Cr12MoV钢密封环毛坯的试制
2010-09-26龙正建刘明松邓凌宇
龙正建 刘明松 邓凌宇 李 波
(东方汽轮机有限公司制造技术处,四川618000)
密封环所用材料Cr12MoV属于冷作模具钢,其化学成分为(质量分数,%):C1.45~1.70,Si≤0.40,Mn≤0.40,Cr11.0~12.5,Mo0.40~0.60,V0.15~0.30,P≤0.030,S≤0.030。钢中Mo、Cr、C等合金元素含量较高,它们对加热和锻造的影响我们还不清楚,所以必须对这种材料进行试验,探索此材料的锻造加热规范、锻造工艺性能及锻造工艺参数。
1 加热温度和锻造温度的确定
选取∅100 mm钢棒作为锻造温度的试验对象,试样尺寸如图1所示。原材料金相组织为索氏体+铁素体,晶粒度为6级。始锻温度选取1 050℃、1 100℃、1 150℃三个初始温度值,终锻温度≥880℃。每个始锻温度制作两件试样。锻造后锻件的金相组织和晶粒度见表1。
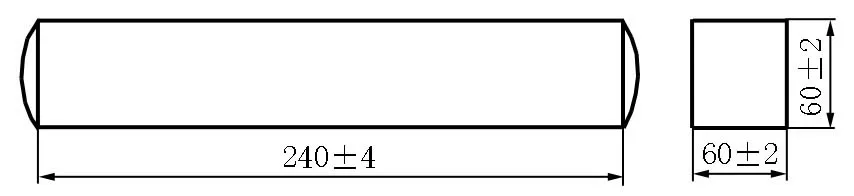
图1 试样尺寸图Figure 1 Sample size
从表1可知:三个始锻温度对金相组织的改变没有影响,锻造温度对锻件的晶粒度也没有影响,但是在实际锻造过程中温度在1 100℃和1 150℃时金属变形较容易。满足锻件毛坯的要求。
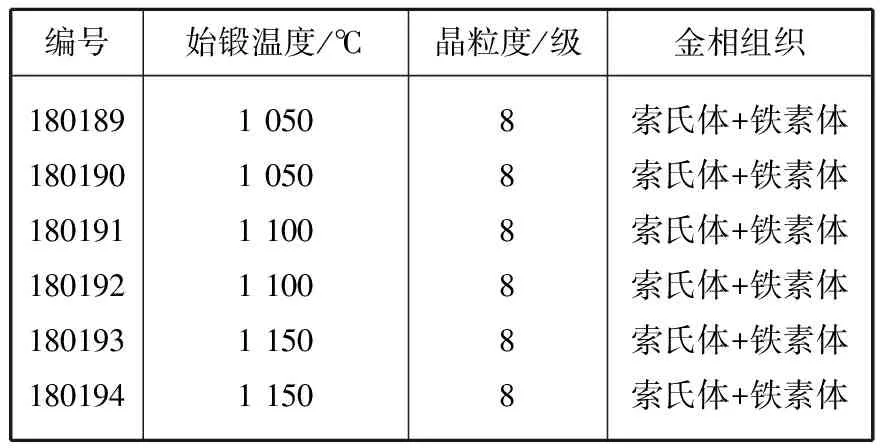
表1 锻造后锻件的金相组织和晶粒度Table 1 Microstructure and grain size of forging after forging
2 密封环零件毛坯的试制
密封环锻件的工序流程为锻造→热处理→粗车。
密封环为典型的环形零件,锻造尺寸见图2。

图2 密封环零件锻造尺寸Figure 2 Forging dimension for seal ring
根据锻造工艺试验件的结果,考虑实际的需要,选取锻造温度参数为1 100~880℃和1 150~880℃两个温度对零件毛坯进行试验。各选取2件加热后锻造,当温度低于880℃时,回炉加热。
锻件原材料为∅200 mm钢棒,为了保证充分加热钢棒性能,我们制定了分段加热的形式,其加热曲线见图3。
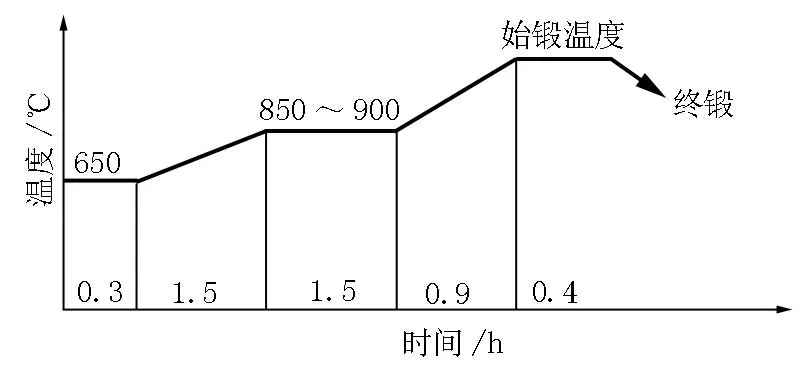
图3 ∅200 mm钢棒加热曲线Figure 3 Heating curve for ∅200 mm steel bar
锻造的实际工步为:镦粗→冲孔→扩孔→平整,需要2火次。锻造结果见表2。
通过实际锻造试验对比,1 150~880℃这个锻造温度区间最为合适,锻件表面质量很好,生产效率也较高。

表2 不同锻造温度区间零件毛坯锻造质量对照表Table 2 Comparison of blank forging quality with different forging temperature range
3 结论
通过锻造工艺试验和产品毛坯试制,确定Cr12MoV的锻造温度为1 150~880℃,2火次锻造,均匀变形,锻后灰冷。锻造毛坯质量较好,符合要求。