50M n2V金刚石锯片激光焊接过渡层粉末的研制(上)①
2010-10-14秦海青周桂琴王进保蒙光海李运海程柳
秦海青,周桂琴,王进保,蒙光海,李运海,程柳
(1.国家特种矿物材料工程技术研究中心,广西桂林541004;2.桂林矿产地质研究院广西超硬材料研究开发重点实验室,广西桂林541004)
50M n2V金刚石锯片激光焊接过渡层粉末的研制(上)①
秦海青1,2,周桂琴,王进保1,2,蒙光海1,2,李运海1,2,程柳2
(1.国家特种矿物材料工程技术研究中心,广西桂林541004;2.桂林矿产地质研究院广西超硬材料研究开发重点实验室,广西桂林541004)
介绍了自主研发的A激光焊接过渡层粉末的设计性能指标、制备方法和基本参数,测试了A粉末烧结试样块的机械性能,检测了A过渡层、国外某公司过渡层与50M n2V钢基体的激光焊接强度。焊接强度测试结果表明:在780℃~880℃常用烧结温度范围内,A过渡层可以与不同的工作层配合使用,比国外某公司过渡层具有更高的安全性和稳定性,焊接强度达到并超过BSEn13236:2001安全标准。A激光焊接过渡层粉末可以替代国外进口的激光焊接过渡层粉末。
过渡层;激光焊接;50M n2V;金刚石锯片
0 前言
激光焊接金刚石锯片包括刀头和钢基体两个组成部分。其中刀头包括工作层和过渡层两个部分,过渡层的加入主要是为了实现刀头与钢基体材料的激光焊接,过渡层通常有1.5~2mm的高度,含过渡层的激光焊接刀头见图1。激光焊接时过渡层熔化,钢基体和刀头结合处部分熔化,熔化后的合金液体相互熔合形成焊缝。因此过渡层的焊接强度直接影响激光焊接金刚石锯片的质量、使用的安全性和可靠性。激光焊接金刚石锯片的钢基体材料主要采用30C rM o和50M n2V合金钢,其中30C rM o主要用来制造小功率激光焊接金刚石锯片,50M n2V是用来制造大功率激光焊接金刚石锯片。目前采用国内生产的过渡层粉末烧结成过渡层虽然可以保证刀头和30C rM o钢基体的焊接强度,但是对于50M n2V的焊接效果不是很理想,焊后立刻出现大量的焊接裂纹,不能保证锯片的焊接强度,给大功率锯片的制造造成了很大的技术瓶颈。采用国外进口的过渡层粉末烧结成过渡层虽然可以保证刀头和50M n2V的焊接强度,但是由于进口过渡层粉末的价格昂贵,给国内激光焊接金刚石锯片生产企业造成了较大的成本压力。本研究的目的是研制具有独立知识产权的低成本激光焊接过渡层粉末,实现金刚石锯片的刀头和50M n2V钢基体的激光焊接,大幅度降低国内激光焊接金刚石锯片生产企业的生产成本。
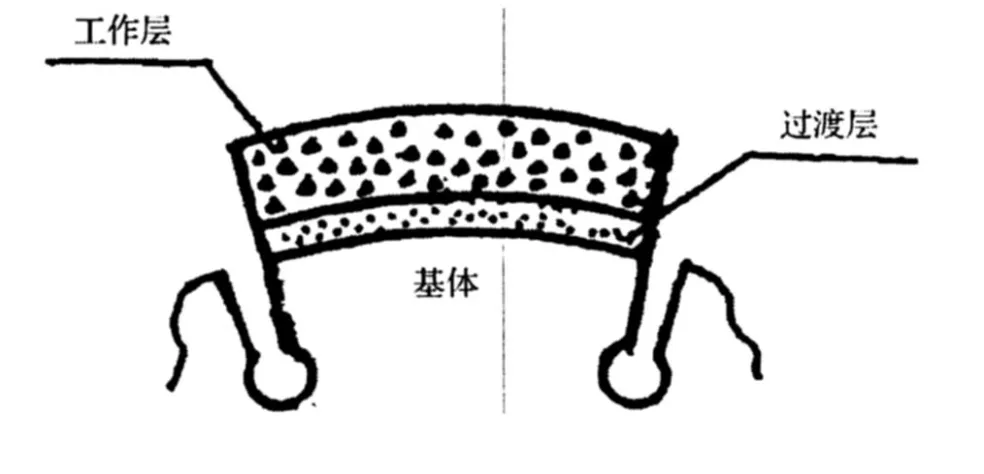
图1 含过渡层的激光焊接刀头[1]Fig.1 Laser welding saw blade with transition layer
根据BS En13236:2001安全标准,规定对于刀头结块型焊接和烧结金刚石锯片,刀头与基体结合处强度以及刀头强度需满足以下最小弯曲强度(σb):(1)用于手持式切机的金刚石锯片,要求σb≥600M Pa;(2)用于固定式和移动式切机的金刚石锯片,要求σb≥450M Pa[2]。结合BSEn13236:2001安全标准,笔者提出在780℃~880℃常用烧结温度范围内,激光焊接过渡层要达到下列性能指标:过渡层与50M n2V钢基体的焊接强度不小于600M Pa,平均焊接强度不小于900M Pa。
为了方便叙述,笔者将研制的激光焊接过渡层粉末命名为A激光焊接过渡层粉末,简称为A粉末,将A粉末烧结成的过渡层简称为A过渡层。
1 A粉末的制备
1.1 制备设备
A粉末的制备设备主要包括:双柱并流反应过滤成套设备(非标设备)、全自动推杆煅烧-还原炉(非标设备)、氨分解发生器等。
1.2 制备方法和过程
1.溶液的配制:根据A粉末的成分计算出各金属离子的添加当量,将铁、钴、铜的可溶性氯盐与去离子水配制成水溶液,导入加液釜中;根据粉末的成分计算出沉淀剂的添加当量,将过量10%~20%的草酸和去离子水配制成与金属盐溶液体积相等的水溶液,导入另一个加液釜中。
2.共沉淀反应:将金属盐溶液和草酸溶液通过加液釜以相同速率分别加入到反应釜中进行共沉淀反应,充分搅拌;再加入氨水调节反应溶液的pH值,直至溶液呈弱酸性;反应20~40min后,静置沉淀2~4h,得复合金属盐沉淀物。
3.过滤、洗涤和干燥:复合金属盐沉淀物经过滤分离,用去离子水清洗沉淀物,除去杂质离子,滤液的电导率小于20μs/cm时,再将沉淀物置于干燥箱中除去表面吸附水。
4.煅烧:将复合金属盐沉淀物放入全自动推杆煅烧-还原炉内煅烧,煅烧温度为400℃~550℃,煅烧时间50~90min(使部分表面水、结晶水挥发,杂质、沉淀物充分分解),得金属氧化物复合粉末。
5.还原:将金属氧化物复合粉末转入全自动推杆煅烧-还原炉内,采用氨分解气进行还原,还原温度600℃~800℃,氨分解气的流量2~4m3/h,还原时间50~90min,被还原出来的金属在还原温度下通过扩散完成合金化过程,得合金粉末。
6.后处理:合金粉末经破碎筛分,真空包装,即得成品。粉末费氏粒度值(FSSS)不超过10μm;粉末总氧含量不超过1w t.%。
2 A粉末的基本参数
2.1 A粉末的基本特性
采用费氏粒度仪测量粉末的费氏粒度(GB/T 3249),用美国LECO公司的TC氧氮分析仪测定粉末中的氧含量,用美国LECO公司的Cs-200红外碳硫分析仪测定粉末中的碳含量。A粉末的理论密度、费氏粒度、氧含量和碳含量见表1。

