红外热成像技术在化工设备检测中的应用及发展
2010-10-13李丹嵩
李丹嵩
上海焦化有限公司 (上海 200241)
红外热成像技术在化工设备检测中的应用及发展
李丹嵩
上海焦化有限公司 (上海 200241)
红外热成像技术是一种新型的无损检测技术,具有许多优点。对红外热成像技术和热像仪的构造、功能及测试方法进行了介绍。同时通过物体表面辐射、物体内部热耗散、红外热扫描、红外辐射应力分析技术(SPATE)等几个方面就红外热成像技术在化工设备中的应用及发展前景进行了分析和介绍。
红外热成像技术 热像仪 红外无损检测 化工设备
1 红外热成像技术、热像仪简介及应用意义
1.1 红外热成像技术的研究意义
众所周知,热交换有三种形式:热辐射、热对流和热传导。接触形式的测温工具是通过热传导的形式进行工作的,而非接触式的测温仪器则是通过测量物体的热辐射而进行测温。热像仪是属于后者的一种测温仪器。1800年英国的W.Herschel首先发现了不可见光红外线。本世纪初,Planck在其黑体辐射理论和Planck定律中阐述了温度与红外辐射间的关系[1]。理论上任何高于绝对零度的物体表面都会发射红外辐射能,红外辐射的波长范围一般为0.76~1 000 μm。根据斯特藩-玻尔兹曼定律,物体发射的辐射能量与其温度的四次方成正比,即:
其中,W为物体单位面积的总辐射能(W/m2);ε为物理表面的发射率;δ为斯特藩-玻尔兹曼常数;T为物理的绝对温度(K)[2]。因此可以得出结论,只要用一个红外探测器或传感器探出物体的辐射能量,并知道物体的发射率,就可能计算出物体的温度。而物体的发射率是物体本身的固有特性,故由发射能就可得知该物体的表面温度。
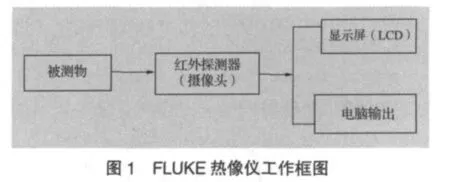
红外热成像技术就是通过上述原理,利用红外探测器等接收物体表面的辐射能,通过热像仪安装的内部分析软件,存储和分析热图像并生成专业报告,通过软件对存储在热像仪中的图像的发射率、反射温度补偿、中间值、增益以及调色板等关键参数进行调节。同时也可将图像上的温度分布图(即热像图)等参数下载到电脑中进行操作和分析。在此以FLUKE公司的TI系列热像仪作为对象,较详细地介绍热像仪的工作过程、结构以及功能。图1是Ti系列热像仪的测试方法工作图。
热像仪通过摄像机镜头“指向-聚焦-发射光束”操作接收一定波长范围内的红外线,并按红外线辐射能的大小转换外信号输入处理器中,通过软件的分析成像,在显示器上呈现物体表面温度的分布图。在30℃时,热灵敏度≤0.1℃,量程范围视不同型号而定,通常在-20~350℃。通过内部安装的inside IR软件还能对收集的信号进行分析,呈现温度点、柱状图、等温线等特征。同时在图像上任意地方进行框选,被选区域即时显示该区域的极值温度(最大值、最小值)和平均值,亦可生成报表或输出图片[3]。
