组织化豆粕中水溶性膳食纤维及水分分布状态研究
2010-11-14林向阳彭树美RogerRuan朱榕壁
林向阳 彭树美 Roger Ruan 张 宏 朱榕壁 吴 佳
(福州大学生物科学与工程学院1,福州 350108)
(长春新高食品有限公司2,长春 130000)
(明尼苏达大学生态系统与农业工程系3,美国明尼苏达州圣保罗市 55108)
组织化豆粕中水溶性膳食纤维及水分分布状态研究
林向阳1彭树美2Roger Ruan3张 宏1朱榕壁1吴 佳1
(福州大学生物科学与工程学院1,福州 350108)
(长春新高食品有限公司2,长春 130000)
(明尼苏达大学生态系统与农业工程系3,美国明尼苏达州圣保罗市 55108)
利用核磁共振技术研究组织化豆粕中水分分布状态,并分析了组织化豆粕中水溶性膳食纤维的变化情况,以期为豆粕组织化产品的加工、保藏及挤压在膳食纤维改性方面的应用提供理论数据。水分分布研究结果表明:原料与挤出物中均含有两种状态的水分。其中,T21的弛豫时间在 2~3 ms之间;T22的弛豫时间在 7~11 ms之间。经挤压处理之后,挤出物中的水分进行了重新分配,邻近水在总水量中的比例上升至91.93%,多层水的比例则降至 8.07%。水溶性膳食纤维变化的研究结果表明:物料水分含量、螺杆转速、挤压温度及大豆蛋白添加量对挤出物中的水溶性膳食纤维含量均有影响,不同加工方式均会提高豆粕中水溶性膳食纤维含量,影响顺序为:挤压 >微波 >蒸煮 >未处理。
组织化豆粕 核磁共振技术 水分分布 水溶性膳食纤维
近年来膳食纤维受到人们的广泛关注。膳食纤维是用来描述那些无法被人体消化的碳水化合物及其类似物,如木质素。水溶性膳食纤维在人体中具有多种生理功效如降低血清胆固醇。挤压过程中,热机械处理可以使水溶性膳食纤维和不溶性膳食纤维重新分配[1]。前人研究了挤压过程对小麦粉、大麦粉、麦麸、大豆纤维、豆渣纤维、土豆皮中膳食纤维的影响[2-6],但挤压对豆粕中膳食纤维的影响研究较少,而且在研究挤压对膳食纤维的影响时,并没有确切的研究各挤压参数及其交互作用对膳食纤维的影响规律。另外,水分对食品的加工与保藏有着重要的意义,其在食品中分布状态会影响食品的特性、质构、口感、保藏期等[7]。研究了各挤压参数对豆粕中膳食纤维的影响,同时利用核磁共振技术研究组织化豆粕中水分分布状态,从微观上了解产品中的水分状态。
1 材料与方法
1.1 材料与仪器
豆粕:福建康宝股份有限公司;大豆分离蛋白:山东冠华蛋白有限公司;马铃薯淀粉:长宏马铃薯淀粉及设备有限公司;棕榈油:福建海运粮油食品有限公司;淀粉酶 (酶活 ≥2 000 U/g)、胰蛋白酶(酶活≥2 500 U/g):中国医药集团上海化学试剂公司;糖化酶 (标称活力 255 AGU/g):诺维信酶制剂公司。
