复杂件枪黑色电镀工艺的改进
2010-11-14陶森
陶森
(浙江省余姚市泗门镇振兴新村7幢402,浙江 余姚 315470)
复杂件枪黑色电镀工艺的改进
陶森
(浙江省余姚市泗门镇振兴新村7幢402,浙江 余姚 315470)
就武汉风帆电镀技术有限公司生产的枪黑色电镀“c”盐(浅抢色)在电镀复杂件(如五爪纽扣)中的规范使用提出了参考意见,指出了配槽及日常维护中的注意事项,给出了电镀故障排除及镀后处理(包括钝化和涂罩光漆)的方法。
纽扣;铜锡合金电镀;锡钴枪色电镀;维护;钝化;罩光涂料
Author’s address: Room 402, Building 7, Zhenxing Xincun, Simen Town, Yuyao 315470, China
1 前言
最近,笔者对附近一些电镀企业使用武汉风帆电镀技术有限公司生产的枪黑色电镀“c”盐(浅抢色)的情况作了调查,发现他们在使用此工艺时出现以下问题:(1)电压和电流太小,电压3 ~ 4 V,电流10 ~ 30 A (对于200 ~ 250 L的镀槽而言,产品的质量和体积都不少);(2)镀层太薄,产品容易发黄或者呈黄褐色,特别是稍放置一些时间后情况更严重;(3)产品(特别是复杂件)在电镀过程中的走位能力(即覆盖能力)很差,造成次品增多;(4)产品之间的色差很大,同一槽的产品有色差,与下一槽产品的色差更大;(5)保护漆使用不合理等诸多因素使产品的质量下降,未能发挥出枪黑色电镀“c”盐的最佳性能,未能获得更佳的经济效益。笔者从给一家纽扣公司(专门生成五爪扣,俗称暗扣)电镀锡钴枪色的生产实践中,总结出一系列规范使用电镀枪色“c”盐的参考数据和操作要点。
2 电镀配方及其操作条件
工艺流程为:毛坯检验─除油─清洗─电镀光亮铜锡─清洗─活化(5%硫酸)─清洗─锡钴枪黑电镀─清洗─钝化─清洗─烘干─涂罩光涂料─烘干─送检。
锡钴枪黑电镀配方及操作条件见表1。

表1 调整前后的锡钴枪黑色电镀配方及操作条件Table 1 Formulation and operation conditions of tin-cobalt gun black plating before and after modification
配槽可以按照使用说明书进行。但必须注意以下几点:
(1) 需使用好的自来水。由于一些自来水厂的水质不十分稳定,因此,有条件的要用纯水。
