ø5.4m特大型水泥磨机超高铬铸铁磨头板的研制与应用
2010-11-04李固成驻马店三山实业有限公司河南驻马店市463000
李固成(驻马店三山实业有限公司,河南驻马店市 463000)
李永刚(济南铸造锻压机械研究所有限公司,济南 250022)
ø5.4m特大型水泥磨机超高铬铸铁磨头板的研制与应用
李固成(驻马店三山实业有限公司,河南驻马店市 463000)
李永刚(济南铸造锻压机械研究所有限公司,济南 250022)
针对水泥工业大型和特大型球磨机磨头板的使用要求,研制开发生产的Cr26高铬铸铁材料,其主要化学成分为:2.6%~2.9%C,22%~28%Cr,<1.2%Si,0.5%~1.0%Mn,0.6%~1.2%Mo,0.4%~1.2%Ni,0.4%~1.2% Cu。热处理工艺:淬火温度1000±20℃,回火温度320~420℃。平均硬度HRC>58,平均冲击韧性ak>5J/cm2。淬火回火组织为:回火马氏体+共晶碳化物M7C3+二次碳化物+残余奥氏体。Cr26高铬铸铁磨头板已连续运转6年以上,预计仍能连续使用2年左右。
水泥球磨机;高铬铸铁;使用寿命
1 引言
水泥工业用球磨机磨头板,处于粗磨仓(一仓)进料端,故又称端衬板。由于水泥磨机一仓大都以破碎为主,入料粒度大,冲击功大,钢球平均球径>80mm,特别是大型或特大型磨机的研磨条件相当恶劣。磨头板材料的选择,过去主要以安全为主,大都采用高锰钢或变质高锰钢,也有采用超高锰钢材料,但生产使用中反映出诸多问题:一是耐磨性不足,使用寿命在6~12月之间;二是塑性变形隆起,拉折/断螺栓时有发生,致使衬板整体掉落而早期失效。中低合金钢用于磨头板虽具有强韧性匹配,由于合金元素含量少,耐磨性也不十分理想,一般使用寿命在16个月左右,影响了水泥粉磨效率的提高。2003年3月,我公司承接了大宇水泥(山东)有限公司两套ø5.4m×15.5m特大型磨机衬板的制备工作。该公司过去一直使用进口衬板,使用寿命在3年左右,为此,合约签定时,对方要求磨头板使用寿命在3年以上。我公司是专业生产耐磨衬板厂家,有近30年生产经验,特别是高合金衬板的生产,已用于水泥磨机上200多台(套),从ø2.2m、ø2.6m、ø3m中小型磨机到ø3.8m、ø4.2m、ø5m大型和特大型磨机上都实现了安全生产,一般使用寿命(一仓)均在6年以上。其中1988年用于原河南偃师县水泥厂ø2.2m×6.5m水泥磨一仓沟槽衬板使用寿命在12年以上,2001年用于河南郑州顺宝水泥股份有限公司ø3m×9m大型水泥磨机一仓沟槽衬版使用寿命在7年以上,收到较好社会和经济效益[1-5]。但高铬合金铸铁用于大型和特大型磨机磨头板尚属首次,国内也鲜有报导。鉴于技术市场资源实际,我们决定试用KmTBCr26制备ø5.4m特大型磨机磨头板。
2 化学成分的设计
ø5.4m特大型磨机平均球径 ø80mm,最大ø100mm,入磨粒度≤25mm,入磨水份≤1,磨机转速约15r/min,台时产量大于250t/h,年产水泥约400万吨,其中80%出口。
