精益六西格玛在椭球底焊接中的应用
2010-11-14师怀江
师怀江
(长征机械厂,四川 万源 636371)
精益六西格玛在椭球底焊接中的应用
师怀江
(长征机械厂,四川 万源 636371)
介绍了长征机械厂采用精益六西格玛方法和工具对椭球底焊接质量问题的研究状况,找出了影响焊接质量的关键因子,针对各关键因子探索了控制措施,在某批产品生产中进行了运用,效果明显。该研究方法具有很好的推广价值。
铝合金;焊接缺陷;精益六西格玛
0 前言
市场竞争日益激烈,顾客更为苛刻的质量要求和交货期要求以及工厂对降低生产成本的要求,提升产品的质量已成为工厂生存发展的重要前提。
精益六西格玛是将解决“缺陷”和“波动”问题的六西格玛管理和解决“浪费”和“速度”问题的精益生产管理有机结合起来而形成的一种综合方法论。它同时关注消除浪费和降低变异。精益与六西格玛结合是突破性改善最好的方法论和工具。
精益六西格玛基于数据,以客户要求为驱动的管理方法,是当今可持续性价值创造的最强劲引擎,但精益六西格玛在焊接行业的应用却非常少。因此,推广和推进精益六西格玛的应用,对降低焊缝单位缺陷和提升核心竞争力具有很好的现实和长远意义。
1 应用背景
贮箱是液体战略型号和运载型号所必须的大部段,而椭球底是贮箱上的重要组件。整个贮箱的质量焦点在焊缝上,椭球底焊缝属手工焊接,焊缝多,结构相对复杂,焊接难度大。通过对以前产品焊接情况的统计,椭球底焊缝单位缺陷数一直徘徊在0.43个/张左右。焊缝内部缺陷过多,不但影响产品本身质量(缺陷的挖排过多,会造成箱体结构强度降低,变形增多,形位尺寸保证困难),无法保证生产进度,而且增加制造成本。出于对顾客、工厂双方利益和成本的考虑,决定采用精益六西格玛的思想和方法对降低焊缝的单位缺陷数进行研究,同时请精益六西格玛咨询公司指导项目的开展。
2 项目展开DMAIC
按照精益六西格玛的突破模式,项目通过D(定义)、M(测量)、A(分析)、I(改善)、C(控制)的模式进行持续改进。
2.1 定义阶段,即D阶段
首先对椭球底焊接中存在的关键问题进行了分析。以往椭球底焊缝单位缺陷数一直徘徊在0.43个/张左右,存在的主要缺陷有:气孔、夹杂和夹钨。以往解决这类问题都是通过优化工艺参数来控制产品的焊接质量。而长征机械厂的产品焊接工艺早已定型,其优化空间十分狭小,为此决定另辟新径,采用当今最先进的质量管理工具——精益六西格玛对椭球底的焊接缺陷进行研究。
精益6σ管理的一大特点是要创建一流的基础设施,确保项目开展过程中具有足够的资源。为此组建了项目团队,制定了团队章程和运作方式,并请咨询有关公司对项目黑带和绿带进行了四期培训。另外在车间内部建立精益6σ学习培训制度,对车间职工进行培训,使项目的开展建立在职工对精益6σ有一定的认识基础之上。这些措施为项目的顺利开展奠定了良好的基础。
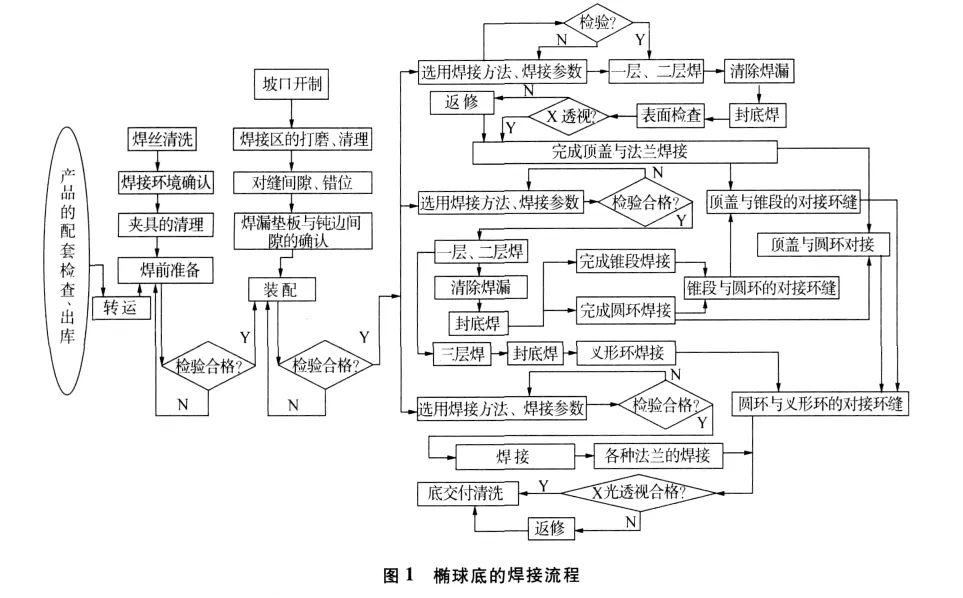
为了能充分挖掘出影响焊接质量的关键因子,为改进方向提供指导,项目团队详细分析了椭球底的焊接流程,其子流程如图1所示。