SLG30-Ⅳ实验用双螺杆挤压机:常州国华电器有限公司;SHB-Ⅲ循环水式多用真空泵:郑州长城科工贸有限公司;MA35水分快速测定仪:赛多利斯科学仪器有限公司;NM I20核磁共振分析仪:上海纽迈电子科技有限公司;Nicolet Avatar红外光谱仪:美国 Nicolet公司。
1.2 试验设计
对 4个变量进行通用旋转组合设计。考虑的变量为:原料含水率、螺杆转速、模头温度、大豆分离蛋白用量 (豆粕用量以 100 g计)。各独立变量及相关水平见表 1。变量及其水平的选择依据前期的显著因子筛选试验及单因素试验。使用统计软件Design-Expert version 7.1.3对膳食纤维的变化进行响应面分析。
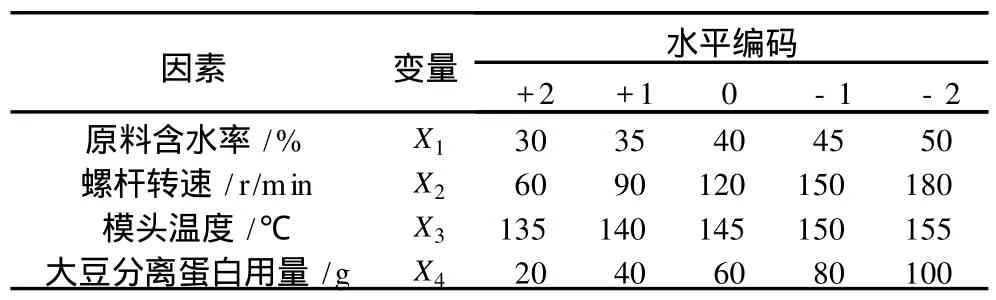
表 1 通用旋转试验因素水平编码表
1.3 试验方法
1.3.1 水分子状态研究
组织化样品与室温稳定 4 h后置于 4℃冰箱,测定时取 0.7 g样品,利用核磁共振采用 CPMG程序监测样品中水分分布状态的变化。CPMG试验采用的主要参数:采样点数 TD=8 192,回波个数 C0=300,重复扫描次数 NS=16,半回波时间 D0=2 000 ms。利用 T2-CPMG拟和程序计算出总质子密度A值。
1.3.2 水溶性膳食纤维测定
样品中水溶性膳食纤维测定参照潘英明等[8]的方法。取样品 3 g,溶于 50 mL蒸馏水中,100℃水浴中保持 15 min,抽滤,滤液用 5 mg淀粉酶、100μL糖化酶和 10 mg蛋白酶处理,除去少量淀粉和蛋白质。然后离心,上清定容至 50 mL,取 5 mL用 4倍体积无水乙醇沉淀,过滤,烘干得水溶性膳食纤维 (SDF),计算后得水溶性膳食纤维总量。
2 结果与讨论
2.1 水分分布状态变化
2.1.1 挤压组织化处理对混合物体系中水分分布状态的影响
蛋白的组织化需要在高温高压的状态下进行,因此挤压过程中,原料体系中部分水分会挥发,不同状态的水分子间也会发生转变。原料挤压组织化前后样品中水分分布状态的影响见图 1。挤压条件分别为:喂料速度 560 r/min,物料水分质量分数 40%,挤压温度 150℃,螺杆转速 150 r/min。

图 1 豆粕挤压前后水分分布状态图

表 2 豆粕挤压前后水分变化
由图 1和表 2可知,原料与挤出物中均含有两种状态的水分。其中,第一部分水是与各组分结合较紧密的水分,属于食品中所说的水合壳或邻近水,弛豫时间在 2~3 ms之间;第二部分水是与各组分结合不是很紧密的水分,属于食品中所说的体相水或多层水,弛豫时间在 7~11 ms之间。原料体系中邻近水与多层水几乎是平均分配,在总水量中的比例分别为 41.73%、58.27%。经挤压处理之后,挤出物中的水分进行了重新分配,邻近水在总水量中的比例上升至 91.93%,多层水的比例则降至 8.07%。挤出物中邻近水比例的急剧上升对于模拟仿肉制品的保藏具有重要意义,因这一部分水的水分活度较小,不太容易被微生物所利用。另外,在挤压过程中,由于高温高压的作用,原料体系中的多层水一部分以水蒸气的状态被蒸发,表现为:挤压后总质子密度 A减少,一部分则转变成了邻近水,表现为:与挤压前相比,T21的质子密度A21成倍增加。可见,挤压实现了产品体系中邻近水水分的挥发与转移。