原装进口磨头板化学成分和主要性能检测分析见表1。结果显示,国外磨头板材料主要是中碳中铬合金钢,化学成分中没有发现淬透性元素Mo、Ni等,热处理工艺排除空冷或风冷淬火的可能,经初步分析应为油淬或其他介质淬火,HRC45~48,能够满足或基本满足特大型磨机磨头板的技术要求。

表1 原进口ø5.4m×15.5m特大型水泥磨机磨头板主要化学成分及性能
因此,我公司确定磨头板的主要化学成分如下。
2.1 碳、铬的确定
碳和铬是决定高铬铸铁基体组织、碳化物结构和使用性能的两个最重要的元素。碳量决定碳化物数量,铬量决定碳化物类型。从高铬铸铁的铸态获得马氏体组织要求出发,结合铸件的壁厚、形状、大小及服役的工况条件和使用要求,选择C量为2.6%~2.9%,使Cr/C=8左右,碳化物含量K<30%,这时共晶碳化物为断网状,M7C3型碳化物的显微硬度可达到HV1300~1800,材料具有强韧性,能够满足Cr26高铬铸铁磨头板的使用要求(见表2)[6-9]。

表2 Cr26高铬铸铁磨头板化学成分(质量分数,%)
2.2 硅、锰的确定
硅、锰在高铬铸铁中是常规元素,其主要作用是脱氧脱硫。硅降低淬透性但提高Ms点,在高铬铸铁中一般不再单独加硅,故Si<1.2%。锰提高淬透性但严重降低Ms点,一般控制在0.5%~1.0%。
2.3 钼的确定
钼在高铬铸铁中一部分形成碳化物,提高显微硬度;一部分形成Mo2C,其余全部进入基体,提高淬透性。钼与锰、钼与镍、钼与铜联合使用提高淬透性效果更好。但钼是贵重金属,考虑成本因素,钼含量选在0.6%~1.2%之间。
2.4 镍和铜的确定
镍和铜在高铬铸铁中提高淬透性,改善韧性。二者均是非碳化物形成元素,全部溶入奥氏体,起稳定奥氏体作用。但加入量大时,容易增加残余奥氏体量,特别是铜在奥氏体中溶解度有限。考虑成本等综合因素,确定镍加入量为0.4%~1.2%,铜加入量为0.4%~1.2%。
2.5 其他
S、P为有害元素,在生产中应严格控制。V、Ti、B、RE作复合变质剂加入,细化晶粒,净化晶界。
3 熔炼及浇注工艺
采用750kg快速中频感应炉熔炼,单渣熔炼碱性成型坩埚。依次加入废钢及高碳铬铁、钼铁、镍板、废铜;增碳用废电极,颗粒为25~40mm,装炉时装入坩埚底部。熔化后期分析碳、铬含量,并用高、中碳铬铁调整碳、铬含量。出铁前10min加锰铁预脱氧,出铁前约3min加硅钙钡铝复合精炼脱氧剂进行终脱氧。当铁液温度达到1480~1530℃时出铁。浇包底部放入0.25%的稀土镁铁。待浇包充入1/3重量的铁液时按0.5%的重量,加入已烘干过的颗粒为1~5mm的复合变质剂,浇包接满时复合变质剂应反应结束,以观察不到镁光为止。变质温度为1450~1480℃,包中搅拌、造渣两次,彻底扒渣后镇静2~3min,待温度降低到1380~1430℃时开始浇注。浇注应“先慢,中快,后细”,待铁液到达冒口4/5处时加保温剂,并按一定时间点浇冒口2~3次。
4 造型工艺
