滚压修复抽油杆的质量控制
2010-09-14李营波
李营波
胜利油田 东辛采油厂 (山东 东营 257000)
滚压修复抽油杆的质量控制
李营波
胜利油田 东辛采油厂 (山东 东营 257000)
介绍了抽油杆滚压修复的原理和修复工艺流程,进而提出了依据行业标准SY/T 5029《抽油杆》控制各个修复环节质量的具体要求。在对抽油杆使用要求和各个工艺环节分析的基础上,分别提出了对抽油杆的几何尺寸、表面质量、螺纹质量和机械性能的控制办法和控制参数。对于几何尺寸,应当控制压下量;对于表面质量,应当对镦粗部位修磨;对于螺纹质量,应当清洗、修复和检测;对于机械性能,应当调整好设备参数。
抽油杆滚压修复是一种新的抽油杆修复工艺,它主要是针对杆体表面有腐蚀坑或机械损伤的废旧抽油杆,清洗、喷丸除锈后,瞬时提高杆体表面的温度,用一组滚压轮滚压杆体表面,消除杆体表面的凹坑或机械损伤,提高表面光洁度,消除应力集中的危害,再经过超音频表面淬火,恢复抽油杆的各项机械性能,达到延长抽油杆使用寿命,降低采油成本的目的。
抽油杆滚压修复的修复工艺流程为:废旧抽油杆从油井上回收来,先用清洗机清洗掉杆体表面的油污,再上抛丸机去除锈皮、水垢等杂质,然后在滚压机床上,经中频加热滚压杆体表面,经滚压处理后的抽油杆再上超音频淬火机床进行表面淬火,再经探伤、防腐处理后,打包出厂。
为使滚压修复的抽油杆达到正常使用的要求,应按照《抽油杆修复与检测技术条件》的规定进行修复,出厂质量应满足石油天然气行业标准 SY/T 5029《抽油杆》的相关规定。因此,根据滚压修复抽油杆的实际工艺过程,必须制定出各个修复环节的质量控制要求。
滚压修复抽油杆的几何尺寸控制
抽油杆的几何尺寸主要涉及到杆体直径、台肩、扳手方和凸缘的尺寸,滚压修复处理的是抽油杆杆体,杆体直径控制是通过压下量来实现的。台肩、扳手方和凸缘尺寸的变化主要是在使用过程中偏磨、腐蚀等造成的,滚压不对其进行修复,只能用修磨的方法对其进行处理。
1 杆体直径的控制
从油井上收回来的废旧抽油杆的腐蚀程度不同,杆体直径也不相同,因此,必须根据每一根抽油杆的腐蚀情况和杆体直径调节滚压的压下量。压下量的调节应高于SY/T 5029《抽油杆》中规定的杆体直径的下限。SY/T 5029《抽油杆》中规定的常用抽油杆杆体直径如表1所示。
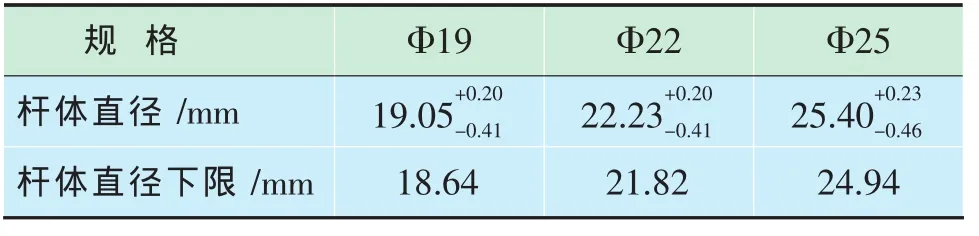
表1 常用抽油杆杆体直径
考虑到抽油杆在加热时的热膨胀量,这3种规格的抽油杆在滚压时应结合腐蚀情况,并参考表2中的数值调节压下量。

表2 常用抽油杆压下量调整范围
滚压后的抽油杆在完全冷却到常温时,若杆体直径低于表1中规定的直径下限,应作报废处理。
2 抽油杆镦粗部位的尺寸控制
抽油杆在井下使用过程中,杆体和镦粗部位都会产生腐蚀和偏磨等损害。杆体可以通过滚压消除腐蚀坑,修正偏磨量。镦粗部位包括台肩、扳手方和凸缘,无法滚压修复,只能用手持式砂轮机对腐蚀坑或机械伤害进行修磨处理,使其光滑过渡,消除应力集中的影响,修磨后镦粗部位的几何尺寸应能满足SY/T 5029《抽油杆》中的规定。表3是常用抽油杆镦粗部位的几何尺寸。