2.2 测量阶段,即M阶段
由于本项目关注的是如何降低椭球底焊缝的单位缺陷数,为确保项目顺利开展,以及验证收集的样本数据量是否充足,采用MiniTab中的U控制图进行了过程稳定性分析,采用MiniTab中的泊松分布进行了过程能力分析。结果表明:整个产品焊接过程稳定,但过程能力较低,很有必要进行改善。通过MiniTab对其过程的历史数据进行分析,确定了过程能力稳定受控,并获得了其历史过程能力,进一步证明改善的必要性。
2.3 分析阶段,即A阶段
项目小组通过对历史数据缺陷分布的位置和类别分别进行了统计分析,发现缺陷主要分布在:瓜瓣纵缝、叉型环与瓜瓣环缝、顶盖与法兰环缝、瓜瓣与锥段环缝、法兰与瓜瓣环缝五个位置。产生的主要不良缺陷有:夹杂、气孔、夹钨。
对椭球底焊接的各工序又进行了IPO图分析,对输入的可控因素和不可控因素进行了分析。根据IPO图,罗列影响Y值的X因子,采用因果矩阵分析整个焊接流程,全面挖掘影响焊接质量的输入因素。对挖掘出的因子又进行了过程失效模式(FMEA)分析,进一步筛选输入因素X,最终查找出以下5个主要影响因素:(1)X1焊接技能。通过对各焊工的焊接技能采用缺陷比率的假设检验,发现操作者之间的技能水平有显著差异。同时也能看出人员的技能水平排序。(2)X2钨极—对钨极分焊缝位置。国产钨极和日产钨极分别进行双样本泊松假设检验,发现在瓜瓣纵缝、瓜瓣与锥段环缝上,使用国产钨极和进口钨极两者无显著差异,故认为在这两条焊缝上钨极不是关键因素。在叉型环与瓜瓣环缝、顶盖与法兰环缝、瓜瓣与法兰环缝上,使用国产钨极和日产钨极,两者有显著差异,故认为在这三条焊缝上钨极是关键因素。(3)X3间隙的调整。通过假设检验发现焊缝间隙的调整和均匀性无显著差异,故认为间隙的调整不是关键因素。(4)X4焊接区打磨、工装夹具的清理。由于铝合金的焊接对焊前的清理要求严格,故认为是X4明显的关键因子。(5)X5湿度。通过对夏季和其他季节的焊接缺陷进行假如检验,发现夏季与春、秋、冬三个季节有显著差异,故认为夏季湿度是关键因素。
2.4 改善阶段,即I阶段
(1)针对X1焊接技能,改变原来只能对椭球底质量采用一次焊接合格率的粗略评价管理模式,现根据人员的技能水平进行精细分工,并界定焊接权限,制定了详细的焊工定岗表,建立焊缝质量个人评价体系,营造了人人参与过程控制的氛围,对质量的评价更加精细。
(2)X2钨极。经实际验证,在叉型环与瓜瓣环缝、顶盖与法兰环缝、瓜瓣与法兰环缝焊接时使用进口钨极产生的夹钨缺陷明显低于使用国产钨极。
(3)X4焊接区打磨、工装夹具的清理。焊前对所用工装进行清理,避免因表面灰尘、油脂、锈等杂物进入焊缝产生缺陷。对未去包铝层的零件(如法兰环缝)采用刮削方式,避免因表面氧化物对焊缝质量的影响。
(4)X5湿度。在夏季(6、7、8、9月份)焊接区的湿度一直在65%~75%(设计要求小于75%),焊后的单位缺陷比率高达0.34个/张。将夏季焊接的环境湿度值调整到小于65%,但出于对能耗的考虑,不能将该值调整得过低。
