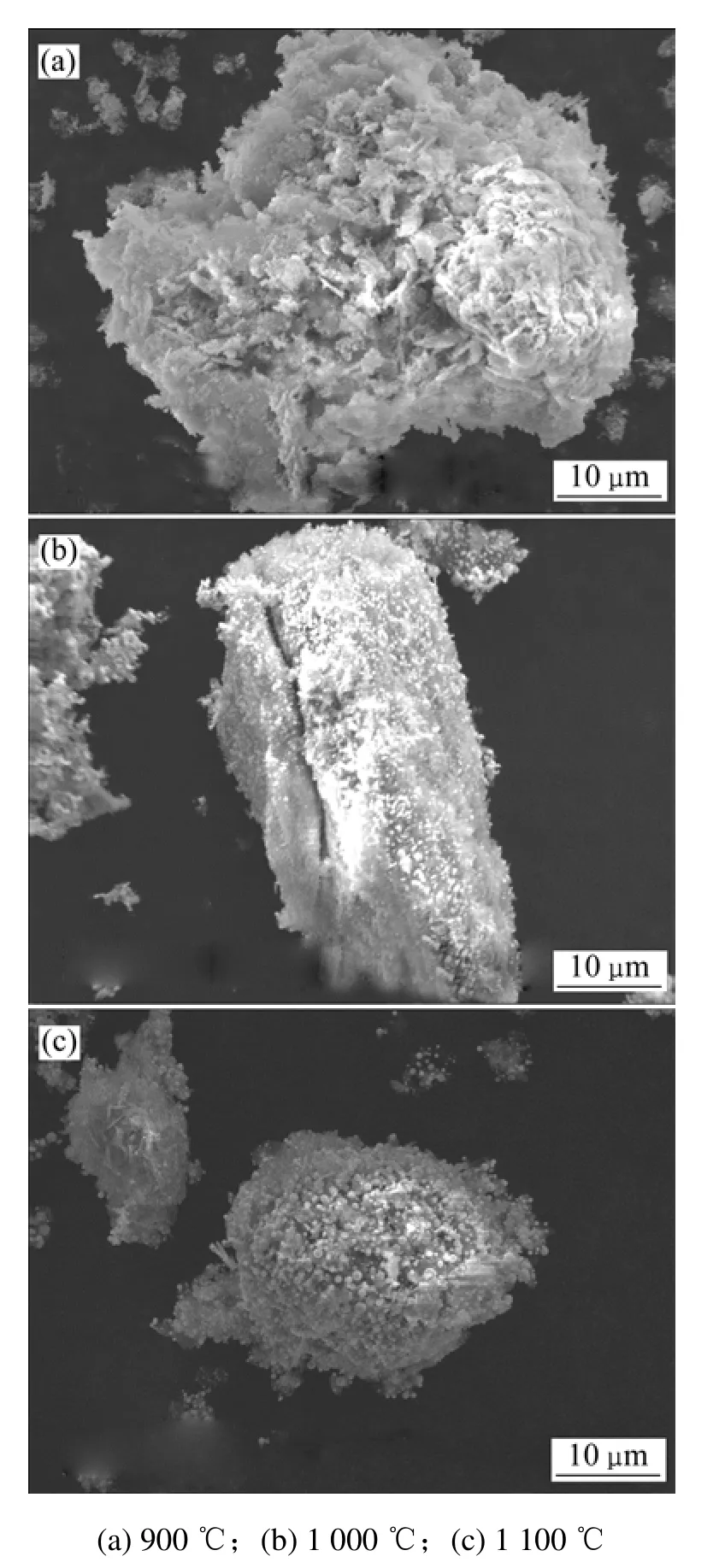
图3 不同加热温度下BN颗粒表面镀镍层的球化形貌Fig.3 Globurizing micrographs of BN coated with nickel at different temperatures
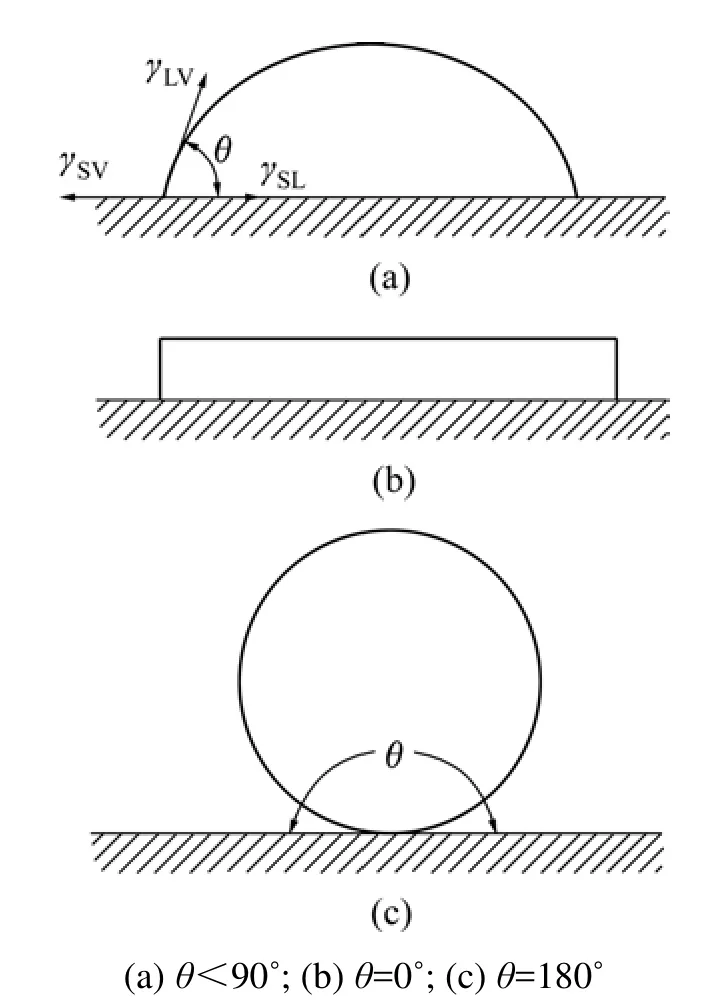
图4 不同润湿角下固−液两相平衡时的润湿状态Fig.4 Wetting states of balanced solid-liquid phases at different wetting angles
2.3 镀镍层对Ni-Cr/BN断口形貌和性能的影响
采用普通BN粉和镀镍BN粉在1 000 ℃烧结制备的Ni-Cr/BN试样断口形貌如图5所示。从图5(a)可以看到:普通BN粉和Ni-Cr合金基体界面结合处有明显缝隙,复合材料结构松散,孔隙较大,BN对基体的割裂作用非常显著。从图5(b)可以看到:镀镍 BN粉和Ni-Cr合金基体界面结合良好,复合材料结构紧密,孔隙相对较小。
根据Ni-Cr合金相图[16]可知:材料在1 000 ℃烧结过程中不出现新的组成物或新相,也不会出现液相,所以,Ni-Cr合金粉末在1 000 ℃时的烧结为固相单相烧结。由于Ni-Cr合金粉和BN粉互不润湿、不溶解、不发生化学反应,未包覆镍的BN颗粒在烧结过程中,只有基体颗粒软化或熔化时才形成烧结颈并扩散长大,所以,在1 000 ℃烧结时,BN的存在阻碍基体的烧结过程,其界面结合模型[17]如图6(a)所示。表2所列为不同烧结温度下Ni-Cr/BN减摩擦材料的性能。Ni-Cr粉与BN粉交界处往往存在孔隙,界面结构松散,机械互锁作用很弱。从表2可以看到:在1 000℃烧结时,与 Ni-Cr/镀镍 BN 材料相比,Ni-Cr/普通BN材料的密度、硬度、抗拉强度和抗弯强度要低。
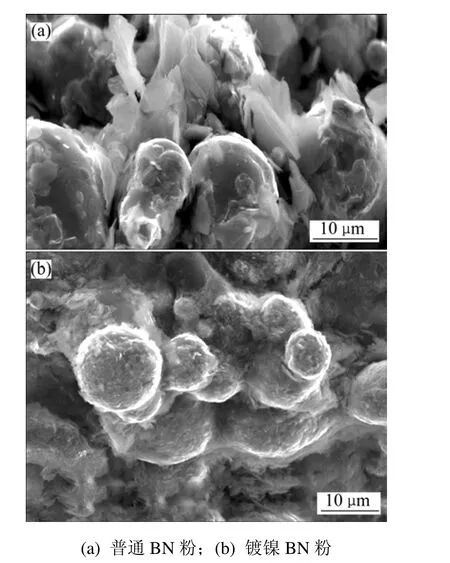
