异形花键轴加工方法的分析与探讨
2010-09-29漆益龙
漆益龙
(株洲齿轮有限责任公司,湖南 株洲 412000)
1 找出难点
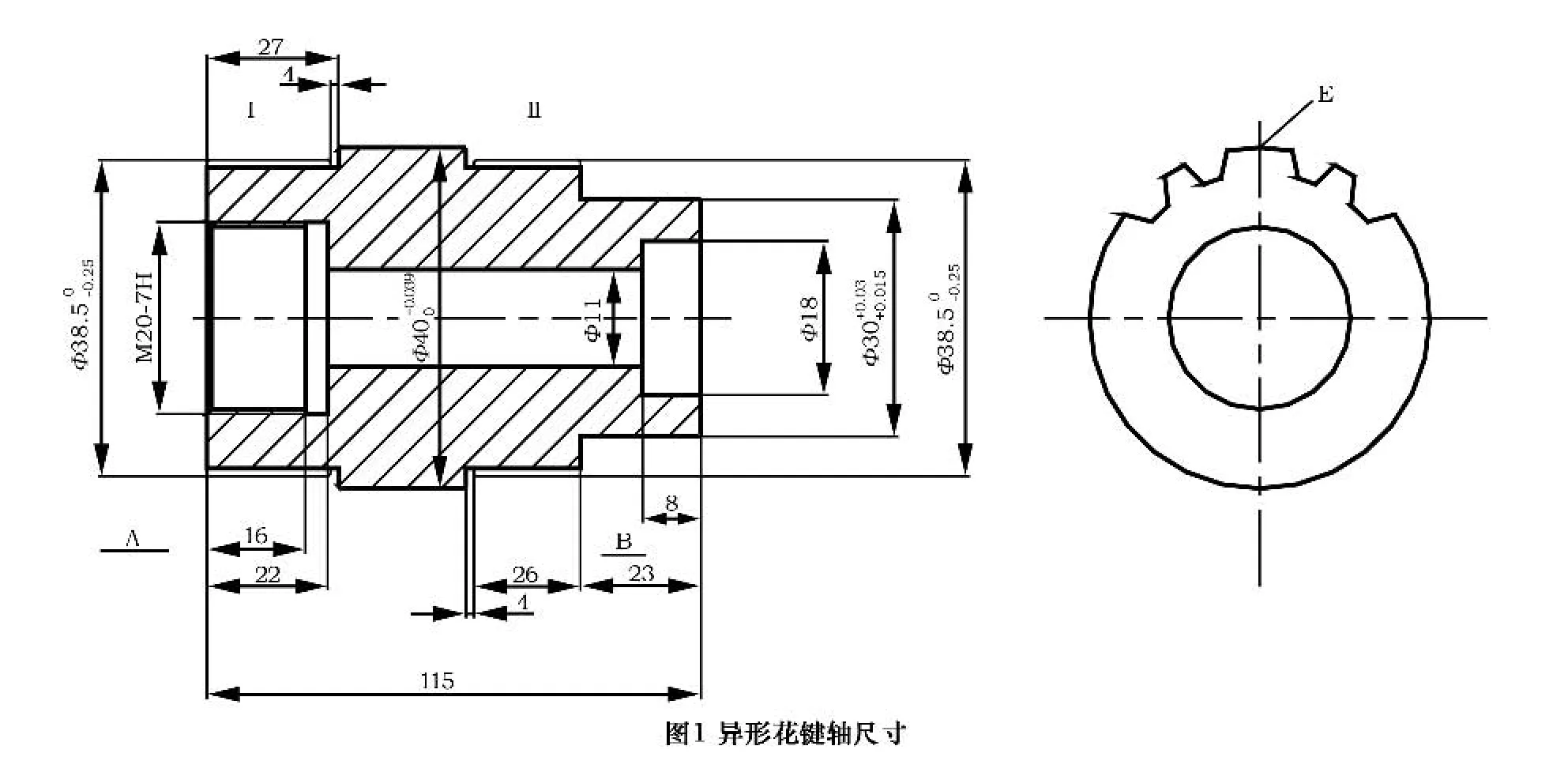
佛山星光工模具厂委托株洲齿轮有限公司加工一异形花键轴,其结构如图1所示,外花键参数如表1。技术要求:①E处1个齿廓不切削;②调质处理240~280 HB;③Ⅰ、Ⅱ处厚齿对称度为±0.1 mm。

