邯钢热镀锌生产线立式活套的设计和应用
2010-11-18李泽武
李泽武
(北京考克利尔冶金工程技术有限公司,北京 100041)
1 前言
镀锌钢板广泛用于汽车、家电、建筑、以及机械行业。由于近些年我国已成为家电、汽车的生产和消费大国,对镀锌板的需求不断扩大,镀锌线的建设也快马加鞭。活套作为镀锌生产线的一个关键的大型设备,起着承前启后的作用,保证生产线的顺畅运行。
镀锌线的活套主要分为两种形式:水平活套(卧式活套)和立式活套。决定活套形式的因素很多,例如厂房的高度、连续退火炉的形式、生产线的长度以及生产线的工艺速度等。但是由于镀锌线的工艺水平不断提高,立式活套越来越多的用于镀锌生产线,并显示其优良的性能。
邯钢镀锌线是世界最先进的生产线,生产线的产品定位为镀锌板中的高附加值产品的汽车板。
2 邯钢镀锌生产线工艺参数
2.1 立式活套在镀锌生产线的位置
近些年我国引进的镀锌生产线通常设置3个活套:入口活套、中间活套、出口活套,并都采用立式活套。入口活套是为换卷焊接时保证生产线正常运转设置的;中间活套是为光整拉矫机换辊时生产线连续作业而设置的;出口活套是为分卷、卸卷生产线连续作业而设置的。某镀锌生产线的布置图如图1所示。立式活套设置在入口段、工艺段和出口段。
2.2 镀锌生产线的工艺参数
(1)带钢的规格。带钢厚度为0.4~2.5 mm;带钢宽度为1 000~2 030 mm;最大卷重40 t。
(2)工艺速度。入口段为240 m/min;工艺段为180 m/min;光整段210 m/min;出口段为270 m/min。
(3)带钢在活套入口、出口的张力(见表1)。

图1 镀锌生产线工艺布置图

表1 活套处带钢张力
2.3 立式活套套量的计算
镀锌线活套的套量是由因为各种原因使生产线停顿所需时间来决定的。在入口活套,正常生产时要使活套充满带钢,以便换卷;焊接时入口段需要停止时,活套能释放带钢保证后续的生产线正常运转。中间活套和出口活套在正常生产时,活套保持空套状态,以便光整拉矫机换辊;在出口剪切或卸卷生产停顿时,活套能储存带钢,保证活套前的生产线能正常运转。下面为一镀锌生产线入口活套套量的计算。
入口段速度为max.240 m/min;工艺段速度为max.180 m/min;穿带速度30 m/min;带尾速度90 m/min;带钢的加速度0.5 m/s2,表2为换卷、焊接时生产停顿时间。

表2 带钢换卷、剪切、焊接所需时间一览表
由表2可得换卷所需时间为162 s,安全系数为1.1,162×1.1=178.2 s。换卷期间向活套输送带钢长度为60.9 m。计算后确定立式活套的有效行程为24 m,20道,有效储存带钢24×20=480 m。活套释放带钢时间为
(480+60.9)/180=180.3 s>178.2 s
2.4 邯钢镀锌生产线立式活套结构形式及特点
邯钢镀锌线的立式活套采用钢结构框架,带钢在活套内经20次转向折返;活套入口、中间、出口设有纠偏辊装置(中间、出口活套只有中间和出口设置纠偏辊装置);所有转向辊辊面镀铬;传动卷扬系统安装在地平上,电机采用力矩伺服控制电机;升降采用定、动轮和两根不同旋向的钢丝绳经卷筒升降;移动车体与配重之间通过固定在顶层的同步机构相连,克服了由于入口和出口张力不同产生的不平衡;移动车体通过固定在钢结构两侧的导轨来进行导向,使活动车体平稳升降,立式活套结构如图2所示。

