化学酸洗消除铝材表面机械纹的研究
2010-11-16刘丙春赵永武王永光
刘丙春,赵永武,王永光
(江南大学机械工程学院,江苏 无锡 214122)
化学酸洗消除铝材表面机械纹的研究
刘丙春,赵永武*,王永光
(江南大学机械工程学院,江苏 无锡 214122)
介绍了一种去铝材表面机械纹路的化学酸洗液,通过正交试验得到的最佳配方为:每1 L溶液中含100 g NH4F、68 g HBF4、35 mL H2O2和0.12 g Tx-10(壬基酚聚氧乙烯醚),时间10 min,温度50 °C。各因素对酸洗效果的影响作用由大到小依次为:NH4F > HBF4> H2O2> 酸洗时间。该工艺操作简单,去纹速度快,效果好。
铝合金;机械纹;化学酸洗;正交试验
1 前言
在铝型材挤压生产过程中,由于受坯锭、模具、挤压工艺等因素的影响,型材表面不可避免地产生密密麻麻、深浅不一、贯穿型材首尾的机械纹路(模纹),严重影响了铝型材的产品质量。不少企业采用碱过蚀法来消除铝型材表面的挤压纹,但该法会导致型材表面无光泽,机械性能降低,生产成本升高,还给氧化生产线的管理和污染治理带来许多不便[1]。
2 化学酸洗机理
本文介绍一种消除铝型材表面挤压机械纹路的新方法——化学酸洗法。化学酸洗是在特定条件下的化学浸蚀。铝型材接触酸蚀液,在很短时间内迅速发生反应,生成配合物。反应方程如下:

生成的配合物具有一定黏度,容易附着于铝基体表面,在铝合金表面形成了一层保护膜并填平了机械纹沟底。沟底的铝合金与酸蚀液完全隔绝,反应速度近乎为零,而沟表面的黏附产物较薄,酸蚀液可与铝合金接触,反应快速进行,使得沟表面与沟底产生了较大的反应速度差,从而实现了较强的去机械纹效果。碱蚀也具备一定的去机械纹能力,所利用的是黏性理论,即沟底的铝离子浓度高于沟表面的铝离子浓度,导致沟表面的反应速度快于沟底的反应速度,从而达到消除机械纹的目的[2]。但是由于沟底的反应速度只是被减缓,而不是如酸蚀那样被彻底抑制,因而碱蚀去机械纹的能力比酸蚀弱得多,且铝耗是酸蚀的5倍以上。三酸抛光含有一定浓度的强氧化剂,可使铝合金表面产生钝化膜,因而不具备去机械纹的能力。
3 试验
3. 1 试验工件及设备
所用工件为6063型铝型材,尺寸为50 mm × 50 mm × 1.5 mm。
所用的设备有:HH-W420恒温水浴(江苏金坛市晶玻实验仪器厂),H01-2C电磁搅拌器(上海梅颖浦仪器仪表制造有限公司),XTL-100光学显微镜(桂林市光学仪器厂)。
3. 2 工艺流程
除油—水洗—干燥—酸洗—滴流—水洗—干燥。
3. 3 评定标准
根据酸洗后铝材表面的平整性、粗糙度,有无发黑及点蚀等情况进行综合评分。评定标准如表1所示。

表1 等级、得分与化学酸洗效果的关系Table 1 Relationship between the grade, scores and chemical pickling effect
3. 4 酸洗液组分及正交试验
为了确定溶液的最佳组分浓度及处理时间,安排了L16(44)正交试验,其因素水平设计如表2所示。正交试验中固定因素为:溶液总量为1 000 mL,温度50 °C,Tx-10 0.12 g。

表2 正交试验因素水平Table 2 Levels of factors in orthogonal test
4 结果与讨论
4. 1 正交试验结果与酸洗溶液组成的优选
正交试验结果列于表3。根据极差(R)分析,得出影响铝合金酸洗后表面纹路的因素主次顺序为:NH4F >HBF4> H2O2> 酸洗时间。根据各个因素的K值,得出溶液的最佳配方为:

