乳状液膜法处理低浓度含酚水溶液的研究
2010-09-18石国亮池永庆张静李增波
石国亮,池永庆,张静,李增波
(太原科技大学化学工程系山西太原030021)
乳状液膜法处理低浓度含酚水溶液的研究
石国亮,池永庆,张静,李增波
(太原科技大学化学工程系山西太原030021)
采用Span 80、石蜡、NaOH所组成的液膜体系,通过研究其溶胀率和对最终酚提取率的影响,获得最佳制乳操作参数。讨论了NaOH含量、水乳比对提取率的影响并得出较优条件。
含酚废水;乳化液膜;提取率
本文以Span-80为表面活性剂、液体石蜡为膜助剂、煤油为稀释剂和NaOH为内水相的液膜体系对低浓度苯酚水溶液进行处理,在获得最优制乳条件的基础上并讨论了操作参数对提取率的影响规律,从而为工业处理含酚废水处理提供基础数据和技术支持。
1 实验部分
1.1 试剂及仪器设备
表面活性剂失水山梨醇单油酸酯(Span-80):市售化学纯;液体石蜡:市售化学纯;民用煤油:市售;氢氧化钠:分析纯;酚:分析纯。
721分光光度计:上海第三分析仪器厂;酸碱滴定分析仪:自制;JJ-1型精密电动搅拌器:苏州威尔实验用品有限公司。
1.2 实验步骤
1.2.1 标准工作曲线绘制
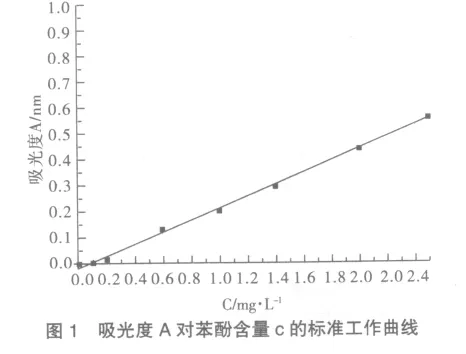
本实验采用显色-分光光度法测定水相中苯酚含量,用物料衡算法求得有机相中的苯酚浓度。测定不同浓度的苯酚标准溶液的吸光度,如图1所示,将所得数据线性回归后得到方程:A=-0.01615+0.22707c
1.2.2 制乳
首先分别取一定量煤油、Span-80与液体石蜡按一定比例置于制乳器中并于低速搅拌下使其混合均匀,然后将NaOH水溶液缓慢倒入制乳器中,迅速调高转速并于一定恒速下搅拌10min制成W/O型乳状液。
1.2.3 萃取
取一定体积已制好的乳状液,将其分散到一定体积、浓度为10mg/L的已配置好的苯酚水溶液中,在400rpm的转速下搅拌10min,然后静置分层,取下层外水相水溶液进行测定。
1.2.4 分析
吸取一定量外水相溶液,采用4-氨基安替比林分光光度比色法测定[1]水相中苯酚的含量,平衡有机相苯酚的含量由物料衡算求得。
2 结果与讨论
2.1 制乳条件的确定
采用四因素三水平正交实验对Span-80用量、石蜡用量、制乳转速及油内相比进行考察,结果见表1。
先考察各因素对提取率的影响:由表1可知,B3D1A3C2为该实验条件下影响提取率的主次因素与最好制乳参数。其次,考察各因素对溶胀率的影响。乳液溶胀是外水相透过膜相进入内相而引起的,它不但会稀释内相被浓缩的物质,还会增加传质的阻力和膜的破裂,因此它对于液膜分离技术是不利的。由表1可知,C3B1D1A3为控制乳液溶胀的主次因素与最佳实验条件。另由于制乳转速为溶胀率的主要影响因素,对于提取率则为最次要因素,因此取制乳转速为2000r/min较合适。综合分析以上结果,可得最佳制乳条件或操作参数为B3D1A3C3。即Span-80用量为4%,液体石蜡用量为3%,制乳转速为2000r/min,油内比为1∶1。最后采用最佳制乳条件进行综合实验,获得了99.28%的高制乳率、25.53%的溶胀率与93.5%的提取率。

表1 正交试验结果表

2.2 NaOH质量分数对苯酚提取率的影响
由图2可知,随着NaOH质量分数的增加,乳液膜对苯酚的提取率逐渐下降且当NaOH含量达到10%和15%时急剧下降。这可能是由于一方面碱性过强导致Span-80酯键发生水解,使膜的稳定性急剧下降,从而导致最终提取率急剧下降[2];另一方面内相溶液浓度增加,内外水相的化学势差随之增加,导致膜的溶胀率增加,也使膜的破损加剧并最终导致提取率急剧下降。为了适应更大范围的苯酚废水处理,采用内相为质量分数5%的NaOH溶液。
2.3 水乳比对苯酚提取率的影响

由图3可知,随着水乳比的增加,除酚率的变化不大,均在97%左右,表明乳液的利用率较高。综合考虑,萃取过程取水乳比为2∶1较合适。
3 结论
(1)通过正交试验,获得了Span-80用量为4%,液体石蜡用量为3%,制乳转速为2000rpm,油内比为1∶1的最佳制乳操作参数。
(2)在制乳因素一定的条件下,考察传质因素NaOH溶液浓度和水乳比分别对提取率的影响规律,并确定了内相NaOH质量分数为5%与水乳比为2∶1的传质条件。
[1]水质分析大全编写组.水质分析大全[M].北京:技术文献出版社,1989.
[2]时均,袁权,高从锴.膜技术手册[M].北京:化学工业出版社,2001.
10.3969/j.issn.1008-1267.2010.05.016
TQ028.8
A
1008-1267(2010)05-045-04
2009-05-06
太原科技大学青年基金资助.
石国亮(1977-),男,讲师,硕士,研究方向:主要从事膜制备及应用研究。