图2 立式活套的立面和侧面图
2.5 邯钢镀锌生产线立式活套关键零部件的选择和计算
(1)配重质量的确定。活动车架上升到最高位置时,活动车架侧与配重侧的质量差为500 kg。并且必须考虑连接车体与配重的链条的变化的影响。活套配重和活动车架配置如图3所示。
移动车体质量 31946 kg
配重质量 27512 kg
连接链条单位质量 75 kg/m
(31 946+2.225×75×2)-(27 512+28.454×75×2)=500 kg
(2)钢丝绳的选择。升降用钢丝绳是立式活套的一个关键零件,是保证立式活套正常安全运转的关键,选择根据活动车架位于最低位置时,拉动活动车架所需的力,安全系数通常选用10。

图3 立式活套配重与活动车架的关系
本活套设计采用两根旋向相反的钢丝绳,两个动滑轮、4个定滑轮,电机减速箱传动的卷筒安装在地面上的形式(见图2、图3)。
N=(20T+N1)/6×η
式中,N为每根钢丝绳所受的拉力;T为活套内带钢的平均张力(20是活套内带钢的道数)。
T=(46 200+72 240)/2=59220 N
式中,N1为活动车架位于低位时活动车架侧与配重侧的质量差。
N1=31 946-27 512+31×75×2=90840 N
η为安全系数,通常取10。
N=(20×5922+90840)/6×10=212540 N
根据计算的N值确定钢丝绳的规格
钢丝绳直径为50 mm
钢丝绳长度为145 m/根
钢丝绳公称抗拉强度为1 960 N/mm2。
(3)立式活套传动电机功率的确定。根据上面计算的每根钢丝绳的拉力为
N'=(20T+N1)/6=212 540 N
P=N'×2×v/60×1/20×3/1 000=192 kW
综合考虑选定:电机功率为237 kW,电机转速为1 000 r/min。
(4)钢结构框架的校验及柱脚力的确定。由于立式活套的框架为钢结构形式,为保证其安全稳定可靠,必须对钢结构按3倍正常最大张力和8级地震强度进行校核。此钢结构所有节点均采用高强度螺栓连接。表3为计算所得的柱脚力 数值。
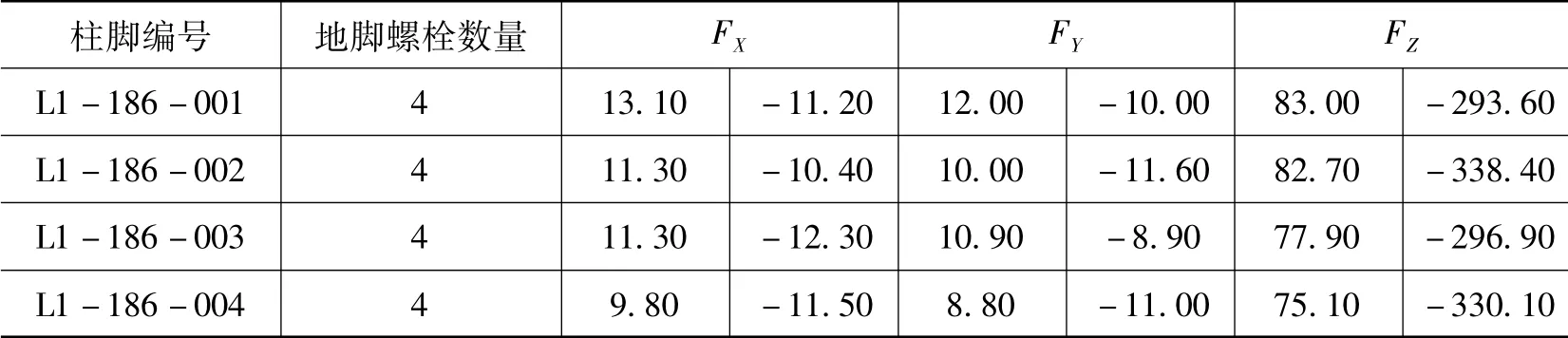

表3 柱脚力 ×104N
3 立式活套在镀锌线的应用
本文介绍的立式活套已经在马钢镀锌线、首钢顺义镀锌线、鞍钢镀锌线、邯钢镀锌线、京唐镀锌线等近20条镀锌线设计中应用。采用立式活套的大大节约了厂房的长度,增加了活套的储存带钢的能力,减少了带钢跑偏的倾向。特别是入口立式活套与立式退火炉配合使用,可以提高生产线的工艺速度,提高生产线的产量。