通过与计算机、数字图像处理技术等现代技术结合发展起来的红外线成像技术,将物体的红外辐射图像转化为直观的可见图像,具有非接触、全场、实时以及形象直观等特点。对于大型设备的检测、维护及前期管理有着重大的意义。
设备的前期管理是以设备寿命周期费用最经济为理论依据的。设备状态好坏直接影响产量、质量、交货期、成本、利润等重要因素,因此使设备处于精良的技术状态,充分发挥设备的综合效能,消除设备的缺陷,杜绝事故的发生,降低故障停机,减少故障损失,降低维修费用,提高设备的可利用率是非常必要的[4]。而在设备的维护过程中,动态检测有着举足轻重的作用,这里讨论的红外热像测量仪即为动态监测的一种主要手段。
对于大多数石油化工设备,温度是反映其运行状态和设备本身的一项重要参数,因此在所有包含有热过程的领域,热成像技术是一种理想的无损检测工具,并且在压力容器、压力管道、电机、轴承、电气柜等在线检测和运行状态的监测中发挥了一定作用。上海焦化有限公司为一大型煤化工企业,故设备的动态监测有着至关重要的作用,而红外热成像技术为动态监测提供了有效的手段,故在该公司设备动态管理中起了一定作用。
1.2 国内外应用现状
红外无损检测分为被动式(如热成像方法)和主动式(如热扫描方法)。其中被动式无论在国外还是国内均已被广泛应用,但是作为热扫描的主动方式,国外虽已被广泛应用,国内的应用却还不普及。被动式是利用被测物体或者材料自身的热辐射来进行热成像,如上海焦化有限公司的各个实例,均是设备本身发热,均属于被动式。而主动式则是人为的对被测物体或材料注入恒定热量利用热像仪进行热扫描检测。
2 红外检测的原理及应用
2.1 通过物体表面辐射和物体内部耗散来进行红外检测
2.1.1 压力容器及管道内部状态监测及性能评估
在煤化工装置中,许多压力容器和压力管道为避免腐蚀和隔热等原因在其内部装有内衬。如果这些内衬、内部管道或设备有损坏的话,将导致壁温升高和材料的性能下降,成为设备隐患。通常对于运行中设备内衬的检修方法是按周期安排停车检修,之后开釜开罐拆除内件以检查衬里的损伤程度,再予以修复。因此检修工作的盲目性较大,经常造成不必要的经济损失。更为严重的是只有在停车检查后才能知道内衬的损坏程度,若在损坏造成后果后才停车,将造成恶劣的设备事故,故通常很难及时地排除设备隐患。如果能通过检测器壁外的表面温度,及时发现异常高温区,采取相应的补救措施就可以避免事故发生和确保安全运行。红外热成像技术可以为化工设备内部状态的监测和性能状态评估提供了一种有效的方法。图2、3为上海焦化有限公司气体分公司某装置换热器的可见光参考图以及热象图。
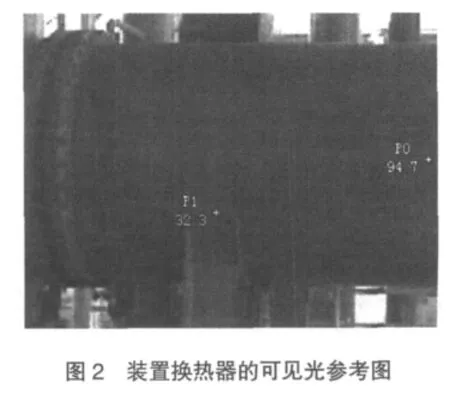
