棒材全连轧工艺优化
2010-09-26曹中军潘振华宋德兰
曹中军,潘振华,宋德兰
(济钢集团有限公司,山东 济南250101)
棒材全连轧工艺优化
曹中军,潘振华,宋德兰
(济钢集团有限公司,山东 济南250101)
通过对粗轧孔型的侧壁、槽底以及宽度的修改,解决了粗轧轧件出耳子、扭转和压下量过大等问题;通过对导卫结构形式和安装方式的改造解决了导卫系统安装调整复杂的问题;通过对活套器增加红外探测孔,修改控制程序,解决了活套器单线起套过高和中途起落套的问题。优化改进后,济钢一小型厂棒材全连轧生产线月产量由4.3万t提高到10万t以上。
棒材;全连轧;工艺优化;孔型;导卫;活套器
1 前言
济钢一小型厂进行了全连轧改造,由原来的半连轧改为18架全连轧,粗轧、中轧和精轧各6架,粗轧采用平立交替布置,中、精机组采用平辊扭转轧制;加热炉改为蓄热步进式,有效尺寸11.1 m×21.9 m;1#、2#、3#飞剪为启停式;冷床改为120 m×12.5 m步进齿条式。使用原料为150 mm×150 mm×(9 600~10 400)mm连铸坯,年设计能力为80万t,2009年年产量为120万t,目前月产10万t以上,最高成品轧机出口速度17.5 m/s。工艺流程为:坯料→蓄热步进梁式加热炉→6架粗连轧→1#切头剪→6架中连轧→2#切头剪→6架精连轧→倍尺剪切→冷床冷却→定尺剪切→检验→打捆包装→成品入库。
主要产品为Φ12~Φ40 mm螺纹钢,其中Φ14、Φ16、Φ18、Φ20 mm规格采用两切分轧制,Φ12 mm规格采用三切分轧制。粗轧采用箱—方—箱—方—椭—圆孔型系统,中、精轧采用椭—圆孔型系统。中轧、精轧之间有30 m距离,是为超级钢轧制准备穿水冷却预留的空间。粗轧系统微张力轧制,中轧、精轧之间和精轧轧机之间设有立式活套器采用无张力轧制。
2 粗轧机组孔型系统的优化
2.1 粗轧孔型系统存在的问题
轧件轧制后两边凸起严重时,会出现耳子,导致出口导卫处挂丝,在下道次轧制中出现辊环切轧件引起的拉丝。轧件挂丝会在中、精机组造成导卫堵塞,出现不进、窜出等生产事故。轧件在行进中不稳定,会发生扭转、翘头等一系列的轧制事故。轧制力超出了电机、轧机能力,导致粗轧设备频繁发生事故。由于粗轧轧件体积大、冲量大,跑钢之后对轧机、导卫桩都有可能产生严重的破坏,因此粗轧跑钢后,需要紧急停车,以避免重大事故的发生。紧急停车会造成整个粗轧机组夹钢,至少要1~2 h的处理时间,严重影响生产节奏。
2.2 原因分析及改进措施
通过分析统计的大量现场数据,排除了电气、机械干扰;通过分批次试验,排除了轧件出炉温度、轧机速度等影响;并对导卫件进行改进,消除了导卫方面的影响;分析认为,主要原因是粗轧孔型结构尺寸不合理。原粗轧孔型为双斜度箱形孔,槽底无凸度,槽底宽度小于坯料宽度,孔型面积小,压下量大(见图1a)。接近槽底的侧壁宽度为140 mm,小于轧制坯料宽度(150 mm)。同时,双斜度箱形孔本身靠近辊缝两侧壁成一定的外张角度,这样在轧辊压力和接近槽底两夹持侧壁的作用下,以侧壁直线的交点B为分界点,咬入时轧件金属流动受到夹持侧壁AB作用,夹持挤压沿着扩张侧壁BC向辊缝处流动,造成了轧件两边凸起。又由于AB段孔型尺寸小于坯料本身尺寸,使得金属向箱形孔4角流动时受到侧壁的强烈摩擦阻力,中间不会受到摩擦力作用更易流动,导致了上下面的中间凸起[1]。为此,对粗轧孔型的压下量和孔型重新进行了设计,在扩大孔型尺寸、增加宽展和减少压下量的基础上,又增加了凹度2 mm。改进后的孔型见图1b。

图1 改进前后粗轧孔型结构
改进后,粗轧孔型增加了轧槽的槽底凸度,将双斜度箱形孔型改为单斜度,金属变形由限制宽展变成限制宽展和强迫宽展相结合,增加了金属的流动性,不会在上下面形成凸度。减少压下量和扩大宽展避免两边凸度的产生。增加轧槽凸度后,使得轧件凹度加深,轧制更加稳定,同时具备了一定自动找正功能,保证了轧件和导卫的配合。避免了因槽底中部磨损造成轧件上下凸起,减少了轧件扭转的发生因素。对粗轧机组改进后,粗轧机组的扭转、翘头顶导卫等事故减少,拉丝现象完全消除,同时也缓解了粗轧电机、减速机、轧机的功率压力,降低了粗轧故障时间,解决了制约生产的瓶颈问题。
3 粗轧导卫件改进
原粗轧导卫结构复杂,体积庞大,给安装调整带来了很大的困难;由于采用螺丝固定的方式,安装调整时需要拆卸多个螺丝,粗轧作业环境又比较恶劣,经常出现螺丝锈死,每次处理轧制事故,换辊、换槽都需要很长时间,影响了正常生产。采用导卫盒子加导卫模式,安装时需要楔铁、销钉、螺丝等的咬合配合才能紧固,调整不便。
针对这种情况,对粗轧导卫进行了改进,改进后的导卫结构见图2。参考中轧、精轧进口导卫的方式,决定采用整体式敞口导板代替笨重复杂的活导板。重新设计了导卫横梁,由导卫桩固定式改为安装在轧机机架上的随动式横梁。平辊导卫全部改为安装在轧机机架上的横梁式导卫,导板用扒板固定在横梁之上,出口卫板改为横梁中间加楔铁固定方式,简化了导卫结构,更换调整方便快捷。导卫更换时间由原来的30 min降低到了5~10 min,提高了生产效率,降低了操作人员的劳动强度,减少了固定桩式导卫结构复杂造成的事故。
