高产非织造气流式喂棉机机构及性能特点分析
2010-11-04马月双靳向煜袁兴婕东华大学产业用纺织品教育研究工程中心上海0600绍兴县和中合纤有限公司绍兴3000
马月双 靳向煜 袁兴婕 韩 旭 (.东华大学产业用纺织品教育研究工程中心,上海,0600; .绍兴县和中合纤有限公司,绍兴,3000)
高产非织造气流式喂棉机机构及性能特点分析
马月双1靳向煜1袁兴婕1韩 旭2(1.东华大学产业用纺织品教育研究工程中心,上海,201600; 2.绍兴县和中合纤有限公司,绍兴,312000)
分析了高速梳理成网工艺中影响成网均匀度的主要因素。介绍了A型和B型两种新型气流式棉箱喂棉机的机构、特点和对筵棉的均棉作用原理以及一种新型的气压式与传统振动式组合的喂棉机。B型喂棉机带有自调匀整装置,输出筵棉的面密度均匀性好,但其复杂的控制机构增加了维修保养的难度;A型喂棉机输出筵棉面密度的均匀性稍逊于B型喂棉机输出的筵棉,但仍可达到一定要求,且其设备机构简单,易于保养,也是一种可供选择的性能良好的喂棉机。
非织造材料,气流式喂棉机,机构,性能
非织造工艺中纤网均匀度是一项很关键的技术指标,其对产品的后道加工以及最终使用性能有着直接的影响。从高速高产梳理成网非织造技术角度讨论,气流(压)式喂棉机输出筵棉的均匀性直接关系到梳理机成网的均匀度。本文将分析非织造梳理成网工艺中影响纤网均匀度的因素,介绍可改善非织造干法成网均匀度的A型和B型两种新型气流棉箱喂棉机装置的机构与性能特点。
1 影响梳理成网均匀度的因素
根据在医卫产品的产业化过程中高速梳理成网的工艺特征,影响高速梳理成网均匀度的因素主要可归纳为以下几方面:
(1)给棉定量的周期性波动,即棉箱输出的棉层重量随时间而变化。这种给棉定量的周期性波动是由给棉环节的定量控制形式和控制精度所决定的。周期性波动过大时,会严重影响梳理成网非织造材料纵向面密度的均匀性。
(2)棉箱输出棉层的横向均匀度差异。这是梳理纤网极易出现云斑,甚至出现破洞的主要原因。
(3)梳理纤网的缺陷性均匀度差异。梳理机在工作中由于多种因素的扰动,使输出的纤网可能出现云斑、条纹、局部破损等缺陷。在梳理机针布和隔距等工艺条件稳定时,出现纤网随机云斑,这与前道的开松度密切相关。在高速生产非织造技术中,前道的开松程度必须将体积密度控制在18~23 kg/m3范围内。
2 气流式喂棉机的工作原理和机构
2.1 A型喂棉机
图1是A型喂棉机的机构示意图。A型喂棉机的代表机型为法国蒂博(Thibeau)公司的TCF喂棉机。
A型喂棉机的工作原理是:
经过开松的纤维随气流输送进入储料槽,储料槽一侧的抽吸除尘管道内产生负压将输送纤维的高压气流排出并排除部分杂质,此负压不能过大,否则纤维会被吸附在除尘网板上,产生纤维下落不顺畅或纤维无法下落现象[1]。
落下的纤维在喂入罗拉和喂棉板握持下被开松罗拉开松,压缩风机输出的高压气流经压缩空气分配系统分配后,将开松罗拉角钉上的纤维吹下落入下储料槽内,高压空气从一侧的抽吸除尘网板上排出,在将纤维压实的同时起到气流横向均棉的作用。
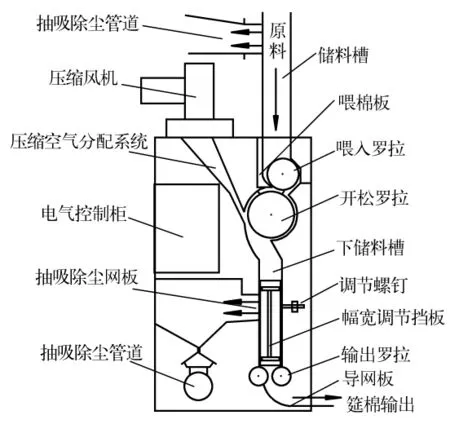
图1 A型喂棉机机构示意
当下储料槽内的纤维过多时,除尘网板上的出气孔眼就会排气不畅,下储料槽内气压增加,当达到设定的气压值上限时,压力传感器发出信号并通过速度调节器减慢给棉罗拉电机的运转速度或停止其运转,以减少纤维喂入量;随着输出罗拉连续输出纤维层,下储料槽内纤维高度和气压值回到设定值的下限时,给棉罗拉又恢复快速喂给,从而达到输出纤维层定量稳定的目的[2]。