4. 2 影响表面酸洗效果的因素
4. 2. 1 NH4F
氟化铵是化学酸洗去机械纹溶液中的主要成分。F-对铝表面的钝化膜有极强的渗透性能,在盐类溶液中对铝有显著的孔蚀作用,但F-对Si有一定的溶解能力。因此,应严格控制氟化铵的含量。NH4F含量与整平效果的关系如图1所示。
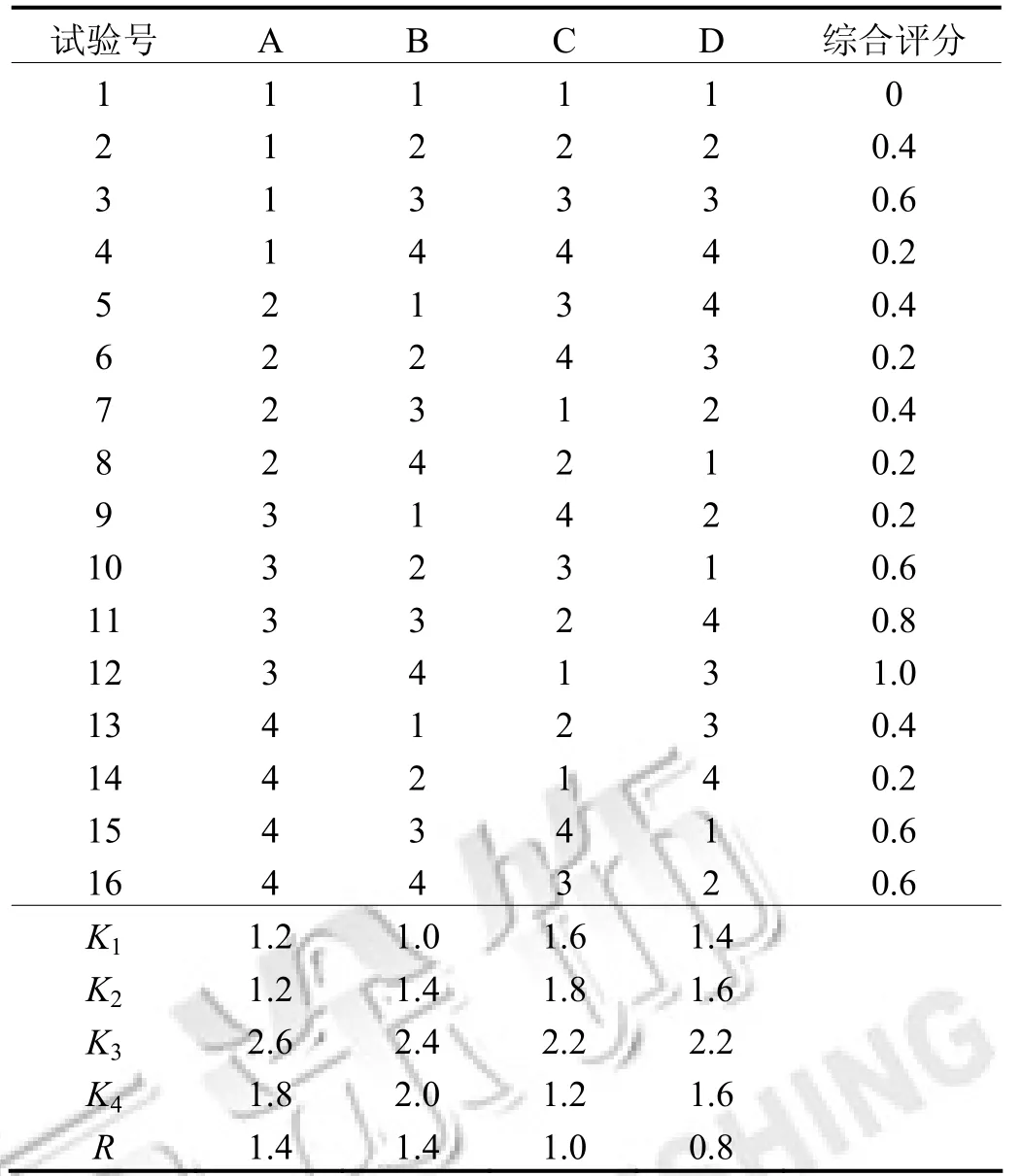
表3 正交试验数据Table 3 Orthogonal test result
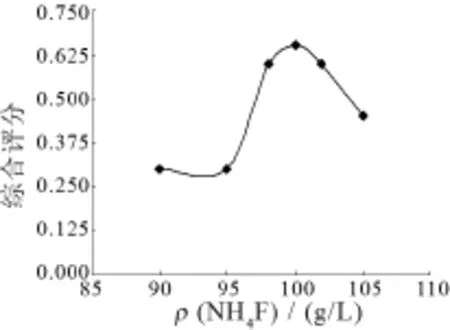
图1 NH4F含量与整平效果的关系Figure 1 Relationship between NH4F content and leveling effect
从图1可以看出,当NH4F含量较低时,铝合金表面的机械纹路去除效果一般;当NH4F达到100 g/L时,铝合金工件表面几乎没有纹路,表面效果最佳;当NH4F含量过高时,易产生过度腐蚀,铝合金表面产生大量的点状坑蚀,表面质量反而降低。
4. 2. 2 HBF4
在NH4F–HBF4体中,HBF4主要是用来清洗铝合金表面氧化膜以及硅酸盐膜,从而使铝合金工件露出金属基体,与酸蚀液相接触并在表面生成具有一定黏度的配合物。但是铝在HBF4中的耐腐蚀性能较差,因此,HBF4含量也应严格控制。HBF4含量与整平效果的关系如图2所示。从图2可以看出,随着HBF4含量增加,溶液去机械纹能力不断增强,当其含量为68 g/L时,整平效果最佳;继续增加其含量时,铝表面发生过腐蚀,并形成大量的麻点。因此HBF4的最佳质量浓度为68 g/L。
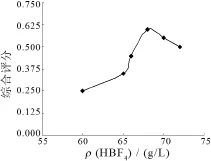
图2 HBF4含量与整平效果的关系Figure 2 Relationship between HBF4 content and leveling effect
4. 2. 3 H2O2
H2O2是酸洗液中的主要氧化剂。H2O2含量与整平效果的关系如图3所示。
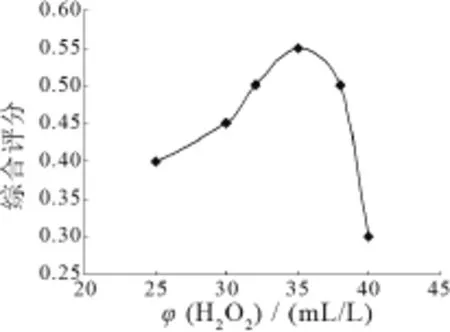
图3 H2O2含量与整平效果的关系Figure 3 Relationship between H2O2 content and leveling effect
从图3可以看出,随着H2O2含量的增加,铝表面机械纹的深度不断减小,当其含量在35 mL/L时表面质量最佳;继续增加其含量,表面过氧化,导致溶液去机械纹能力不断减弱。因此H2O2的最佳体积分数为35 mL/L。
4. 2. 4 时间
使用NH4F–HBF4体系对铝合金进行化学酸洗去机械纹路时,时间是一个重要的因素。酸洗时间对表面平整度的影响如图4所示。
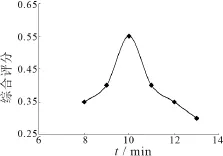
图4 时间与整平效果的关系Figure 4 Relationship between time and leveling effect
开始时,随着酸洗时间的延长,铝表面机械纹的深度不断减小,当时间为10 min时,铝表面质量最佳;继续延长时间,金属的溶解量迅速增大,产生了过腐蚀,表面质量下降。故酸洗时间控制在10 min为宜。
4. 3 酸洗效果比较
试验中对本配方和市场上某产品进行了比较,结果如图5所示。

