浅谈Φ1600×1400辊压机调试体会
2010-09-13朱得旭
朱得旭
(冀东海德堡泾阳水泥有限公司,陕西咸阳713701)
浅谈Φ1600×1400辊压机调试体会
朱得旭
(冀东海德堡泾阳水泥有限公司,陕西咸阳713701)
该公司二线5000t/d生产线配套的2台Φ4.2×13m水泥磨系统采用辊压机(Φ1600×1400)、Φ4.2×13m开路球磨机组成的高效联合粉磨系统。该系统所有设备全部国产化,具有系统能耗低、技术先进可靠等特点。调试过程中,先后出现了磨机产量偏低、带料时辊压机振动大,喂料不稳导致比表面积波动大等一系列问题,通过不断分析、总结,采取了一系列应对措施,取得了良好的效果。
辊压机产量循环负荷压力
辊压机是利用两磨辊对物料施压,被粉碎的物料受挤压形成密实的料床,颗粒内部产生强大的应力,使之产生裂纹而粉碎。出辊压机后的物料形成了强度很低的料饼,经“V选”打散分级后,产品中的粒度在2mm以下的颗粒占80%~90%。由于辊压机的能量利用率高,操作中力求采用低压大循环,选择合理的料饼厚度、提高料饼质量,使辊压机液压系统向磨辊提供的压力更加有效地作用于物料,增强挤压效果,实现挤压打散系统的最佳运行状态。
1 生产流程及主要设备
辊压机粉磨系统所用的四种物料经电子皮带秤按一定比例配料后,送到皮带输送机上,该输送机上方设有一台悬挂式电磁除铁器,能有效地除去混在输送物料中的含铁件。除铁后的物料送入1号斗式提升机,由斗提送至辊压机稳料小仓,并与“V选”选粉后的粗粉混合后喂入称重仓,称重仓的物料以料柱的形式喂入辊压机,辊压机将喂入其中的物料挤压成含有许多细粉和碎料的料饼。出辊压机料饼由2号循环斗提输送V型选粉机。经“V选”打散分级后,通过V型选粉机的循环风将细料带入旋风除尘器,其粗粉返回到稳料仓,细粉随选粉空气进入旋风除尘器被收集下来,经空气输送斜槽送至O-Sepa选粉机,经O-Sepa选粉机选粉后,成品由收尘器分离后直接入库,粗粉经Φ4.2×13m球磨机粉磨至水泥成品后卸出,与收尘分离的细粉混合后入库。
辊压机及“V选”技术参数如表1所示。水泥磨系统工艺流程见图1。
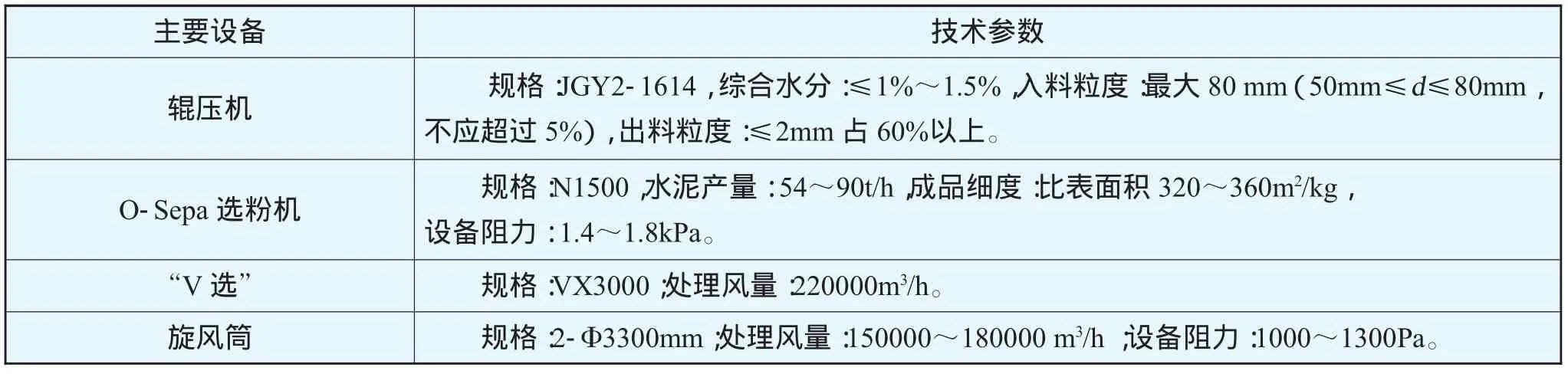
表1 辊压机及V型选粉机技术参数
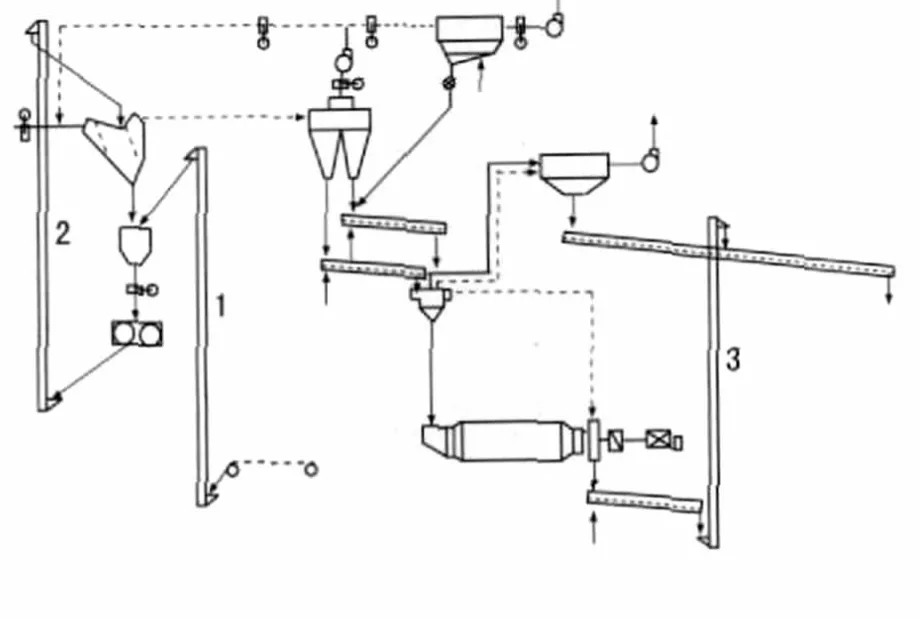
图1 水泥磨系统工艺流程图
2 生产初期存在的问题