2.1.2 豆粕组织化产品贮藏过程中水分的迁移
豆粕经组织化后,挤出物在贮藏过程中水分的迁移见图 2。组织化条件设为:螺杆转速 60 r/min,挤压温度 150℃,大豆组织蛋白添加量 72 g,物料水分质量分数为 45%,喂料速度 1 120 r/min。
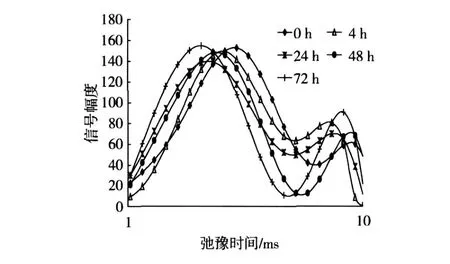
图 2 挤出物贮藏过程中水分的迁移图

表 3 挤出物贮藏过程中水分变化
由图 2和表 3可知,挤出物中的水分仍分为两部分,第一部分水的弛豫时间在 2~3 ms之间,第二部分水的弛豫时间在 7~11 ms之间。放置 0 h的样品,第一部分水与第二部分水间的界限不是很明显,随着放置时间的增长 (从 24 h至 72 h),第一部分水在总水量中的比例降低,第二部分水的比例增加了8.56%,两部分水的界限也有了明显的分离,而且挤出物的总质子密度也有所降低。这种现象的出现,有可能是以下两个原因导致的。一是豆粕经挤压后,挤出物仍有较高的温度,在降温以及水分逐渐平衡的过程中可能导致少部分水的损失;二是豆粕组织化产品蛋白质量分数在 50%以上,水分含量也较高,这些蛋白及第二部分水分以及与蛋白结合不太紧密的第一部分水分都很容易被微生物所利用。
2.2 水溶性膳食纤维的变化
通用旋转试验设计编码水平及实际水平见表 4。

表 4 豆粕组织化试验设计编码与实际水平对照表
不同处理条件下挤出物中水溶性膳食纤维含量在 1.26%~3.81%之间。方差分析表明物料水分含量、螺杆转速、挤压温度及大豆蛋白添加量对挤出物中的膳食纤维含量均有影响,其中水分含量的平方项对挤出物水溶性膳食纤维的影响高度显著 (P<0.01)(表 5)。水分含量对挤出物中水溶性膳食纤维含量的影响表现为:低水分含量时,水溶性膳食纤维的含量随着水分含量的增加而增加;高水分含量时,水溶性膳食纤维含量随着水分含量的增加而降低 (图 3b~图 3d)。水分含量在蛋白组织化过程中起着重要的作用,之一是影响机腔内的温度和压力。Kitabatake等[9]也发现,水分质量分数在 70%以上时,挤压温度对产品质构特性的影响较小。这说明高水分挤压时,过多的水蒸气可能会机腔内的温度与实际设定的温度产生较大的偏差。而热机械作用对 SDF和 I DF之间的转化起着重要的作用。这可能是高水分时水溶性膳食纤维含量降低的原因。这一结果与 Rinaldi等[10]的研究存在部分差异,他们的研究结果显示:挤压导致了 I DF的降低,SDF的增加;方差分析表明,一次项中仅螺杆转速和温度对 SDF含量有显著影响。
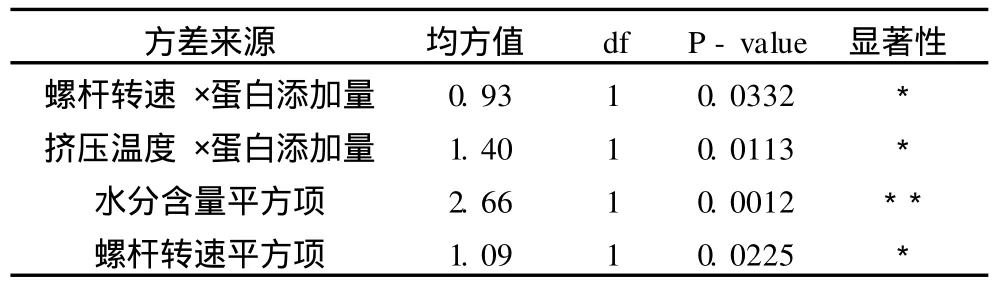
表 5 水溶性膳食纤维方差分析表