此外,通过调节下储料槽两侧的幅宽调节挡板可使输出筵棉的幅宽控制在要求幅宽范围内,分布均匀的筵棉由输出罗拉输出后,沿导网板输送进入梳理机。
2.2 B 型喂棉机
图2是B型喂棉机的机构示意图。B型喂棉机的代表机型为德国特吕茨勒(Trutzschler)公司的FBK539喂棉机。
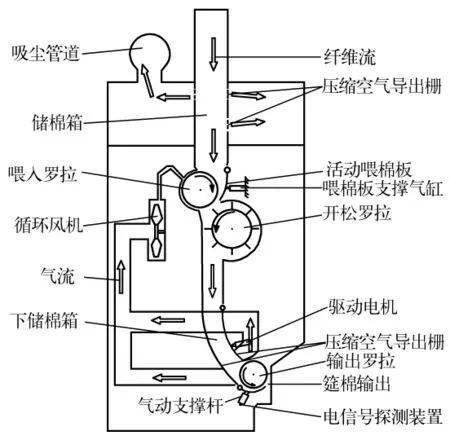
图2 B型喂棉机机构示意
B型喂棉机配有精密的纵横向同步自调匀整系统,可以同时控制喂入梳理机的筵棉在纵横向的均匀分布。
B型喂棉机的工作原理是:
气流输送管道把纤维连续地送入储棉箱,储棉箱两侧的压缩空气导出栅把纤维与空气分离,纤维通过恒定的正压力凝聚。储棉箱的喂入高度保持在一定的范围内并自调压力。如果压缩空气导出栅被纤维原料遮掩较多,压力会升高,从而使纤维下落到该部位的量自动减少;如果某部位原料下落不足,则压缩空气导出栅表面压力下降,下落的原料会自动向该处集中,从而使棉箱中纤维原料横向分布达到均匀。
储棉箱中的纤维层在活动喂棉板和喂入罗拉握持下被开松罗拉打手顺向打击,减少了对纤维的损伤[3],纤维开松后由循环风机气流将纤维剥离送入下储棉箱。活动喂棉板采用不锈钢板焊接结构,幅宽方向由多块喂棉板组成,每个喂棉板有多个气缸加压点,并且根据工艺需要,压力可调[4]。下储棉箱输出纤维层至梳理机,其输出速度由梳理机决定并由自调匀整装置保证纵向的均匀度。横向不匀除了上述储棉箱中均有压缩空气导出栅根据纤维原料覆盖面积大小由气流自动调节纤维流向之外,还有特殊的调节机构。
3 喂棉机构均棉作用和机构原理介绍
3.1 A型喂棉机横向气流均棉作用原理
储料槽内的气压对纤维密度均匀性有较大的影响,储料槽内的静压值必须控制在一定范围内,否则纤维密度的均匀性就不能得到保证。A型喂棉机利用检测下储料槽气压的压力传感器产生的信号来控制给棉罗拉电机的速度,使下储料槽内的纤维量维持在一定范围内,亦使气压稳定维持在一定范围内,从而保证纤维密度均匀性的稳定[2]。
由于机器结构的限制,在整个抽吸除尘网板幅宽上抽吸压力是不均衡的,因此在幅宽上均棉作用强弱及纤维的压实程度是不均等的。为解决该问题,A型喂棉机将下储料槽的前壁设置成可调节式罩板,在罩板外侧装有若干个调节螺钉,根据抽吸除尘网板上抽吸压力的分布情况调整调节螺钉。抽吸压力较大的部位将调节螺钉向内侧调节,以缩小该部位的储料槽宽度;相反,抽吸压力较小的部位则将调节螺钉向外侧调节。
3.2 气流式喂棉机与振动式喂棉机均棉作用的差异
振动式喂棉机棉箱内纤维密度的稳定程度主要取决于纤维块的大小、自重及振动板的振动次数。当遇到大块状纤维落入箱槽时,由于受箱槽尺寸的限制,纤维块与箱壁之间的摩擦力增大,不可能呈自由状态落下。由于传统的振动式喂棉机没有横向均棉机构,尽管经振动板反复抖动和挤压,纤维仍只是在振动下被压实,纤维量多的部位在振动作用下向周边纤维较少的区域滑落,因此早期的振动式喂棉机对纤维层幅宽方向的均棉效果非常差。又因受化学纤维抱合力差、弹性大等性能的影响,纤维块之间不能很好地相互靠实,导致喂给梳理机的纤维层密度稳定性差,容易造成纤网的长片段不匀[2],因此纤网面密度均匀度较差。振动式喂棉机比较适合加工较粗的纤维(线密度大于3.3 dtex),筵棉层均匀性波动大。
下面介绍一种新型设计思路的组合式喂棉机(图3)。该喂棉机上半部分为气压式喂棉机机构,下半部分为振动式喂棉机机构。此种机型为了保证纤网均匀度,并适应高产的要求,采取了振动与气流抽吸相结合的方式,筵棉输出网帘采用透气编织网帘,在其下方设置抽吸机构。