图5 化学酸洗的效果(×48)Figure 5 Effectiveness of chemical pickling (×48)
从图 5可以看出,使用本配方酸洗后的铝表面更均匀,无较大面积的蚀坑,表面晶粒得到了细化,机械纹去除更彻底。
5 结论
(1) 通过实验确定了 NH4F–HBF4体系酸洗液用于去铝合金表面机械纹路的可行性,用正交试验得到了最佳配方为:NH4F 100 g/L,HBF468 g/L,H2O235 mL/L,Tx-10 0.12 g/L,时间10 min,温度50 °C。
(2) 各因素对酸洗效果的影响作用由大到小依次为:HBF4> H2O2> NH4F > 酸洗时间。
(3) 实验室自行研制的配方去机械纹速度快,得到的铝合金表面均匀、细腻。
[1] 邓志伟. 提高铝型材表面质量的机械扫纹法[J]. 电镀与精饰, 2003, 25 (1): 16-18.
[2] 李波. 铝型材酸蚀亚光工艺的研究与应用[J]. 轻合金加工技术, 2001, 29 (11): 36-38.
[3] 王均吉, 刘志明. 铝–硅合金铸造件抛光及氧化工艺[J]. 材料护, 1994, 27 (11): 35-36.
[4] 屈斌. 铝型材砂面剂配制过程及经济效益评定[J]. 轻合金加工技术, 2000, 28 (8): 31-32, 35.
[5] 彭莉华, 李远才, 刘洋, 等. 铝硅合金制品螺旋振动抛光的研究[J]. 特种铸造及有色合金, 2005, 25 ((11): 693-695.
[6] 方景礼. 金属材料抛光技术[M]. 北京: 国防工业出版社, 2005.
[7] DICKMAN A Jr. Polishing and buffing: Theory and practice [J]. Metal Finishing, 1995, 93 (12): 34-36.
Study on chemical pickling for eliminating mechanical streak on the surface of aluminum alloy //
LIU Bing-chun, ZHAO Yong-wu*, WANG Yong-guang
A chemical pickling solution for eliminating mechanical streak on the surface of aluminum alloy was introduced. The optimal formulation determined by orthogonal test is as follows: 100 g NH4F, 68 g HBF4, 35 mL H2O2, and 0.12 g Tx-10 (polyoxyethylene nonylphenyl ether) in 1 L of water, time 10 min and temperature 50 °C. The affecting factors on chemical pickling are in the following descending order: NH4F > HBF4> H2O2> time. The process has advantages of easy operation, fast de-streaking and good effectiveness.
aluminum alloy; mechanical streak; chemical pickling; orthogonal test
School of Mechanical Engineering, Jiangnan University, Wuxi 214122, China
TG156.6; TG176
A
1004 – 227X (2010) 10 – 0041 – 03
2010–05–14
2010–06–05
刘丙春(1984–),男,江苏泰州人,在读硕士研究生,研究方向为机械设计及理论研究。
赵永武,教授,(E-mail) zhaoyw@jiangnan.edu.cn。
[ 编辑:吴定彦 ]