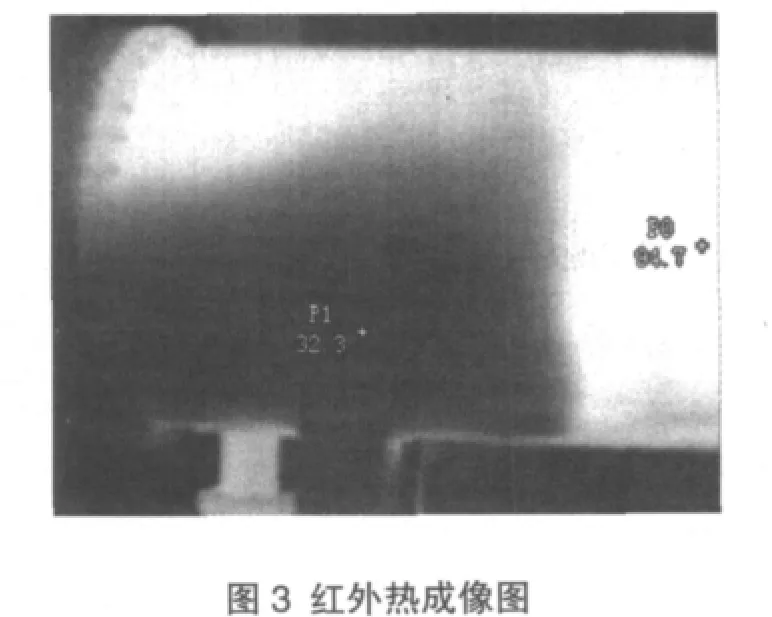
测量的环境温度为22℃,热象仪型号Ti 25,在环境条件为室内、无阳光直射、风速小的情况下,发射率为0.95,图上P0部位为正常温度值94.7℃,P1部位为温度异常部位最高温度32.3℃。该部分面积低于正常值,温度差接近60℃。造成局部温度过低的原因可能是换热器该部位的列管堵塞,造成部分温度值低。可采取的措施为:停车检修时对该部位予以及时清洗或更换相应列管;为确保该换热器长期正常工作,建议定期对该部位进行检测,若发现有上述异常情况,在最近的检修时段内予以维护。
对于容器类的反应器,可结合热像图和反应器的结构特点对容器可能出现的热故障类型进行分析并建立与热像图之间的联系。一般冷壁加内衬的反应器热故障有三类:(1)不锈钢内衬有裂纹;(2)隔热层减薄,存在微裂纹及有冲刷孔洞;(3)隔热层有穿透性裂纹。
为了更定量地了解设备衬里损伤程度和为修复工作提供更精确数据,对衬里损伤程度或参与衬里厚度计算和评估就有着重要的意义。一般可以采用热传导的基本定律即傅里叶定律对衬里壁厚进行计算[5]。对于由几层衬里组成的平板的稳定传热过程有:
由公式可见,利用红外热成像技术不仅可以通过热像图定性地分析衬里是否损坏,亦可利用传热学理论结合设备工艺条件及结构特点对一些热过程的残余厚度作进一步的分析和计算,为容器内部检修提供了科学依据。
2.1.2 外保温层及类似情况检测
热成像技术也广泛应用于具有保温层的容器及管道,对于化工单位,通常都具有热管线纵横交错、分布繁多的特点,许多管线由于外壁保温层年久失修,造成保温材料的破损及脱落,管线外壁温度也随之增高,造成较大的热损失。采用红外热像仪可及时发现损坏情况以及具体损坏温度失常的位置。
2.1.3 容器液位及管道异常检测
对于某些容器需要测定其液位及沉积物情况,使用红外热成像技术可直观的显示。储罐可见光参考图与红外热像图分别见图4和图5。
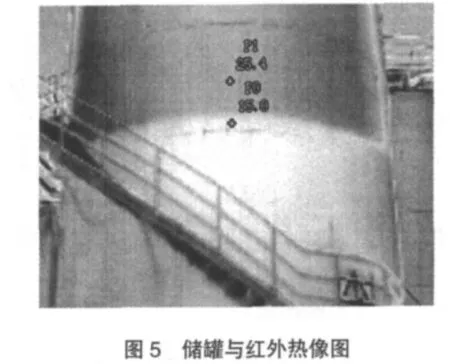
由储罐可见光参考图和红外热像图可见,该图像测量的环境温度为22℃,热象仪型号Ti 25,在环境条件无阳光直射,风速小的情况下,发射率为0.95,P0部位为15℃,P1部位为25.4℃。储罐内存储的液体本身与上部气体有温度差,或由于液体的挥发使上部气液混相结合罐内压力导致温差,这些温差传递到储罐外壳,就可以使用红外热像仪在储罐外部拍摄到液位线。虽然储罐有液位计对液位进行控制,但液位计的失灵会导致空罐和满罐,使生产突然中断或造成储罐溢出事故,造成巨大损失;而使用红外热像仪可以直接在外表面拍摄出液位线,帮助设备维护人员及时发现有故障的液位计。图6为某管道连接处的热像分析图。