表1 A粉末的基本特性Table 1 Basic characteristics of powder A
2.2 A粉末的物相分析

图2 A粉末的X射线衍射图谱Fig.2 XRD spectrum of pow der A
图2是A粉末的X射线衍射图谱。物相分析表明:A粉末由Co3Fe7(PDF卡片号:48-1817)和CoFe(PDF卡片号:44-1433)两种物相组成,在制备过程中A粉末成功实现了合金化。
2.3 A粉末的SEM形貌

图3 A粉末的SEM形貌(×300)Fig.3 SEM im age of pow derA(×300)
采用JM S-6460LV扫描电镜观察A粉末的微观形貌,粉末的微观形貌见图3和图4。A粉末的外形呈近球形,颗粒表面光滑,颗粒间形成聚合体。通过聚集方式得到的二次颗粒被称为聚合体或聚集颗粒。实际上,聚合体有两种形式,即所谓的团粒和絮状体[3]。团粒是由单颗粒靠范德华力粘结而成的,其结合强度不大,用研磨、擦碎等方法或在液体介质中被分散成更小的团粒或单颗粒。絮状体则是在粉末悬浊液中,由单个颗粒或二次颗粒结合成的更松软的聚集颗粒。由图3看到的是粉末的团粒,由图4看到的是粉末的絮状体。

图4 A粉末的SEM形貌(×10000)Fig.4 SEM image of powder A(×10000)
(下期续完)
[1] 姜荣超.激光焊接锯片过渡层配方的选择与研究[J].珠宝科技,2003,15(48):9.
[2] 刘一波,赵刚,等.En13236安全标准及其对中国金刚石工具行业的影响[J].金刚石与磨料磨具工程,2004(4):66-71.
[3] 黄培云,等.粉末冶金原理[M].北京:冶金工业出版社,2004:123.
Research and development of laser welding transition layer powder used for 50M n2V diamond saw b lade
QIN Hai-qing1,2,ZHOU Gui-qin2,WANG Jin-bao1,2,MENG Guang-hai1,2,LIYun-hai1,2,CHENG Liu2
(1.National Special mineral Materials Engineering Technology Research Center,Guilin,Guangxi 541004,China;2.Guangxi Key Laboratory of Super hard Material Research and Development,Guilin Research Institute of Geology for mineral Resources,Guilin,Guangxi 541004,China)
Designing performance,manufacture methods and basic parameters of laser welding transition layer powder A are presented in th is paper.Mechanical properties of powder A sintered samples,laser welding in tensity of transition layer A and transition layer made by a overseas company bonded with 50M n2V steel substrate are investigated.The results indicate that transition layer A sintered between 780℃and 880℃is better than transition layer of certaiNoverseas company in security and stabilization and can be applied for different working layers.Moreover,the welding in tensity of transition layer A has met and surpassed the BS En13236:2001 standard on safety.Therefore,the laser welding transition layer powder from the overseas can be rep laced by the powder A.
transition layer;laser welding;50M n2V;diamond saw blade
TQ 164
A
1673-1433(2010)03-0016-03
2010-05-10
秦海青(1979-),男,硕士,工程师。主要从事合金粉末的制备及金刚石工具制造方面的研究工作。E-m ail:qinhaiqing5218@163.com。
广西科学基金(桂科青0832089);广西科技开发计划项目(桂科攻0992001-10)