螺杆转速的平方项对挤出物水溶性膳食纤维的影响显著(P<0.05)。螺杆转速对挤出物中水溶性膳食纤维含量的影响表现为:总体上,水溶性膳食纤维的含量随着螺杆转速的增加而降低 (图 3a、图 3d、图 3e)。平均停留时间是用来描述混合物在挤压机中停留时间的一个变量。研究表明,螺杆转速对平均停留时间有着显著的影响[11]。随着螺杆转速的增加,原料在挤压机中的停留时间延长,剪切力对其作用时间变长。有研究表明,挤压过程中总膳食纤维无变化,但可溶性膳食纤维和不可溶性膳食纤维含量进行了重新分配[12]。陈五岭等[13]对香菇膳食纤维的研究也得到了相同的结果,他们的研究表明:在不同的挤压处理条件下,香菇膳食纤维的总膳食纤维的量均未改变,水溶性膳食纤维的质量分数分别提高 6%~15%和 2%~8%。样品中纤维素的含量基本不变,半纤维素的含量随挤压条件的剧烈程度增加而减少。这些都证明挤压过程中,SI D的增加主要是是 SDF与 I DF两者间转换的结果。剪切力作用时间的降低也降低了 SDF与 I DF间的转换时间。这可能是水溶性膳食纤维的含量随着螺杆转速的增加而降低的原因之一。
挤压温度和大白添加量单独对挤出物中膳食纤维含量的影响均不显著,但与其他因素的交互作用影响则显著。其中螺杆转速与蛋白添加量间的交互作用对挤出物水溶性膳食纤维的影响显著 (P<0.05);挤压温度与蛋白添加量的交互作用对挤出物水溶性膳食纤维的影响显著 (P<0.05)。螺杆转速与蛋白添加量间的交互作用对水溶性膳食纤维含量的影响见图 3a。此时,在水分质量分数为 40%、螺杆转速为 159 r/min、挤压温度 150℃和蛋白添加量为20 g这一点上可以得到水溶性膳食纤维含量的最高响应值 4.48%。
挤压温度与蛋白添加量的交互作用对挤出物水溶性膳食纤维的影响见图 3f。此时,在水分质量分数为 40%、螺杆转速为 120 r/min、挤压温度 155℃和蛋白添加量为 20 g这一点上可以得到水溶性膳食纤维含量的最高响应值 4.25%。同时从图 3f中可以观察出,高温低蛋白添加量更有利于挤出物中水溶性膳食纤维含量的提高。
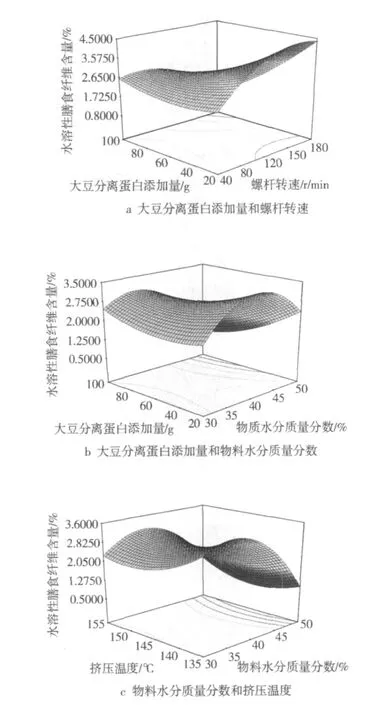

图 3不同因素交互对水溶性膳食纤维的响应图
不同加工方式对豆粕水溶性膳食纤维的影响见图 4。豆粕原料的水溶性膳食纤维不足 1%。各种热处理均会提高豆粕中水溶性膳食纤维的含量 (图 4)。不同加工方式对提高豆粕中水溶性膳食纤维含量的顺序为:挤压 >微波 >蒸煮。本试验中挤压使豆粕中水溶性膳食纤维从 0.96%增至 3.09%。这与许多研究结果类似,如 Ralet等[14]对甜菜果胶及半纤维素分子挤压研究显示:挤压过程中甜菜果胶及半纤维素分子分子质量会降低,水溶性从 16.6%增加到47.5%。娄海伟[15]研究认为经挤压的豆渣中制备可溶性膳食纤维的产率明显大于从未经挤压的豆渣中制备可溶性膳食纤维的产率。普通蒸煮和微波加热对膳食纤维也有一定的影响,普通蒸煮可以将豆粕中水溶性膳食纤维含量从 0.96%提高到 2.02%,微波加热可提高至 2.67%。而挤压则可以提高到3.09%。可见,与普通蒸煮与微波蒸煮相比,高压蒸煮对膳食纤维成分降解的影响更大[16-17]。