2.5 控制阶段,即C阶段
为了能保证改善效果,对各关键因子的改善方案采取了控制措施。将修改后的《定员定岗表》分发到相关部门,由现场检验、工艺人员监督,军代室和质量部门抽查。对焊接人员建立个人质量档案及评价体系,如图2所示,并以看板的形式公布。

图2 个人质量档案及评价
(2)叉型环与瓜瓣环缝、顶盖与法兰环缝、瓜瓣与法兰环缝焊接时使用进口钨极,并由使用单位提供相关数据,每年度对供方评价一次,将结果纳入《合格供方目录》。
(3)将对焊接区打磨、工装夹具的清理纳入工序控制,并经确认,如图3所示。
(4)将湿度控制纳入工艺文件(夏季湿度小于65%),如图4所示。

图4 湿度控制的工艺文件
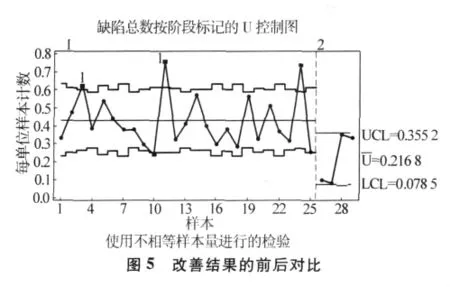
通过本项目的实施,从图5可以明显看出,改善前的平均缺陷比率为0.43个/张,改善后的平均缺陷比率为0.21个/张。缺陷的减少使得椭球底的返修费用(能耗、物耗、人工成本)大大降低,当前收益2万余元,预期一年内收益将超过25万元。
3 结论
精益六西格玛是一种基于数据的决策方法,适用于企业经营管理的各个环节。本项目要解决的问题是如何降低贮箱椭球底焊缝的单位缺陷,对于定型的工艺,要想通过优化工艺参数等来降低焊缝的缺陷,已相当困难。而采用精益六西格玛方法,系统理清了焊缝缺陷的目前状态,彻底找出了影响椭球底焊缝缺陷的因子。并对各因子采取有效控制措施,目前椭球底焊缝缺陷下降超过50%。精益六西格玛的理念,有助于降低生产成本,不断提升产品质量。
Lean six sigma used in welding of ellipsoid base
SHI Huai-jiang
(Changzheng Machinery Factory,Wanyuan 636371,China)
Introduced Changzheng Machinery Factory used with lean six sigma methods and tools to the research condition of ellipsoid base welding quality problems.Found out the key factor of influence for welding quality,investigated control measure to each key factor,used it in a certain production,obtained obvious result.Its research approach have good worthy for recommendation.
aluminium alloy;welding defects;lean six sigma
TG47
C
1001-2303(2010)01-0012-03
2008-08-31;
2009-09-02
师怀江(1981—),男,陕西宝鸡人,学士,主要从事焊接工艺的研究工作。