本系统是由两个独立的系统组成:辊压机预粉磨系统和管磨机粉磨系统,只有实现两个系统的合理匹配才能实现整个系统的高效运行。在生产初期,由于经验不足,对该系统的运行原理了解不够深,出现了许多问题。曾出现辊压机带料不稳,不能有效地形成连续稳定的料柱,辊压机振动大,出现缓冲仓塌仓,经常损害辊压机压力变送器和氮气囊等。由于喂料的波动,导致进入水泥磨的物料量波动,不能给水泥磨一个稳定均匀的喂料。导致水泥细度波动很大。水泥台时保持在140t/h左右。后对辊压机缓冲仓下料管进行改造后,效果较好,能保证形成连续稳定的料柱,只要保证水泥磨研磨能力,基本都可以控制调整循环风机的阀门就能控制整个系统稳定。但台时也只有145~150t/h,达不到设计台时,为能提产降耗,分别对辊压机、“V选”进行了一系列优化改造。
3 影响辊压机产量及产品细度的因素
3.1 辊压机压力、通过量及仓压
对一台辊压机而言,只要辊压机规格参数已确定,在中控操作过程中能调整的只有压力和通过量,所以找出一个合理的压力和通过量,是提高辊压效果的关键。为保证辊压机电流不超出额定电流,必须对压力和通过量进行控制。如果假设辊压机主电机电流保持不变,则液压系统的压力与料饼厚度呈反比例关系。即增大通过量,增大料饼厚度,就必须降低液压系统的操作压力。反之亦然。稳定辊压机小仓料位,确保在辊压机两辊间形成稳定连续的料床,充分发挥物料间应力的传递作用以保证物料的高效粉碎。对不同压力和通过量时的对比如表2所示。

表2 对不同压力和通过量时的对比
3.2 V型选粉机分级效率
该系统采用的是静态“V选”进行打散和分级,静态分级机的分级效率取决其自身内部的工作状态,内部没有活动部件,物料进入选粉机后靠重力向下运动,被机内的阶梯式导流板冲散,气流通过导流板间隙将细粉选出。所以影响分选效果的因素有入选粉机物料的密实度、料幕的形成、“V选”布风面积和风压等。
在运行时,发现入“V选”下料口,偏向一边下料较多,下料过于集中,以类似料柱的形式落下,不仅难以将其中的细粉分出,并且由于下料多端阻止循环风通过,而没料端通过大量的风,造成分级风的短路,没有同处于连续打散过程的物料作充分有效的接触,无法形成有效的分选风力场,此时的分级效率低下,大量的细粉无法从物料中被有效分选,一部分在循环风中循环,一部分返回辊压机,辊压机工作效率降低。出现辊压机辊距变小,循环量增大,时常有塌仓现象,后对入“V选”下料口改造,分别在入“V选”下料口制作了三个分料板,呈“品”字形分布。运行一段时间后效果明显。
3.3 旋风筒分离效果
本系统采用的是蜗壳式270°大蜗壳进风口,以降低阻力。影响旋风筒流体阻力及分离效率主要有两大因素:一是旋风筒的几何结构;二是流体本身的物理性能。
该旋风筒本身结构已经定型,由于物料、辊压机辊压效果的影响,进入旋风筒的颗粒级配波动很大,旋风筒入口风速、料气比及旋风筒的漏风等影响,很大程度上影响旋风筒选粉效率。在生产过程中旋风筒的外漏风很容易被发现,但是下料管处的内漏风很难发现,根据相关研究显示,漏风位置越接近旋风筒卸料口,漏风对分离效率影响越严重。减少旋风筒卸料口的漏风对旋风筒的分离效率具有重要意义。