面砂为50/100目硅砂,改性水玻璃CO2硬化;背砂为40/70目湿型砂;芯砂为70/140目合脂油砂。采用保温冒口加覆盖剂与冷铁配合的铸造工艺,端衬板工作面采用厚40mm成型冷铁和两块厚50mm边冷铁。由于磨头板在砂型中以较慢的冷却速度以糊状形式凝固,此时合金具有形成分散缩孔的严重倾向,铸件易出现晶间缩孔或疏松,铸件韧性下降,严重的使铸件早期失效[10]。冷铁的合理使用,加快了铸件的结晶冷却速度,组织致密性好,强韧性提高,避免或消除了因铸造缺陷给生产应用带来的安全隐患。冷铁在第一次使用前需预热180~200℃,刷石英粉醇基涂料,刷后及时点火烘干。浇注前20min合箱。通过破坏性试验及观察宏观断口的方法,修正外冷铁数量、厚度及保温冒口的型号。
5 热处理工艺
高铬铸铁磨头板必须经过淬火及回火以获得高硬度强韧性的马氏体基体,同时可以提高铸件的冲击疲劳抗力,消除和大幅度降低内应力。热处理时应视铸件的壁厚、断面大小、装炉量、工装条件及四季气温变化情况采用不同的奥氏体化温度和保温时间,来保证达到初始设计的性能要求。依据国家标准《GB/T8263—1999抗磨白口铸铁件》和建材行业标准《JC/T691—1998高铬铸铁衬板技术条件》有关热处理工艺规范[11,12],参照有关文献资料[13,14]研究提出的二次碳化物析出与溶入的淬火温度和保温时间,确定奥氏体化温度为1000℃±20℃,回火温度为320~420℃。此批ø5.4m×15.5m特大型磨机磨头板厚130mm,最大块重189kg(见图1),应保证热处理过程中铸件不开裂,采用阶梯升温措施(见图2)。
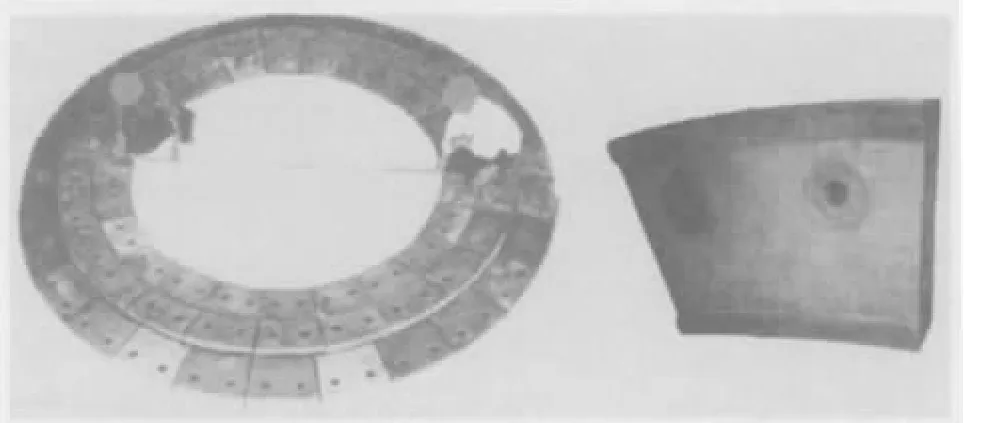
图1 Cr26磨头板产品示意图
提取的试样为10mm×10mm×55mm无缺口试样,在热处理后的磨头板本体中直接提取,硬度值在试样上取得,冲击韧性及金相组织在同一试样上进行。检测结果表明:铸件平均硬度HRC>58,平均冲击韧性ak>5J/cm2。金相观察表明,试样的淬火回火组织为:回火马氏体+共晶碳化物M7C3+二次碳化物+残余奥氏体。
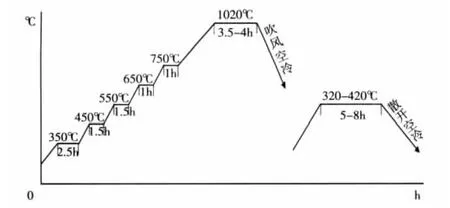
图2 Cr26磨头板淬、回火工艺曲线图
6 结语
(1)针对水泥工业大型和特大型球磨机磨头板的使用要求,研究开发生产的Cr26高铬铸铁材料,其化学成分为:2.6%~2.9%C,22%~28%Cr,Si<1.2%,0.5%~1.0%Mn,0.6%~1.2%Mo,0.4%~1.2%Ni,0.4%~1.2%Cu,V、Ti、B微量,RE0.25,S<0.06%,P<0.10%。热处理工艺:淬火温度1000℃±20℃,回火温度320~420℃。铸件平均硬度HRC>58,平均冲击韧性ak>5J/ cm2。淬火回火组织为:回火马氏体+共晶碳化物M7C3+二次碳化物+残余奥氏体。
(2)研制的Cr26高铬铸铁磨头板已连续运转使用6年以上,预计仍能继续使用2年左右,表明抗磨性良好。为我国水泥工业新型干法生产企业的大型和特大型球磨机耐磨衬板的安全应用和节能降耗提供了可靠技术支撑,推动了耐磨材料的技术进步,具有推广应用意义。
[1]常松枝,王信宗.高铬铸铁沟槽衬板连续使用超过十年的体会.水泥,1998(8):30-31.