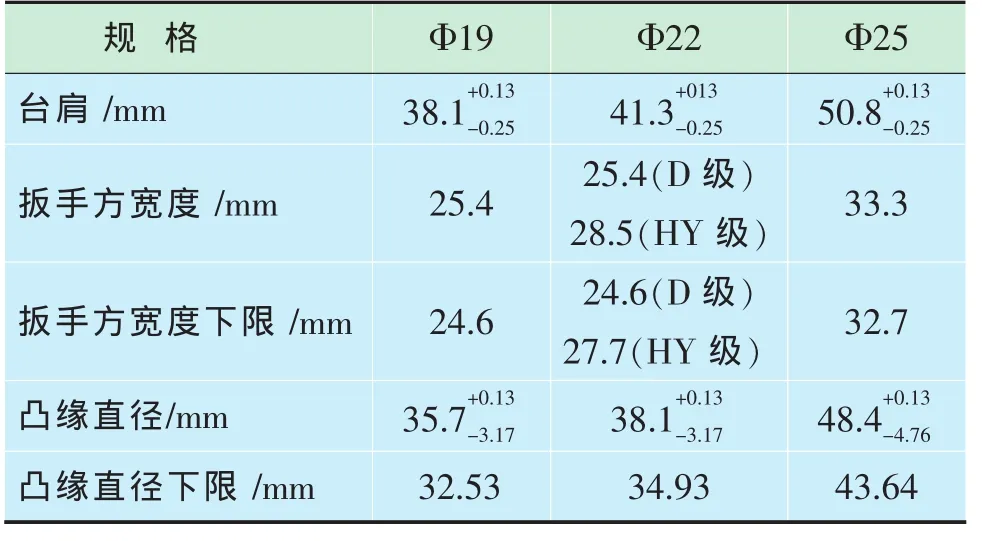
表3 常用抽油杆镦粗部位的几何尺寸
3 抽油杆杆体直线度的控制
一般来讲,滚压修复抽油杆对弯曲不太严重的抽油杆有一定的热校直作用,因此,弯曲的抽油杆,特别是有小急弯的抽油杆经滚压后,直线度都有所改善。滚压完成后,抽油杆杆体直线度应符合SY/T 5029《抽油杆》中的规定,即3.04mm的直尺测量时,中间间隙最大允许值为1.65mm。
滚压修复抽油杆的表面质量控制
滚压修复的抽油杆的杆体表面质量非常好,光洁度一般不会超过3.2μm,这样的光洁度,大大减少了疲劳源,应力集中一般不会存在,抽油杆的疲劳性能会得到改善。为了达到这种状态,滚压修复抽油杆时,应控制好以下几个环节。
1 滚压修复前杆体表面的处理
抽油杆清洗工序应完全消除油污堆积,避免在喷丸处理时,钢丸粘在油污里再被滚压入杆体,形成新的缺陷;喷丸工序要保证喷丸的覆盖率为100%,喷丸后的抽油杆杆体完全露出金属光泽,不能有油污、水垢、铁锈的存在,以免这些杂质被滚压入杆体,形成缺陷。
2 滚压后杆体表面的处理
如果杆体有个别腐蚀坑比较深,滚压不能完全将其消除,应当用手持砂轮机对腐蚀坑进行光滑过渡处理,但是要保证杆体最小直径满足表1中杆体直径下限的规定。
3 镦粗部位表面的处理
滚压不对镦粗部位(即台肩、扳手方、凸缘)进行处理,腐蚀坑、偏磨、管钳牙印等缺陷会依然存在,为了消除这些缺陷造成的应力集中,应当用手持砂轮机,在滚压完成后,超音频表面淬火之前,对镦粗部位进行修磨处理。修磨后,腐蚀坑或管钳牙印处能光滑过渡,并且几何尺寸能够达到表3的要求,否则应作报废处理。
滚压修复抽油杆螺纹的质量控制
抽油杆在使用、搬运过程中难免发生磕碰,造成对螺纹的损伤,常见螺纹损伤主要有:螺纹的一个或几个牙倒伏;油泥填满螺纹。因此,与一般修复抽油杆一样,滚压修复抽油杆也应按照SY/T 5029《抽油杆》和《抽油杆修复与检测技术条件》的要求对螺纹进行处理。
1 螺纹的清洗和修复
用清洗机或钢丝刷清除螺纹及卸荷槽内的油泥,再用工作板牙对螺纹进行修复。
2 螺纹的检测
出厂前必须对螺纹进行检测。使用外螺纹止端环规P6旋入外螺纹接头不超过3圈,使用外螺纹通端环规P8旋入外螺纹接头,且能与台肩端面紧密接触,为合格。
3 修复过程中对螺纹的保护
在修复过程中,需要特别注意对螺纹的保护,避免磕碰螺纹,特别是在喷丸时,螺纹必须带好防护帽,防止高速喷射的钢丸损坏螺纹。
滚压修复抽油杆机械性能的控制
为满足抽油杆的使用要求,滚压修复抽油杆的机械性能必须符合SY/T 5029《抽油杆》和《抽油杆修复与检测技术条件》的要求。若要达到上述标准的要求,应当依据抗拉强度、疲劳性能、硬度等机械性能的实验数据来调整好滚压中频电源的频率、输出功率以及滚压速度,也需要调整好超音频淬火机床的行进速度、喷水量以及超音频电源的输出功率等项参数,保证滚压修复的抽油杆达到表4中机械性能的要求。