(2) 焦磷酸钾的质量十分重要,对电镀产品质量影响很大。以前笔者服务的一家企业电镀锡钴枪色一直很好,焦磷酸钾是由江苏定厂生产。有一次快用完时厂家送来几吨,卸货时发现为两个批次,其中一个批次与上一次不同。先用小槽试用,产品无光、发朦。最后化验证实,这批生产的焦磷酸钾中有一个原料不合格。因此要注意:换品牌、换批次时一定要先试验,验证合格后方可使用。
(3) 电镀“c”盐光亮剂不能一次性在配槽时加入,需在后电解时慢慢加入,大生产时同样如此。如果一次性加入,会有胶状物质析出。
3 日常操作
3. 1 严格控制pH和温度
每天生产前首先测试好pH,必须在8 ~ 9的工艺范围之内。条件好的单位最好采用温控仪进行控温。
3. 1. 1 pH变化对产品色泽的影响
pH = 7时,产品光亮好但黑色较淡,焦磷酸钾易水解,不锈钢加热管易遭腐蚀损坏;pH >9.5时,亮度差、色泽深,黑色不均匀。根据实验,pH = 9时,内应力为零。
3. 1. 2 温度的影响
浓度高时,镀液温度宜稍高一点,这有利于降低镀液黏度,使镀层色泽均匀,改善镀液的分散能力和覆盖能力,提高电流效率。此时电流也可开得稍大一点,可以5 ~ 6 V,70 ~ 90 A。电镀五爪扣的最佳温度为40 ~ 43 °C。若在室温下(特别是冬天),枪色不均匀,深镀能力下降,产品脆性增加,易脱皮。温度太高时,焦磷酸钾易水解,镀液中的二价锡易被氧化,产品光亮度下降。
3. 2 阴极电流密度
滚镀中,阴极电流的大小对镀层色泽的影响很大。在其他工艺参数不变的情况下,用大电流电镀时,产品颜色明显偏黑、偏深,光亮度下降;用小电流时,产品颜色明显偏淡,光亮度无明显变化。因此,在生产中要灵活应用。
3. 3 电镀时间
由于五爪扣形状(除五爪外)比较复杂,一般电镀30 ~ 45 min。若时间太短,产品的低电流密度区镀层很薄,后烘干时呈蓝色,镀层厚的部分烘干时不变色;若时间太长,电镀颜色会慢慢变成无光。
3. 4 阳极
采用优质的石墨板,面积最大化。有的厂家生产的阳极面积太小,这可能是电流开不大的原因之一。对于250 L镀槽,另外挂一小块长20 cm、宽10 cm的0#锡板,可防止镀液中二价锡的氧化,并少补充一些补给剂。另外,根据锡板的情况,可了解并适时调整镀槽中焦磷酸钾的含量:锡板呈半光亮,说明焦磷酸钾的含量刚刚好;光亮,则焦磷酸钾含量太高;不光亮,则焦磷酸钾的含量偏低。随时检查阳极表面是否干净,可以用布头轻轻擦洗。阳极钩用铜棒制成,也应随时将上面的氧化膜清洗干净,以利于导电。