[2] 李固成,等.大型磨机高铬铸铁沟槽衬板的研制与应用.水泥工程,2001(6):27-28.
[3] 李固成,等.特大型磨机高铬铸铁衬板的研制与应用.水泥工程,2003(2):82-83.
[4]李固成,等.高铬铸铁衬板在特大型球磨机上的国产化应用.中国铸造装备与技术,2008(1):32-34.
[5] 李固成,韩书臣,宋芳,等.无钼镍高铬合金铸铁耐磨衬板的研制与应用.铸造,2008(4):394-397.
[6]饶启昌,李成劳,邢建东.高铬白口铸铁断裂韧性的研究.见:第二届全国金属耐磨材料学术会议论文集.北京:中国金属学会耐磨材料学术委员会,1984:115-120.
[7]王兆昌.我国白口铸铁的生产工艺及理论研究.见:第三届全国金属耐磨材料学术会议论文集.北京:中国金属学会耐磨材料学术委员会,1985:89-92.
[8] 仝建民,周以忠.高铬白口铸铁残余奥氏体在冲击磨料磨损中作用的研究.见:第四届全国金属耐磨材料学术会议论文集.北京:中国金属学会耐磨材料学术委员会,1987:142-146.
[9]朴东学,王景安,李宏祥.高铬白口铸铁件高性能化的研究与生产[C].见:第十届全国金属耐磨材料学术会议论文集.北京:中国金属学会耐磨材料学术委员会,2003,842-845.
[10]杨为慈,刘洪祺,高宗恒,等.高铬白口铁的结晶冷却速度对其抗磨性的影响.见:第一届全国金属耐磨材料学术会议论文集.北京:中国金属学会耐磨材料学术委员会,1982:176-184.
[11] 国家建筑材料工业局建材机械标准化技术委员会.JC/T691—1998高铬铸铁衬板技术条件.中国标准出版社,1998.
[12] 国家机械工业局.GB/T8263-1999抗磨白口铸铁件.中国标准出版社,2000,4.
[13]安江英.热处理对Cr20高铬铸铁组织和性能的影响,见:第七届全国耐磨材料大会论文集,1994:122-127.
[14]徐卓等.26%Cr高铬铸铁热处理工艺的研究.见:第十一届全国耐磨材料大会论文集,2006:97-101.
Developing and Application of Super High Cr Cast Iron Φ5.4m Mill Bed Plate
LI GuCheng
(Zhu Ma Dian San Shan Industry Co.Ltd.,Zhu Ma Dian 463000,Henan China)
For meeting the service requirements for super heavy ball mill bed plate used in cement industry,the main chemical compositions of the developed Cr26 high Cr cast iron are as follows:2.6%~2.9%C,22%~28%Cr,<1.2%Si,0.5%~1.0%Mn,0.6%~1.2%Mo,0.4%~1.2%Ni,0.4%~1.2%Cu.Heat treatment program:quenching temperature 1000℃±20℃,tempering temperature 320~420℃.Average hardness HRC>58 and average impact toughness ak>5J/cm2.Microstructure temper martensite+eutectic carbide M7C3+secondary carbide+residual austenite.The produced C26 high Cr cast iron mill bed plate has been being in operation for more than 6 years and a two years period of service life is available.
Ball mill for cement;High Cr cast iron;Service life
TG251.2;
A;
1006-9658(2010)03-3
2009-10-19
2009-136
李固成(1962-)男,工程师,主要从事衬板的研制和生产工作