抽油杆滚压修复技术是一项经济效益和社会效益都非常明显的技术,它可以将废旧抽油杆加工后重复利用,能为油田企业节约大量的采购成本,但是,只有在实际的修复工作中,控制好上述各项的质量,才能将这项技术的优势更好地发挥出来。

表4 滚压修复抽油杆的机械性能
[1]李营波,付涛.抽油杆滚压修复技术[J].科技资讯,2009(29):103-104.
[2]吴则中.有杆抽油设备与技术-抽油杆[M].北京:石油工业出版社,1994.
[3]SY/T 5029-2006抽油杆[S].
[4]Q/SH10200780抽油杆修复与检测技术条件[S].
An introduction is first given to the principle and technological process on the rolling restoration of pumping rods,then to the concrete requirements of controlling the quality of restoring links by the industrial standards SY/T 5029 “Pumping Rods”.Based on the analysis of using requirements for pumping rods and different technical links,controlling methods and parameters about the geometric dimension,facial quality,thread quality,mechanical property are respectively put forward.About geometric dimension,it is necessary to control the amount under the pressure;about facial quality,it is essential to do repairing and grinding for the rough part; as to thread quality,it is necessary to wash off,restore,and detect;about the mechanical property,it is necessary to adjust the parameters of equipment.
rolling restoration;pumping rod;geometric dimension;facial quality;thread quality
李营波(1973-),男,高级工程师,硕士,主要从事抽油杆修复工作。
2010-05-27
关鍵词 滚压修复 抽油杆 几何尺寸 表面质量 螺纹质量