3. 5 “c”盐开缸剂与“c”盐补给剂的日常添加
首先谈谈“c”盐开缸剂的配制:1 L的开缸剂用0.8 ~ 1.0 kg的焦磷酸钾充分配合好后方可添加到镀槽中。若直接加入,则在镀槽中与镀液的游离焦磷酸钾配合后再放电,会进一步降低镀液中游离焦磷酸钾的含量,从而影响产品的色泽、深镀能力及镀液的稳定性。
1 kg“c”盐补给剂与3.0 ~ 3.2 kg的焦磷酸钾配合成4 L溶液使用。
日常按照开缸剂30 mL、补给剂240 mL的比例添加。如果产品需黑些,补给剂可少点,淡一点则相反。
3. 6 “c”盐光亮剂的日常添加
单独添加到镀液中会有胶状物质析出,可在生产中少加或者配制在开缸剂液中。
即使日常维护都到位,但在电镀一批产品时,由于受镀面积不同,上一槽与下一槽也可能有色差。在出槽前10 ~ 15 min观察一次,可以适当稍作调整,再电镀10 min即可。
4 镀后处理
4. 1 钝化
钝化的目的是提高镀层抗蚀性,稳定镀层色泽。化学钝化操作简单:出槽后充分清洗,采用40 ~ 60 g/L铬酐加1 ~ 2 mL/L醋酸,室温处理20 ~ 60 s,然后再充分清洗、烘干。烘干是坚膜手段,必须在100 °C下烘15 ~ 30 min,以改善镀层耐磨性。
4. 2 涂罩光涂料
五爪扣必须经过水洗测试关和人们日常生活中的各种接触测试关,因此必须采用浸涂或滚涂的方法上一层罩光涂料。
浸漆:V(丙烯酸清漆)∶V(二甲苯)= 1∶(3 ~ 4),浸均匀后离心脱漆,用风扇吹20 ~ 40 min后以100 °C烘20 ~ 40 min即可。
滚漆:V(素色电镀金属力架)∶V(天那水)= 1∶(7 ~ 8),在滚漆桶中一边转动一边加漆,全部有漆后用热风吹干即可。
5 枪黑颜色的判断
枪黑的深浅会随着光线的强弱与折射,使观察者感到黑度变深或变浅:光线强的地方似深,光线弱的地方似浅;在水或镀液中变深,烘干后变浅,涂漆后变深[2];底层光亮会变深,底层粗糙则变浅。为了尽可能减小每槽之间的色差,电镀产品的份量(或面积)、pH、电流、电镀时间、开缸剂与补给剂的量上应尽可能一致。
6 枪黑电镀“c”盐可能出现的问题及其解决方法(见表2)