组合式新型喂棉机的特点是振动挡板及下部抽吸机构同时处于工作状态。当棉箱处于预填充状态时,下部的抽吸机构能够起到类似于气压式棉箱横向均棉的作用;随着棉箱内纤维量的增加,均棉作用随之下降。在振动挡板挤压及抽吸机构抽吸的双重作用下,对纤维层密度的增加有利,单位时间内输出纤维量增加,从而达到输出筵棉的密度要求并达到高产的目的。由于纤维层密度增加,筵棉在幅宽方向重量不匀率也随之下降。

图3 组合式新型喂棉机机构示意
3.3 A型喂棉机X射线密度检测长片段不匀反馈调节机制
A型喂棉机的反馈调节是由X射线密度控制系统来实现的。筵棉由输出罗拉输出后,通过装配在梳理机喂入罗拉前方的X射线密度探测装置对筵棉面密度进行探测,将探测采集到的实时筵棉面密度值与筵棉面密度设定值进行比较,之后将对比信息反馈给电气控制系统,通过调节输出罗拉的线速度以及下储料槽内的气压值来达到调节输出筵棉面密度的目的,以使其长片段不匀控制在规定范围内。该X射线密度控制系统无需清理,维护简单,运行可靠,可将筵棉面密度不匀率CV值控制在3% ~6%之内,效果明显。
图4是NSC Nonwoven公司Servox使用说明书中示出的X射线密度控制系统原理图。
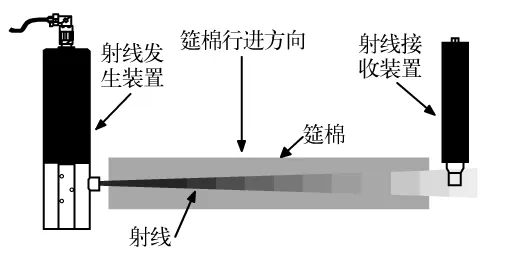
图4 X射线密度控制系统原理
3.4 B型喂棉机机械式横向均棉作用的调节机构
在B型喂棉机下储棉箱下部有一气动支撑杆支持的托盘(图5)。托盘根据喂棉机幅宽分成12段,输出罗拉上方的压缩空气导出栅也分为12段,且两者一一对应。托盘下方的气动支撑杆气缸内通有恒定的气压。当某一段托盘与输出罗拉之间的纤维层密度过高时,在输出罗拉的压迫下,托盘将压迫气动支撑杆下移一定的距离,电信号探测装置通过检测气动支撑杆轴的位移,将其转换为电信号。该电信号经电脑控制系统处理后,传输给输出罗拉上方的压缩空气导出栅驱动电机,使压缩空气导出栅向内移动一定距离,以减小下储棉箱相应区段的厚度,从而减少此段储棉箱内纤维量。同时,调整输出罗拉以及罗拉梳理机喂棉罗拉相应的转速,从而保证输出纤维层的纵、横向均匀度,达到使输出纤维层均匀的目的[4]。由于该闭环系统从测量点到调节点的路径很短,因此筵棉实际“自由状态”的时间很短。自调匀整装置的使用更好地改善了梳理成网非织造产品的均匀度,特别是在梳理机车速较高时,效果更为明显。如今,采用气压喂棉箱加自调匀整装置的B型喂棉机可以将筵棉面密度不匀率CV值控制在2%~3%以内。
此外,机内下储棉箱的闭路循环气流和特有的出口栅结构,可有效地均衡纤维在下棉箱整个幅宽方向上的均匀分布,大大提高了输出筵棉的横向均匀度[5]。

图5 横向均棉机构示意
3.5 B型喂棉机自调匀整装置工作原理
FBK539喂棉机的筵棉输出部分将控制筵棉面密度分为12个小分区,每个分区宽30 cm,纤网重量检测装置每5 s进行一次称重,分别得到12个分区的实时重量值。将实时重量值与预先设定的重量值进行比较,以对每一分区进行精确调整,从而在控制幅宽方向重量分布均匀的前提下,保证纤网纵向的重量均匀度。
由于FBK539喂棉机并非独立完成工作,而是要和后续梳理和加固设备配合工作,所以实际生产中12个小分区之间纤网重量设定值并不完全一样,需根据后续设备的工作状态及参数设定进行调整。如要根据梳理设备的纤网总牵伸比、幅宽方向上针布状态、各工作辊之间的隔距设定值、水刺机的牵伸比、纤维损失以及为方便后道分切等工序工作的顺利进行对纤网重量分布所做特殊调整等诸多因素,总结生产经验值,对幅宽方向纤网重量值分布进行适当的调整。