图51 000 ℃烧结条件下Ni-Cr/BN减摩密封材料断口的形貌Fig.5 Fracture section morphologies of antifriction sealing materials sintered at 1 000 ℃

图6 BN粉与基体界面结合模型Fig.6 Sketch map of model of combination between BN power and Ni-Cr matrix
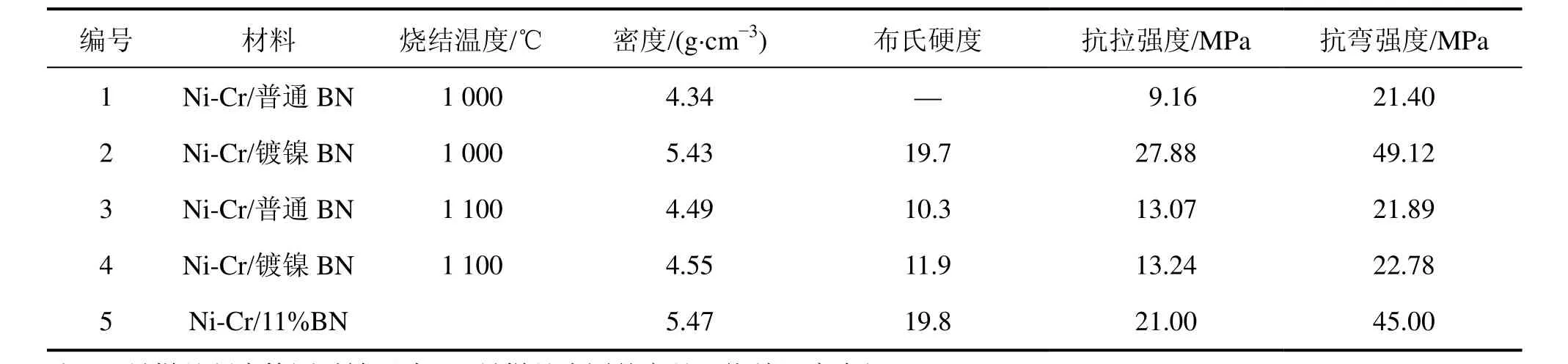
表2 不同烧结温度下Ni-Cr/BN减摩密封材料的性能Table 2 Properties of antifriction sealing materials at different sintering temperatures
化学镀的BN粉表面均匀分布镀镍层,如图1(b)所示。在1 000 ℃烧结Ni-Cr/镀镍BN材料的动力学介于固相烧结与液相烧结之间,类似液相烧结的溶解和析出过程,1 000 ℃时颗粒细小的镀镍层发生软化,易与 Ni-Cr合金基体发生充分的互扩散,使镀镍层与Ni-Cr合金基体融为一体,这样便形成一种双层界面的结合模式[18],即BN/Ni单质/Ni-Cr合金基体,其界面结合模型如图6(b)所示。而且BN粉在镀前处理的粗化过程中表面已变得粗糙,可使镍镀层深深嵌于BN粉表面的凹陷处,使镀镍层与BN粉之间具有较强的机械锁合力,故Ni-Cr/镀镍BN材料结构紧密,孔隙相对较小,界面结合良好,材料的密度、硬度、抗拉强度、抗弯强度显著提高,与国外同类材料的性能非常接近(见表2)。
表2中4号样品是Ni-Cr/镀镍BN材料在1 100 ℃烧结的试样,其密度、布氏硬度、抗拉强度、抗弯强度低于在1 000 ℃烧结的2号样品的。这主要是因为1 100 ℃高温烧结时,镀镍BN粉表面球化较充分,部分镍镀层已从 BN表面脱落,使得镀镍 BN粉与Ni-Cr合金基体的界面结合和纯BN粉与Ni-Cr合金基体的界面结合相似,故性能接近(表2中3号样品)。这表明由镀镍BN粉制备的Ni-Cr/BN减摩密封材料,其烧结温度应在1 000 ℃左右,以避免镀镍层完全熔融球化后从BN表面脱落。