表1 异形花键轴参数
此花键轴加工有两处难点:
(1)是E处有1个齿廓不切削,即图纸是齿数Z=21,实际上只有20个齿,其中一个齿的弧齿厚是其余齿的三倍。
(2)Ⅰ齿与Ⅱ齿同是异形花键齿,且花键参数相同,而且要求Ⅰ、Ⅱ处的厚齿要对齐,对称度是±0.1 mm。然而中间隔着φ40 mm圆柱的台阶。
难点找出来了,下面该如何一一解决呢?
2 制定方案
2.1 确定加工工艺路线
综上所述,A,B两端面及φ40 mm,φ30 mm两外圆都要以轴的两端60°锥角定位来磨,因此,工艺流程制定如下:
粗车→调质→精车→磨外圆→磨端面→插花键Ⅰ→插花键Ⅱ
2.2 插齿刀设计
2.2.1 设计原理与思路
因为要插出一个厚齿,即如图1的E处1个齿不切削,则对应的插齿刀就应挖去一个齿。根据插齿的工作原理可知:插齿刀每转一个齿,工件就相应地转一个齿。工件齿数是21,又要考虑厚齿的存在,即工件在旋转一周的过程中,正常刀齿切削工件上的正常齿,而当工件转到厚齿处,这要求插齿刀正好在这个时侯是个缺口对准它。因为它缺齿,故没有在工件上切削,使得工件上有一条键是厚齿。明白了这个机理,插齿刀的设计思路就显而易见了,插齿刀的齿数Z刀必须是工件齿数Z工的整数倍。即Z刀=NZ工,其中,N为 正 整数。由此可知插齿刀的齿数可以是21,也可以是42、63……即21的倍数。但最佳方案是多少个齿呢?这时需要从产品的结构和插齿刀主轴方面去分析了。
插齿刀的大致外径可按下列公式进行验算。
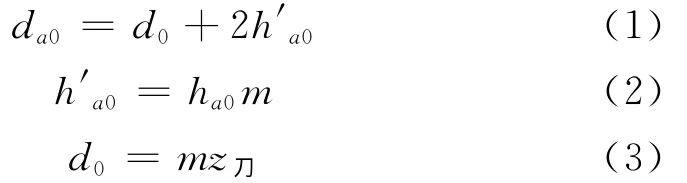
由式(1)、(2)、(3)可得

式中:m为模数;z刀为刀具齿数;ha0为齿顶高系数与齿根高系数之和,即1.25。
式(4)只是计算出插齿刀的大致外径,用于分析插齿刀、工件及机床三者之间的关系的,但是它与最终的插齿刀外径尺寸相差不大。表2为插齿刀齿数与插齿刀大致外径的对应关系。
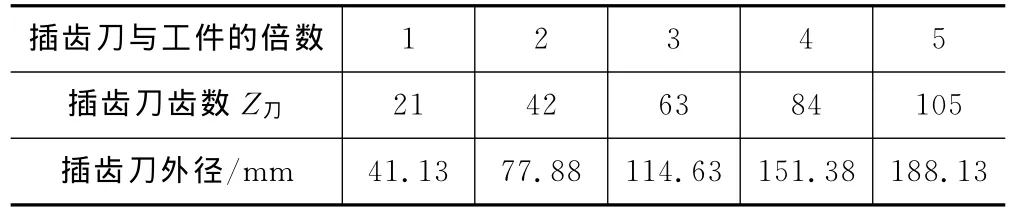
表2 插齿刀齿数与插齿刀外径的关系
2.2.2 插齿刀齿数与加工工件的关系
因为花键轴有φ30mm×23mm的台阶,加工Ⅰ齿还可以,但加工Ⅱ齿时问题出来了。下面详细地分析插齿刀的齿数与所插产品的关系。
(1)如果用齿数为21的插齿刀,则它的外径只有φ41.13mm,远小于主轴外径φ85mm,显然这是不可能实现插齿的。
(2)如果用齿数为42的插齿刀,它的外径达到了φ77.88mm,还是比主轴外径要小,但差距不大,是否可用在刀具上加垫子的方法来实现呢?
主轴外径比刀具外径大7mm,单边大3.5mm,而加工Ⅱ齿时,因为花键的小径是34.13mm,而它与φ30mm的单边距离是2.06mm,因2.06mm<3.5mm,说明插齿刀还没有插到全齿深,主轴外径就已经和产品φ30mm相碰了。因此加不加垫子,插齿刀的主轴都会与φ30mm的外台阶相碰,因此也不能用齿数为42的插齿刀。如图2。

(3)因此最佳方案是取N=3,即插齿刀的刀齿数是63,这样它的外径将达到φ114.63mm,大于φ85mm,则不必担心插齿刀主轴会碰φ30mm的外圆了。当然没有必要选4倍或4倍以上,一是制造麻烦,二是浪费材料。
插齿刀定好齿数是63后,先按正常加工手段制成齿数为63的刀具,再均匀分布地去掉三个齿。如图3所示。插齿刀与对应工件的摸拟加工关系也在图3中一并表示出来。即当插齿刀的缺口部位正好加工出花键轴的厚齿。