(1)每个分区纤网重量设定值的平均值计算公式:

式中:G'——每个分区纤网重量设定值的平均值(g);
G——产品面密度(g/m2);
K——产品总牵伸比;
L——每个分区宽度(m);
V——筵棉输出速度(m/min);
T——纤维重量检测装置每次检测时间间隔(s)。
例如:在实际生产非织造材料过程中,若G=55 g/m2,L=0.3 m,V=3.13 m/min,T=5 s,则根据公式(1)计算得到G'=5.72 g。根据各影响因素进行综合分析,12个小分区的实际重量设定值见表1。

表1 每个小分区纤网实际重量设定值 (单位:g)
(2)生产线台时产量计算公式:

式中:G0——生产线台时产量(kg/h);
G——产品面密度(g/m2);
L0——输出筵棉幅宽(m);
V——筵棉输出速度(m/min)。
4 产品面密度均匀性比较
用A型和B型喂棉机各生产10卷相同品种的非织造材料,原料是涤纶60%和粘胶纤维40%;面密度为40 g/m2。测试产品的卷重,结果见表2。
表2 产品卷重测试结果
由表2数据可知,虽然A型喂棉机生产的产品实际卷重的CV值比B型喂棉机生产的产品实际卷重的CV值略高,但是其每一卷的实际卷重与理论卷重的平均卷重偏差值达到B型喂棉机生产产品的3倍,说明其在控制纵向重量匀整性方面作用较B型要弱。
用B型喂棉机生产面密度为45 g/m2的非织造材料,原料是涤纶50%和粘胶纤维50%,对产品纵横向面密度和厚度进行测试。产品取样规则是从距离左侧布边约3 cm处开始取样,横向每隔约20 cm取样一次,纵向每隔约100 cm取样一次。样本容量100个。图6和图7分别是产品面密度和厚度测试数据图。样品面密度不匀率CV值测试结果见表3。

表3 产品纵横向面密度CV值 (单位:%)
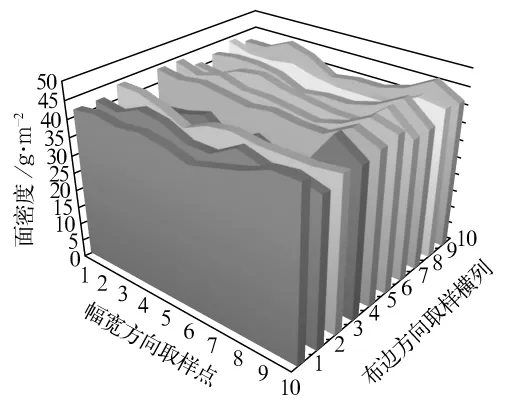
图6 产品面密度测试数据
由以上测试数据分析,使用B型喂棉机生产的产品纵横向面密度及厚度CV值控制在4%~6%范围内,比传统喂棉机生产的产品CV值5% ~12%的精度提高很多。产生偏差的主要原因是纤维层在梳理机分梳、转移和剥取作用过程中也会对纤网不匀率造成一定的影响,且梳理机输出的纤网在进行加固时仍会受到一定的意外牵伸,使得纤网不匀率有进一步的增加。

图7 产品厚度测试数据
由图6可发现,幅宽方向第四横列产品面密度明显低于其他横列产品面密度,从而使横向面密度CV值过大,造成这种现象的原因可能有:①喂棉机筵棉输出网帘受到意外波动,导致筵棉层瞬间“断层”;②梳理机抽吸飞花装置在吸走飞花的同时带走了工作辊表面的一些纤维;③纤网在水刺加固过程中,纤网喂入预湿时张力波动,速比过大,造成局部意外牵伸,纤网面密度降低;④面密度控制系统与其反馈系统设置不当,造成短片段不匀明显;⑤传动皮带有个别带齿损坏,导致出现顿挫现象,造成筵棉意外牵伸。
5 特点分析
A型喂棉机优点在于均棉作用原理简单,设备机构简单和相应的电气控制系统简单,便于设备的维修保养;缺点在于当有棉块堵塞在抽吸除尘网板表面时,空气抽吸阻力增大,导致堵塞处的横向均棉作用被大大削弱,纤维的压实程度也相应变小,筵棉变得蓬松,横向不匀增加,需要定时停车清理堵塞棉块,因而会降低生产效率。
B型喂棉机优点在于带有自调匀整装置,能够控制输出筵棉的纵横向均匀度,较短的闭环调节系统使得筵棉纵向不匀能够得到及时调节,输出的筵棉均匀度的精度高;缺点在于自调匀整机构复杂,设备内部机构复杂,不利于设备的维修保养,且其复杂的电气控制系统也增加了机器故障发生的概率。