测量的环境温度为22℃,热象仪型号Ti 25,在环境条件无阳光直射,风速小的情况下,发射率为0.95,P0部位为正常温度部位,温度值27.8℃,P1部位为异常处,温度超过正常范围,达95.6℃。产生异常温度的管道处于与法兰焊接处及弯管处,管道外表面最大温差近68℃。造成如此大温度差异的可能情况是由于管壁磨损变薄或焊接质量不好导致热量异常外泄,若不及时维护,可能会造成管道泄漏。为避免在生产中造成事故,可在停检时对该部位进行超声波测厚或进行更换。
2.1.4 其他应用
除了对压力容器、管道、设备内部检测及其设备异常情况的检测外,通过红外热像仪还能进行其他的热像分析。
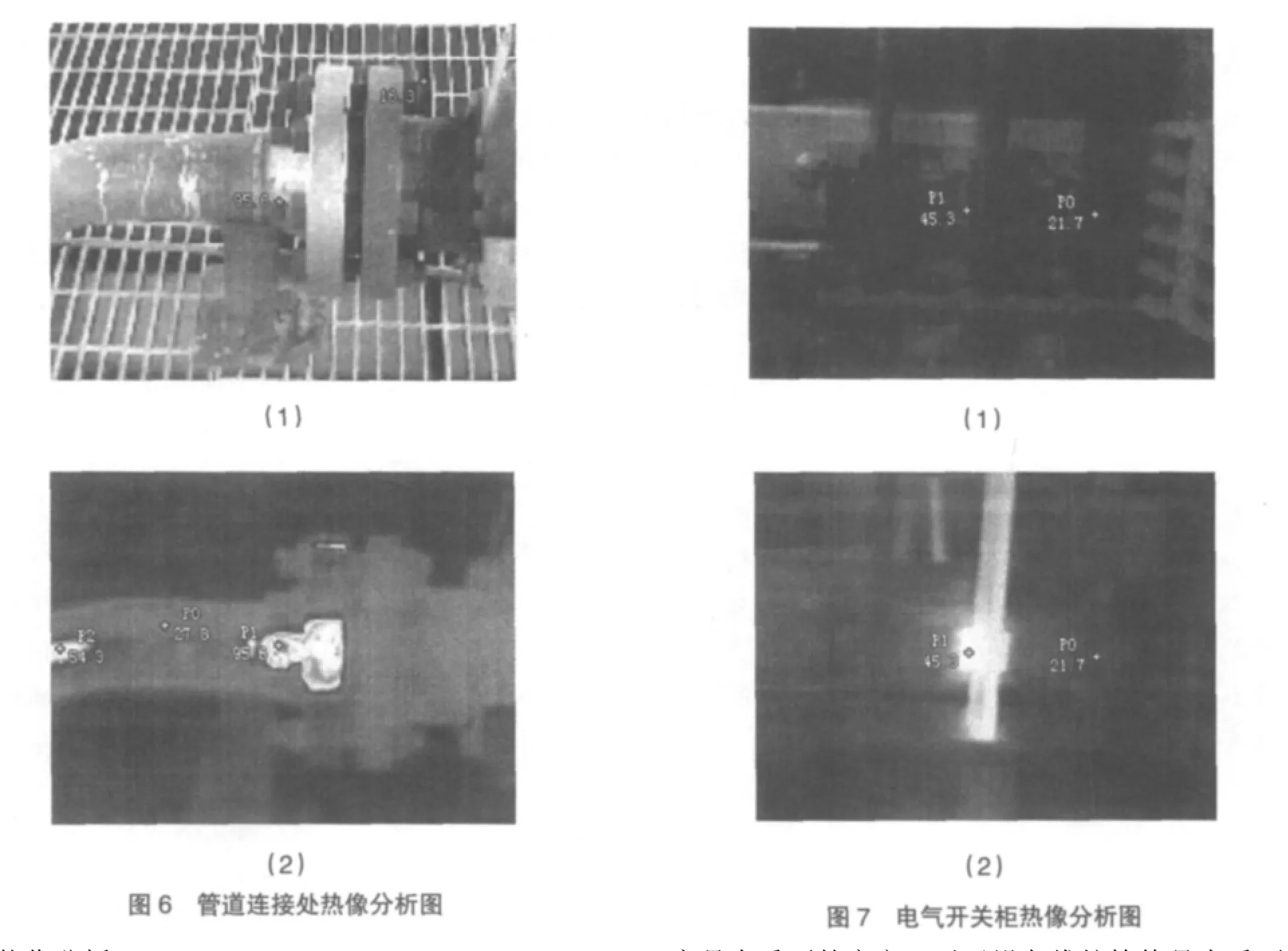
下面介绍一电气开关柜的检测分析实例,图7为电气开关柜热像分析图。
电气开关柜的测量的环境温度为22℃,热象仪型号Ti 25,在环境条件无阳光直射,风速小的情况下,发射率为0.95,P0部位为正常温度部位,温度值21.7℃,P1部位为异常处,温度超过正常范围,达45.3℃。造成温度超常的部位为中间相触点,与其他两相相比,最高温差近23℃。经过分析,造成温度差异的原因可能是中间相触点接触不良或是螺栓过紧,如果是三相不平衡或过载,中间相会整体发热异常。而现在是从触点处有逐步温度传导过程,应该是触点接触问题。可对该部位上紧螺栓或松动螺栓,如仍无法解决问题,可停机进行维护。
通过以上各实例分析,可以看出利用红外热成像技术通过物体表面辐射和物体内部热耗散,可以较精确地测取三维物体的表面温度分布,进而结合数值分析获得内部温度的三位分布。针对不同的情况和设备具体分析,可较直观地得出故障的发生点和产生故障可能存在的原因。这对于热应力、热疲劳、材料热特性、摩擦热、压铸加工瞬态热变化等研究具有重要的意义。对于设备维护检修具有重要作用。因此,红外热成像技术在化工设备的维护中具有广泛的应用前景。
2.2 通过红外热扫描对被测物体进行检测
红外无损检测分为被动式(如热成像方法)和主动式(如热扫描方法)。其中被动式无论在国外还是国内均已广泛应用,但是作为热扫描的主动方式,国外虽已广泛应用,国内的应用却还不普及。被动式是利用被测物体或者材料自身的热辐射来进行热成像,如以上的各个实例,均是设备本身发热,均属于被动式。而主动式则是人为地对被测物体或材料注入恒定热量利用热像仪进行热扫描检测。
利用红外热扫描方式对玻璃钢板材的内部缺陷(因内部脱胶造成的空气夹层)、对碳基复合材料内部缺陷及轴承滚子表面裂纹和轴表面缺陷内部缺陷的检测。
对表面裂纹的检测,是通过两个方面在热像图中区别出缺陷。一是有缺陷处的红外辐射发射率与无缺陷处不同;二是有缺陷和无缺陷处的表面散热不同,导致温度不一致。这两个因素使红外热辐射的分布不连续,从而在热像图中分析出缺陷。