图 4 不同加工方式对豆粕中水溶性膳食纤维的影响
3 结论
3.1 核磁共振分析原料及挤出物中水分分布状态,结果显示:原料与挤出物中均含有两种状态的水分。其中,T21的弛豫时间在 2~3 ms之间;T22的弛豫时间在 7~11ms之间。原料体系中邻近水与多层水几乎是平均分配,在总水量中的比例分别为 41.73%、58.27%。经挤压处理之后,挤出物中的水分进行了重新分配,邻近水在总水量中的比例上升至 91.93%,多层水的比例则降至 8.07%。挤压实现了产品体系中邻近水水分的挥发与转移。
3.2 水溶性膳食纤维变化的研究结果表明:物料水分含量、螺杆转速、挤压温度及大豆蛋白添加量对挤出物中的膳食纤维含量均有影响,其中水分含量的平方项对挤出物水溶性膳食纤维的影响高度显著(P<0.01);螺杆转速的平方项对挤出物水溶性膳食纤维的影响显著 (P<0.05);挤压温度和大白添加量单独对挤出物中膳食纤维含量的影响均不显著;螺杆转速与蛋白添加量间的交互作用对挤出物水溶性膳食纤维的影响显著 (P<0.05);挤压温度与蛋白添加量的交互作用对挤出物水溶性膳食纤维的影响显著(P<0.05)。不同加工方式对豆粕中水溶性膳食纤维含量的影响顺序为:挤压 >微波 >蒸煮 >未处理。
[1]H Gajula,S Alavi,K Adhikari,et al.Precooked bran-en2 riched wheat flour using extrusion:dietary fiber profile and sensory characteristics[J].Journal of Food Science,2008,73(4):173-179
[2]Wang W-M,Klopfenstein CF,Ponte JG.Effects of twin screw extrusion on the physical properties of dietary fiber and other components of whole wheat and wheat bran and on the baking quality of thewheat bran[J].CerealChemistry,1993,70(6):707-711
[3]Berglund PT,Fastnaught CE,Hol m ET.Physicochemical and sensory evaluation of extruded high-fiber barley cereals[J].Cereal Chemistry,1994,77(1):91-95.