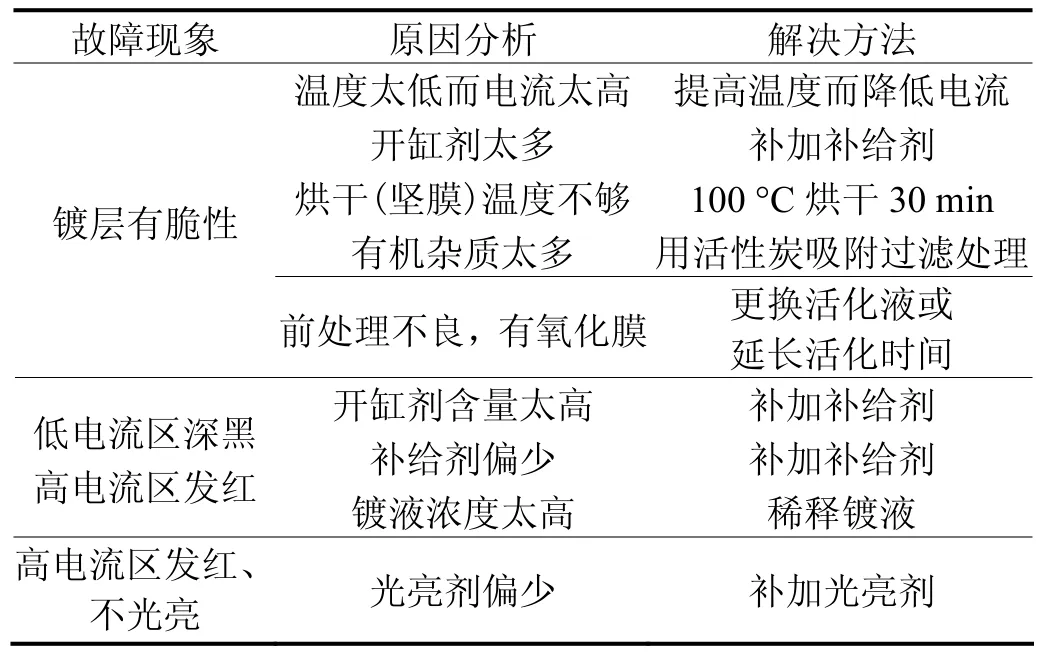
表2 枪黑电镀“c”盐的故障排除Table 2 Troubleshooting for gun black C salt plating
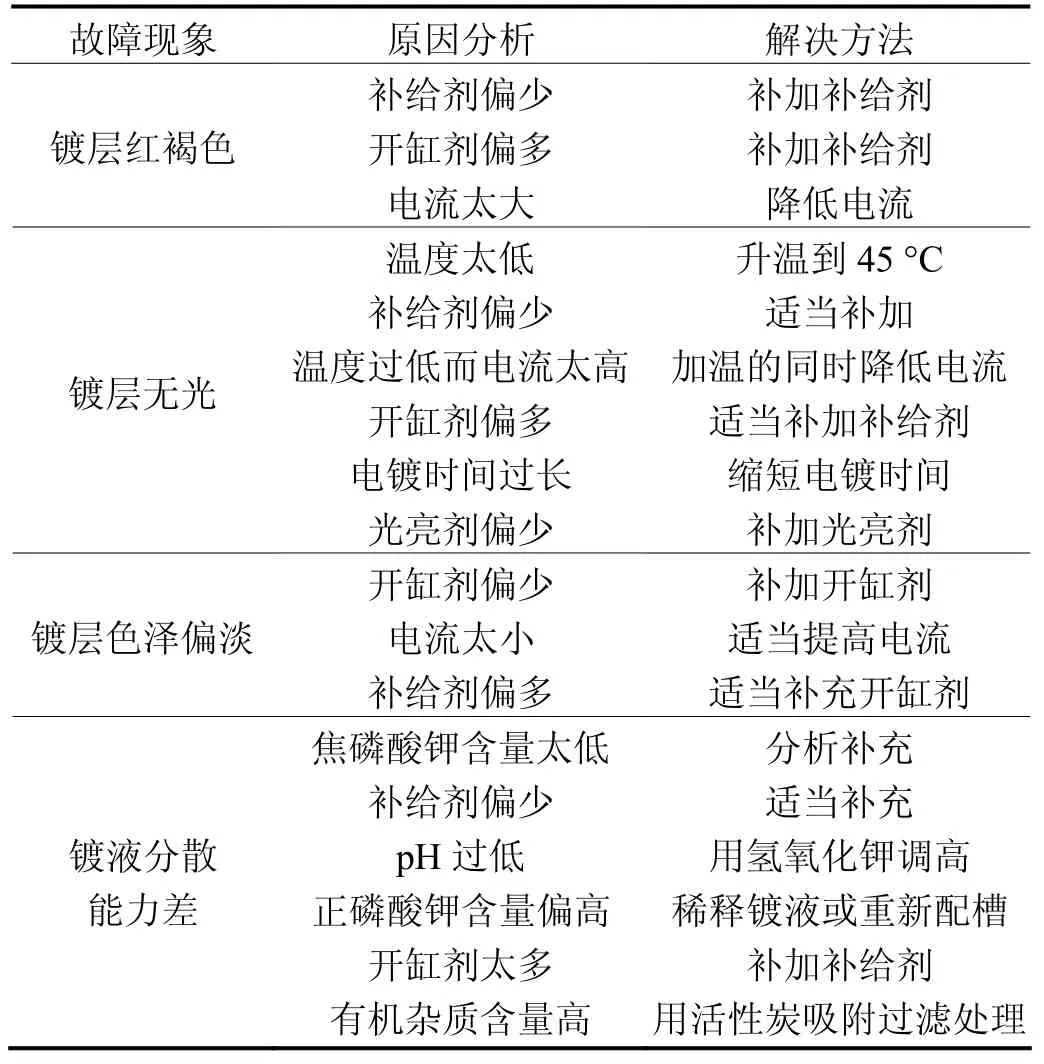
(续表2)
[1] 武汉风帆电镀技术有限公司. 枪黑色电镀“c”盐(浅枪色)说明书[Z].
[2] 何生龙. 彩色电镀技术[M]. 北京: 化学工业出版社, 2007: 204.
[ 编辑:温靖邦 ]
Improvement of gun black plating for shapecomplicated workpiece //
TAO Sen
Some advices for the application of gun black-plating C salt (light gun color), which is produced by Wuhan Fengfan Electroplating Technology Co., Ltd., to electroplating of workpiece of complicated shape, such as prong snap button, were given. Some points for attention of bath make-up and routine maintenance were presented. The troubleshooting for electroplating and post-treatment methods including passivation and varnish coating were introduced.
button; copper-tin alloy plating; tin-cobalt gun color plating; maintenance; passivation; varnish coating
TQ153.2
A
1004 – 227X (2010) 03 – 0012 – 03
2009–05–22
陶森(1967–),男,四川人,主要从事电镀、转化膜方面的研究与应用工作。
作者联系方式:(Tel) 0574–62122189。