2.3 插齿夹具的设计

3 机床调试
此异形花键轴加工的最大难点是花键Ⅰ和Ⅱ,要厚齿与厚齿对齐,即齿与齿之间的对称度的问题。经过仔细分析,最好的做法是做一根样品轴,此轴上的花键齿从上到下一插到底,即两端连通,如图5。因为花键是一刀插出来的,前后花键的键侧对称度取决于其齿向精度,经检查齿向为0.014mm。花键按工件的尺寸定好,则插齿时用它作对刀用。
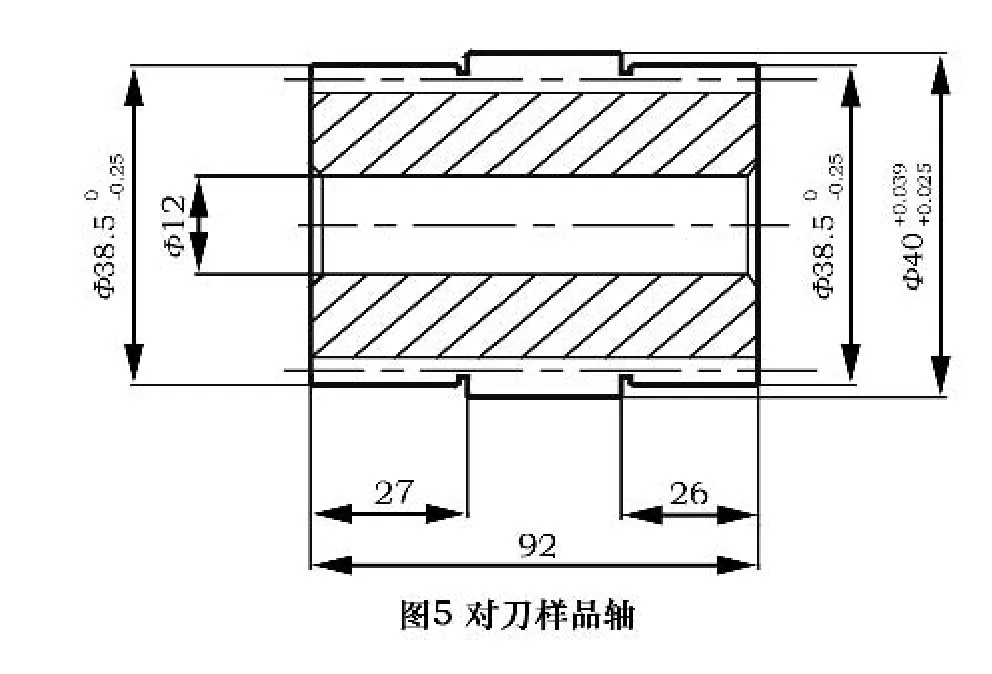
具体做法如下:插完Ⅰ齿后,将对刀件放入夹具内,通过对刀销孔将对刀销对准厚齿右边的齿槽(注:以后每次对刀,都要对准这个位置,否则会乱齿),对好刀后将对刀样件压紧,启动机床,使刀具和工件按一定的传动链转动,当转到插齿刀的缺口正朝外时停机,这时,需将对刀件与刀具的传动链脱开,刀具不动,单转工作台,使对刀件的厚齿慢慢地靠近刀具的缺口处,直至二者完全吻合,说明对刀已对好,这时可以接上传动链了。取下对刀件,将工件装上去。通过对刀孔将对刀销也对准工件厚齿的右边齿槽,压紧工件,启动机床,则插齿刀插出的Ⅱ齿也有厚齿,且厚齿对厚齿。
第一个工件插完后去检验其对称度,有0.18mm,说明对刀时还有些移位。这时可根据偏移量和偏移方向,再次重复上序操作:脱开传动链使刀具不动,不同的是不必再用对刀件去靠插齿刀了,可以用百分表控制其搬回的多少,用此法使工作台搬回了0.2mm,再接上传动链,装第二个工件一试,结果对称度达到了0.1mm,符合图纸要求。以后检验了多个工件,基本上都稳定在0.1 mm之内。
4 结语
本文介绍的异形花键轴的加工方法,可能会对其它类似的有别于常规的异形齿轮的加工有借鉴价值。
[1]齿轮手册编委会.齿轮手册.机械工业出版社,1992(3).
[2]国家机械工业委员会统编.齿轮工工艺学,1993.
[3]范忠仁,陈世忠编.刀具工程师手册[M].哈尔滨:黑龙江科学技术出版社,1985.