3 结论
(1) 在碱性条件下,以硫酸镍为主盐、水合联氨为还原剂、氨水为络合剂、硫酸铵为稳定剂,在 BN粉表面镀上连续均匀的镍镀层。
(2) 在1 000 ℃烧结时,BN粉表面镀镍层能够显著改善BN粉与Ni-Cr合金基体的之间的润湿性,使Ni-Cr/BN减摩材料的抗拉强度和抗弯强度分别达到27.88 MPa和49.12 MPa,高于国外同类产品的性能。
(3) 当烧结温度达到1 100 ℃时,BN粉表面镍镀层发生球化并从BN粉表面脱落,镀镍层对Ni-Cr/BN减摩密封材料烧结性能的改善效果降低。
[1]Novinski E R. The design thermal sprayed abradeble seal coatings for gas turbine engines[C]//Proceedings of 4th National Thermal Spray Conference. Pittsburgh, PA, 1991: 451−454.
[2]刘如铁, 李溪滨, 苏春明, 等. 镍基高温自润滑材料[J]. 粉末冶金材料与工程, 1997, 2(1): 32−38.LIU Ru-tie, LI Xi-bin, SU Chun-ming, et al. Nickel-base high temperature self-lubricate material[J]. Powder Metallurgy Material and Engineering, 1997, 2(1): 32−38.
[3]徐强, 张幸红, 韩杰才, 等. 先进高温材料的研究现状和展望[J]. 固体火箭技术, 2002, 25(2): 51−55.XU Qiang, ZHANG Xing-hong, HAN Jie-cai, et al. Current Status of R & D and prospects of advanced high-temperature materials[J]. Journal of Solid Rocket Technology, 2002, 25(2):51−55.