3.4 O-Sepa选粉机选粉效率及选型
该系统采用的是N-1500型O-Sepa高效选粉机,在生产过程中,选粉机没有达到预期的分选效果。在台时达到160t/h时,进入选粉机的料气比大于最佳值2.5kg/m3,其选粉效率仅在35%~40%左右,严重制约了磨机能力的发挥,影响磨机粉磨效率。造成这种情况的原因主要有两方面:一是选粉浓度过大,选粉机超负荷运行,即选型小;二是该选粉机内部结构设计不合理。撒料装置不能有效形成料幕,不能形成有效的分选风场。理论计算要求选粉风量在2000~2800m3/m in之间,考虑富裕选粉量应该选择N-3000为最好。选粉风量的计算公式:

式中:N——处理风量,m3/m in;
Q——磨机产量,t/h;
CA——磨机循环负荷率,其最佳值为l.5~2.0;Cs——料气比,其最佳值为2.5kg/m3;经计算得出:N=2000~2800m3/m in。
4 采取的措施
(1)辊压机压力、通过量合理的选择是低耗高产的关键。压力太高导致细粉太多,辊压效率较低,且出现塌仓,循环负荷增加,形成的料饼太实,“V选”打散效果差。压力太低,成品量降低,氮气囊起不到应有的作用。通过量的调整,根据实际情况调整辊压机斜插板的高度能实现。通过不断摸索,确定物料进入辊压机后在9~10MPa压力作用下,形成密实料饼,辊压机运行电流70~80A,运行辊距在15~25mm,缓冲仓仓位控制在60%~70%之间,循环负荷控制在250%~300%之间。
(2)“V选”入料口制作了“品”字形分料板,使得入料能充分打散开,形成稳定连续的料幕,分选效果大大提升,这个可以从循环风机阀门和电流体现出来。应定时清理“V选”内部多孔板积灰。
(3)定时清理旋风筒入口积灰,恢复了双板锁风阀密封性,防止卸料阀下气流倒流而导致旋风筒选粉效率降低。补焊了部分磨透的旋风筒顶部。
5 总结
(1)Φ1600×1400mm辊压机与Φ4.2×13m球磨机组成的联合粉磨系统,只有实现两个系统的合理匹配才能发挥最大的效率。既要保证辊压和分离效果又要保证水泥磨研磨效果,才能达到水泥磨系统的优质低耗。经过改造调整后水泥台时达160t/h以上。
(2)风的走向和漏风对系统分离影响很大,所以在生产过程中要加强重视各漏风点的管理,合理调整风量。
(3)选粉机效率是制约联合粉磨系统产量提高的重要因素,辊压机联合粉磨系统中选用高效选粉机是提高产量的关键。
(编辑:郑用琦)
TQ172.63 文献标识码:B 文章编号:1007-6344(2010)04-0022-03
2010-04-13】