热推制弯头壁厚不减薄理论
2010-09-26宋树康
宋树康
(中国第二重型机械集团公司重型压力容器与核电技术研究所,四川618013)
对焊无缝管件弯头,俗称标准弯头,广泛应用于石油、化工、电力、冶金、锅炉等行业的管路配管,具有用量大、规格多、种类广等特点。目前弯头成型工艺包括专用成型机上挤压成型、中频感应加热推制成型和模具压成型三种。中频感应加热推制成型工艺具有生产效率高,产品质量好等优点,在工业生产中得到广泛应用。由于传统成型工艺制造的弯头具有外腹减薄、内腹增厚的特点,使得整个系统的耐压能力降低。随着现代工业对产品质量要求的提高,希望提供的弯头壁厚均匀、没有椭圆度,而采用传统工艺还无法做到。
本文根据金属材料扩张和流动规律,通过理论计算和中频感应加热推制工艺实现了弯头外弧轴线不产生塑性变形,即弯曲中性层平移到外弧,达到弯头弯曲后外腹、内腹壁厚均匀,弯头弯制过程中壁厚不减薄的目的。
1 热推制弯头壁厚不减薄的理论计算
1.1 弯头常规弯曲时的受力分析
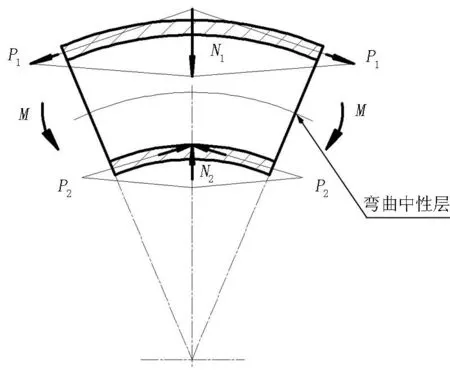
图1 常规弯曲应力分析Figure 1 Conventional analysis for bending stress
1.2 弯头壁厚不减薄理论的理论计算
弯头弯制过程中要实现壁厚不减薄,必须平移弯制过程中的中性层,使外弧在弯曲时仅做纯弯曲,弯曲后弯头外弧弧长与坯料长度相等,即:
L=Lp
(1)
式中,L为弯头外弧弧长,Lp为管坯长度。
根据管坯和弯头体积不变原理,得出如下关系式:
V=Vp
(2)
式中,V为弯头体积,Vp为管坯体积。
弯头可以看作圆环体,其体积表示为:
V=2×π×π×R×(DW×δ-δ×δ)×(θ/2π)
=π×R×(DW×δ-δ×δ)×θ
(3)
式中,R为弯头弯曲半径,DW为弯头外径,dW为弯头内径,δ为弯头壁厚,θ为弯头弧度。
管坯为圆柱体,其体积为:
(4)
式中,Dp为坯管外径,dp为坯管内径。
根据(2)、(3)、(4)得:
1.实训场所建设。由江西省粮油质量监督检验中心出资采购一批精密仪器设备,主要包括高效液相色谱仪、气相色谱仪、原子吸收分光光度计、原子荧光分光光度计、近红外谷物成分测定仪、形态分析仪、超纯水系统等。双方签定相关设备借用协议,经友好协商就权利划分、管理方法等多方面建立合作关系达成协议;江西工贸职院提供设备场地,保证设备摆放规范,方便保管和操作使用,同时本着专人管理专人负责的原则,规范使用,定期维护[1]。
(5)
根据(5)得管坯长度:
(6)
根据弧长计算公式
Lp=(R+DW/2)×θ
(7)
根据式(5)和式(7)得:
(Dp2-dp2)×(R+DW/2)×θ=(DW2-dW2)×R×θ
[Dp2-(Dp-2δ)2]×(R+DW/2)×θ=[DW2-(DW-2δ)2]×R×θ
(Dp-δ)×(2R+DW)=2(DW-δ)×R
所以管坯直径为:
(8)
根据式(6)和式(8)可以计算管坯的长度和直径。
2 理论计算结果的实施及讨论
2.1 理论计算结果的实施方法
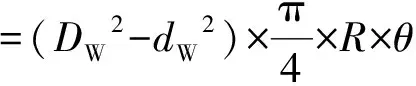
根据理论计算和中频感应加热推制弯头的特点,设计专用成型芯模,在中频推弯机上成型。芯模固定在推制机上不动,推板推动工件边感应加热边匀速往前移动。由于芯模出口端大,呈羊角形,受推力P及芯模阻力f和扩张力g的作用,使管坯产生径向扩张和轴向压缩弯曲变形,见图2。
图2 弯头推制原理图Figure 2 Schematic diagram for hot pushing elbow

图3 管坯正方形网络图Figure 3 Square network for tube blank
为了清楚地掌握变形规律,在管坯上划上等分的正方形网络线。成型后网络线的变化并非像一般的弯曲原理——中性层不变,外层增长,内层缩短;而是外层不变,仍保持原正方形网线,内层轴向缩短,径向增长的长方形,而且缩短和增长的比例很大,也就是说中性层平移到了外弧,中性层平移是本工艺的关键,见图3和图4。
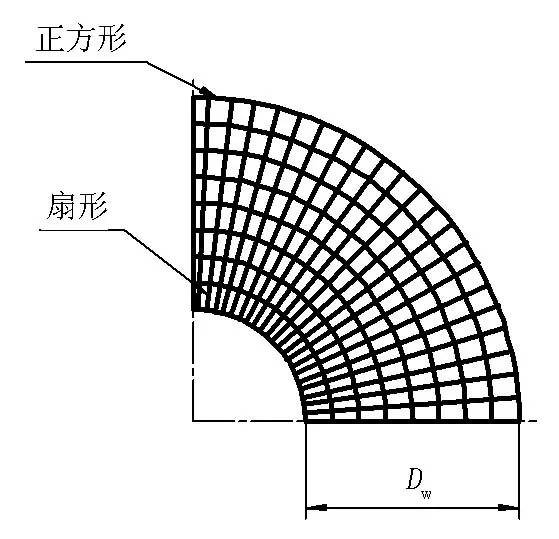
图4 网络线变化情况Figure 4 Change of square network
2.2 讨论
通过以上理论计算和中频感应加热推弯工艺的实施,完全能够实现弯头弯制过程中壁厚不减薄,但弯头在弯制过程中的受力比较复杂。从图2弯头推制原理图可以看出,弯头在弯制过程中要同时承受正应力和剪应力,瞬间的延伸率为DW/DP,变形量较大。
根据弯头弯制过程中受力复杂和变形量较大的特点,在工艺实施过程中要采用高温塑性较好的材料如奥氏体不锈钢、碳钢,严格控制中频加热温度,在塑性较大的温区实施变形。此外,由于剪切变形较大,对管坯的冶金质量要严格控制,避免大颗粒夹杂物在剪切过程中成为撕裂源。
3 结论
(1)通过理论计算,验证了弯头弯制过程能够实现弯头外弧壁厚不减薄理论。
(2)通过理论计算和中频感应加热推制工艺实现了弯头外弧轴线不产生塑性变形,即弯曲中性层平移到外弧的目的,弯头弯曲后外腹、内腹壁厚均匀,弯制过程中壁厚不减薄。