[4]FU Xing-wang. Effects of solid lubricant MoS2on the tribological behavior of hot pressed Ni/MoS2self-lubricating composites at elevated temperature[J]. Tribology Trans, 1996,39(2): 392−397.
[5]李溪滨, 王丹丹, 刘如铁, 等. 固溶处理对镍铬钼合金力学性能的影响及断口分析[J]. 中南大学学报: 自然科学版, 2004,35(3): 353−357.LI Xi-bin, WANG Dan-dan, LIU Ru-tie, et al. Influence of solid-solution treatment on mechanical properties of Ni-Cr-Moalloy and analysis of its fracture[J]. Journal of Central South University: Science and Technology, 2004, 35(3): 353−357.
[6]胡婉莹. 连续合成六方氮化硼的新工艺[J]. 先进技术陶瓷,2002, 23(2): 35−36.HU Wan-ying. Study on a new process for synthesis of hexagonal boron nitride[J]. Advanced Ceramics, 2002, 23(2):35−36.
[7]郭志猛, 宋月清. 超硬材料与工具[M]. 北京: 冶金工业出版社, 1996.GUO Zhi-meng, SONG Yue-qing. Superhard material and tool[M]. Beijing: Metallurgical Industry Press, 1996.
[8]郭圣波, 王为民. 高性能 C/BN层状复合材料的研究进展[J].陶瓷学报, 2005, 26(4): 285−289.GUO Sheng-bo, WANG Wei-ming. Research progress of C/BN laminated composites with high properties[J]. Journal of Ceramics, 2005, 26(4): 285−289.
[9]黄文轩, 张英华. 固体润滑剂添加剂综述[J]. 润滑油, 1999,14(5): 5−11.HUANG Wen-xuan, ZHANG Ying-hua. A summary of solid lubricant additives[J]. Lubricant, 1999, 14(5): 5−11.
[10]LI Fan, ZHANG Deng-jun, LI Bao-hou, et al. A new chemical plating system for hexagonal boron nitride particles[J]. The Chinese Journal of Process Engineering, 2002, 5(2): 425−430.
[11]魏圣明, 王日初, 李庆勇, 等. BN对镍基可磨耗密封材料烧结性能的影响[J]. 稀有金属材料与工程, 2006, 35(1): 127−130.WEI Sheng-ming, WANG Ri-chu, LI Qin-yong, et al. Effect of BN on sintering properties of Ni-based abradable seal alloy[J].Rare Metal Material and Engineering, 2006, 35(1): 127−130.
[12]余琨, 阳震, 王日初, 等. 活化烧结工艺制备 Ni-Cr/BN 自润滑复合材料[J]. 中南大学学报: 自然科学版, 2008, 39(3):538−542.YU Kun, YANG Zhen, WANG Ri-chu, et al. Preparation of Ni-Cr/BN self-lubricating composites by active sintering process[J]. Journal of Central South University: Science and Technology, 2008, 39(3): 538−542.
[13]李国军, 黄校先, 郭景坤. Al2O3基金属陶瓷界面润湿性的改善[J]. 材料导报, 2001, 15(4): 33−34.LI Guo-jun, HUANG Xiao-xian, GUO Jing-kun. Improvement of interface wettability of Al2O3based cermet[J]. Materials Review, 2001, 15(4): 33−34.
[14]Ambier J, Bourda C, Jeannot D, et al. Modification in the microstructure of materials with air break switching at high currents[J]. IEEE Trans on Components, Hybrids, and Manufacturing Technology, 1991, 14(1): 153−161.
[15]杜春宽, 尹延国, 刘焜, 等. 镀镍石墨粉表面球化及与铜合金基体界面结合的研究[J]. 机械工程材料, 2007, 31(4): 25−28.DU Chun-kuan, YIN Yan-guo, LIU Kun, et al. Surface globuling and interfacial combination with copper matrix of graphite coated with nickel[J]. Materials for Mechanical Engineering,2007, 31(4): 25−28.
[16]Baker H, Bennett L H, Lawrence Dr. Bulletin of alloy phase diagrams—A new venture[C]//Proceedings of Interamerican Conference on Technology and Materials. Mexico, 1981:539−541.
[17]Chawla K K. Interface in metal composites[J]. Compinterf, 1996,4(5): 287−298.
[18]焦明华, 尹延国, 俞建卫, 等. 石墨表面金属化对铜基复合材料摩擦学性能的影响[J]. 中国有色金属学报, 2007, 17(10):1637−1643.JIAO Ming-hua, YIN Yan-guo, YU Jian-wei, et al. Influence of surface metallization of graphite on tribological properties of Cu-matrix/graphite composite materials[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(10): 1637−1643.