6 结语
从以上分析可知,A型和B型喂棉机各有特点。在实际使用中,B型喂棉机的均棉效果更为理想,输出筵棉均匀稳定,但其复杂的控制机构增加了设备维修保养的难度。A型喂棉机虽然其均棉效果稍逊于B型喂棉机,但其输出筵棉的质量仍可达到一定要求,且其设备机构简单易于保养,故A型喂棉机也是一个不错的选择。
[1]李永亮,张运启,李倩.ZFA134型振动棉箱常见问题浅析[J].纺织器材,2007(5):45.
[2]孙耀东.气压式给棉箱与容量式振动给棉箱使用性能分析[J].产业用纺织品,1998(7):24-25.
[3]付丽玮,魏宇晓,郜永.气压棉箱喂棉机的研制开发[J].非织造布,2007(4):47.
[4]乔国治,闫新.自调匀整型气压棉箱喂棉机的研制[J].非织造布,2008(1):38-39.
[5]魏宇晓,闫新,郜永.非织造布梳理机新技术及展望[J].国际纺织导报,2007(8):61-64.
The analysis on structure and characteristics of airflow type of feeder with high capacity
Ma Yueshuang1,Jin Xiangyu1,Yuan Xingjie1and Han Xu2
(1.Donghua University Engineering Research Center of Technical Textiles,Ministry of Education; 2.Shaoxing Hezhong Fibre Co.,Ltd.)
The key factors on influence of web forming uniformity during high-speed carding and web forming technique were analyzed.The structure and property of A and B types of novel airflow feeder and their fiber-uniform processing principle and a new type of feeder composed with characters of air pressure and traditional vibration were introduced.B type of feeder have self-adjusting uniformity installation and have complex control structure which increase difficulty of maintenance,this kind of processing property of A type of feeder is poorer than B feeder,and can meet the requirement of proper uniform web forming with characters of simple structure and easy maintenance.
nonwovens,airflow type of feeder,structure,performance
TS173.32
A
1004-7093(2010)11-0025-06
2010-09-15
马月双,男,1986年生,在读硕士研究生。研究方向是非织造工艺技术。