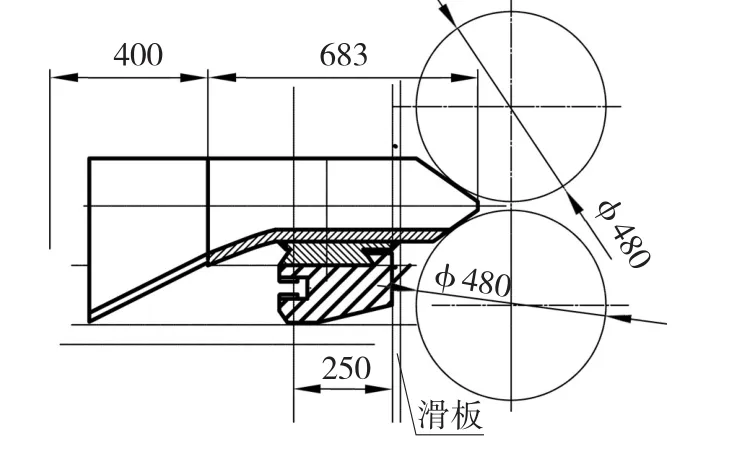
图2 改进后的粗轧导卫结构
4 活套器的改进
4.1 两线套高不稳定的问题
连轧改造后,K2、K3之间使用立式活套器,切分轧制时,在切分孔型后设置活套器,套高极不稳定,在咬入和中间过程中时常出现套高超高。两线套高也不一致,经常出现一线套高突然高起而导致跑钢。因为活套器的影响,小规格切分产品迟迟不能达产。分析认为,问题在于活套器检测光头,检测光头只能检测到南线的套高,并以此作为控制活套套高的依据。当北线尺寸大于南线时,就会导致单线过高而堆钢。针对这种情况,对活套器切分跑槽进行了重新设计,在分钢挡板中间加工了红外辐射孔,使检测光头可以同时监测到两线辐射信号,控制程序由单线连续输入信号改为双线同步输入比较过滤信号,动态保留套高高度的一线信号作为控制依据,从而解决了切分单线过高堆钢的问题。
4.2 起、落套不稳定及中途落套问题
由于中轧机组与精轧机组有30 m左右的距离,导致连轧均衡性难以控制,影响了后面的成品尺寸,还时常发生堆钢事故。为了解决这个问题,决定在中、精轧机组之间增加活套器。结合使用活套器经验,对于这架活套器的整体长度、压轮位置、套高设定相对合理,使用效果良好。但是使用一段时间后出现了活套器不起或者中途起套落套等问题。
此活套器采用12#、13#电机电流量的大小作为起套落套的控制条件,12#、13#电机电流大于额定电流的30%,同时检测光头由过钢信号作为活套器的起套条件。13#电流小于额定电流的30%作为1支轧件完成轧制的判定条件。从此可以看出,当13#轧机压下量过小,或12#、13#轧机间秒流量不匹配时,就会导致13#电机电流过小,当小于设定值时,就会导致起套判定条件不具备,造成不起套或中途落套。
由于工艺条件的限制,13#轧机的压下量不可能人为增大。综合考虑,决定改变活套器控制的判定条件,信号的采集由活套器前后机架改为超前一架次和拖后一架次。并对这两架次的压下量和电流的对应关系进行了现场数据统计分析,设定了符合现场实际起套的电流设定值,解决了活套器不起套或中途落套的问题。
5 优化改进效果
通过对粗轧孔型的侧壁、槽底以及宽度的修改,解决了粗轧轧件出耳子、扭转和压下量过大等问题;通过对导卫结构形式和安装方式的改造,解决了导卫系统安装调整复杂的问题;通过对活套器增加红外探测孔,修改控制程序,解决了活套器单线起套过高和中途起落套等问题。经过这一系列改造优化,济钢一小型连轧生产线的月产量由4.3万t提高到10万t以上,取得了较好的经济效益。
[1] 小型型钢连轧生产工艺与设备编写组.小型型钢连轧生产工艺与设备[M].北京:冶金工业出版社,1999:288-298.
Process Optimization of Full Continuous Rolling of Bars
CAO Zhong-jun,PAN Zhen-hua,SONG De-lan
(Jinan Iron and Steel Group Corporation,Jinan 250101,China)
The problems of rough rolling stock such as rolling edge,torsion and bigger reduction were resolved by amending the sidewall,bottom and width of the roughing pass.The complicated matter of guide system’s installation and adjustment was untied by means of change for guide structure form and installation wise.The problems of loop’s monocable higher uprising and midway up or down were settled by adding infrared plumb hole and modifying control program.After a series of optimization and improvement,the mensal output of the bar full continuous rolling line in Jinan Steel’s No.1 Small-scale Mill was increased to100 thousand tons above from 43 thousand tons.
bar;full continuous rolling;process optimization;pass;guide;loop
TG335.13
B
1004-4620(2010)03-0031-02
2010-03-04
曹中军,男,1969年生,1992年毕业于上海海运学院机械专业。现为山东鲍德翼板有限公司设备部部长,工程师,从事轧钢机械设备管理及技术开发工作。