对于工件内部缺陷检测是通过给被测工件注入恒定热量时,由于有缺陷处传热受阻,导热在某一时刻有缺陷的部位温度会低于无缺陷处,从而在热扫描过程中随着注入热像图的逐渐变化,在某一最佳时刻发现缺陷所在部位。
因此,利用主动式热扫描方式的试验方法和检出缺陷的原理对设备部件的缺陷检测有着深刻的意义和应用前景。
2.3 红外辐射应力分析技术(SPATE)在化工设备中的应用
1853年Lord Kelvin发现物体在受力过程中应力发生变化时,将伴随物体表面温度的变化,即伴随红外发射行径的存在和变化。而这种红外发射信息的存在及变化是与该材料内部的缺陷、裂纹和扩展发生的应力分布密切相关的。即使材料的受力程度处于其屈服极限以下,材料表面温度也与其所受应力大小有关系。
一般来说材料在屈服前,裂纹周围处于应力集中危险部位,在屈服后由于塑性变形的发展,裂纹附近的应力得以释放。因此在屈服前,红外冷发射信息明显地集中在缺陷周围;屈服后,由于塑性变形的发展,会使红外热发射剧增。根据红外冷发射和红外热发射信息的突变可测量裂纹的扩展规律和位置。而且即便在材料屈服前,也可以根据红外冷发射信息实现对材料的应力分析和缺陷检测。这种远低于弹性极限下利用红外热像技术来测量应力集中而判定缺陷和危险位置的方法较声发射技术更能超前预示缺陷的存在,而且更加直观。
但SPATE技术要求热成像系统有很高的温度分辨率和空间分辨率。随着光电技术和信号处理技术的发展,能满足这一要求的热像仪也随之诞生。如英国的SPATE-8000热像仪的温度分辨率大于0.01℃,空间分辨率达1 mm,可以测出钢中1 N/(mm)2的应力变化[8]。
SPATE技术被国际公认为一种很有价值的检测和研究工具。很多文献都对SPATE技术进行过介绍。例如高温断裂力学,用红外热成像技术可有效地检测带裂纹试件上的高温应力强度因子,从而对裂纹扩展估计、选择构件安全温度场、计算最大允许疲劳寿命等具有十分重要的意义。
3 热成像无损检测技术的研究方向
综上所述,红外热成像技术有很多其他无损检测方法不具备的优点,但是在检测过程中如何解决自然环境、大气传输和目标辐射率对红外热成像仪测温精度的干扰,提高系统的温度分辨率和空间分辨率等方面仍要进一步进行研究。
当利用红外热像仪进行辐射应力分析和缺陷检测时,由于在材料屈服前,热弹性红外冷发射信息明显集中在缺陷周围,能够直观地显现出危险部位。但目前这方面的工作还基于实验室阶段,如何克服现场应用的干扰,也是SPATE技术在现场应用的关键点之一。
随着计算机技术和计算机数字图像处理技术的日益发展,其在红外无损检测中的应用也将成为今后国际上新技术开发应用的主要领域。
(略)
TG115.25
李丹嵩 女 1983年生 工程师 上海交通大学工程硕士在读
2010年2月