[4]Caprez A,Arrigoni E,Amado R,et al.Influence of different types of thermal treatment on the chemical composition and physical properties of wheat bran[J].Journal of Cereal Sci2 ence,1986,4:233-239
[5]Qian JY,Ding XL.Effect of twin-screw extrusion on the functional properties of soya fibre[J].Journal of the Science of Food and Agriculture,1996,71:64-68
[6]CamireME,Violette D,DoughertyMP,et al.Potato peel diet2 ary fiber composition:effects of peeling and extrusion cooking processes.Journal of Agricultural and Food Chemistry,1997.45:1404-1408
[7]王璋,许时婴,汤坚.食品化学 [M].北京:中国轻工业出版社,2005
[8]潘英明,林宁,葛春玉,等.膳食纤维测定方法改进 [J].食品科学,2002,23(11):106-108.
[9]Kitabatake N,Megard D,Cheftel J C.Continuous gel forma2 tion by HTST extrusion-cooking:soy protein[J].Journal of Food Science,1985,50:1260-1265.
[10]V E A Rinaldi,P KW Ng,M R Bennink.Effects of extru2 sion on dietary fiber and isoflavone contents of wheat extru2 dates enriched with wet okara[J].Cereal Chemistry.2000,77(2):237-240
[11]Kao SV,Allison G R.Residence time distribution in a twin screw extruder[J].Polymer Engineering&Science,1984,24:645-651
[12]Martin-cabrejasMa,Jamiel Karanja C,Downie A J,et al.Modifications to physicochemical and nutritional properties of hard-to-cook beans(Phaseolus vulgaris L)by extru2 sion cooking[J].Journal of Agricultural and Food Chemis2 try,1999,47(3),1174-1182
[13]陈五岭,陈邦.香菇膳食纤维挤压改性的研究 [J].现代化工,2000,20(9):45-47
[14]Ralet m-c,Thibault j-f,Della valle g.Solubilization of sugar-beet pulp cell wall polysaccharides by extrusioncooking[J].Lebens m-W iss u-Technol,1991,24(2),107-112
[15]娄海伟,迟玉杰.挤压豆渣中可溶性膳食纤维制备工艺的优化[J].农业工程学报,2009,25(6):285-289
[16]Zia-ur-Rehman,Mehwish Islam,W H Shah.Effect of mi2 crowave and conventional cooking on insoluble dietary fibre components of vegetables[J].Food Chemistry,2003,80(2):237-240
[17]Zia-ur-Rehman,W H Shah.Domestic processing effects on some insoluble dietary fibre components of various food legumes[J].Food Chemistry,2004,87(4):613-617.
Soluble Dietary Fiber andWaterDistribution in Texturized SoybeanMeal
Lin Xiangyang1Peng Shumei2Roger Ruan2Zhang Hong1Zhu Rongbi1Wu Jia1
(College ofBiological Science and Engineering,Fuzhou University1,Fuzhou 350108)
(Changchun Xingao Food Co.,Ltd.2,Changchun 130000)
(Department ofBioproducts and Biosystems Engineering,University ofMinnesota3,St.PaulMN 55108)
Soluble dietary fiber andwater distribution in texturized soybeanmealwere studied usingNMR forof2 fering data about processing and storage of texturized soybean meal and for applying extrusion to modify dietary fiber.Results:Both raw material and extrudate contain t wo states ofwater,and T21value is 2~3 ms,T22value is 7~11 ms.Adjacentwater content is increased from 41.73%to 91.93%after extrusion,and the proportion ofmulti-layerwater content reduced to 8.07%.Materialwater content,screw speed,extrusion temperature,and protein addition amount all have significant effect on the soluble dietary fiber content of extrudate.Effect order of different treatments on increas2 ing soluble dietary fiber is as follows:extrusion>microwave>cooking>untreated.
texturized soybean meal,NMR,water distribution,soluble dietary fiber
TS214.2
A
1003-0174(2010)12-0018-06
福建省新世纪优秀人才支持计划(XSJRC2007-23),福建省青年科技人才创新项目(2007F3052)
2009-12-28
林向阳,男,1969年出生,副教授,博士,食物资源综合利用