水泥包装计数系统改造
2010-09-13刘春增
刘春增
(中国联合水泥集团有限公司南阳分公司,河南南阳市474250)
水泥包装计数系统改造
刘春增
(中国联合水泥集团有限公司南阳分公司,河南南阳市474250)
1 存在的问题
我公司原有水泥包装计数系统采用单独的计数控制仪表控制。此种控制方式,不易于管理且发货人员的劳动强度大,另外也不利于进行查询等操作,针对以上问题,我们对水泥包装计数系统进行了改造。
2 控制要求
能够对整个水泥包装计数系统进行全面监控,了解装车的实时状态,能够远程控制发货系统,并提高发货精度,同时能够对所发货物进行查询操作。
根据以上控制要求,我们选用了S7-200PLC为主控元件,上位机监控采用力控6.0做为监控软件。
3 改造过程
3.1 硬件部分
将选用的对射型传感器装在装车机的合适位置上,用于检测实际的装车袋数。电动闸板阀安装于主皮带至装车机皮带的入口处,用于在达到实际的装车袋数后停止装车。如图1所示。

图1 对射型传感器安装示意图
3.2 软件部分
(1)上位机的监控部分由力控完成,主要包括装车监控、工艺流程、历史查询、历史报警等几个画面。装车监控画面为主画面,包括车道编号、水泥型号、票号、预装量、装车量、装车状态、瞬时袋数、复位操作按钮、闸板操作按钮、皮带操作按钮等。工艺流程画面主要用于显示现场工艺,也可显示实时数据。历史查询画面主要用于历史数据的查询,可以选择按日期查询、车道查询等信息,并可以打印输出。历史报警画面主要用于提示操作人员注意即将装满的车道,此时操作人员必须对报警进行确认,才可进行其它操作。
(2)S7-200编程部分是整个控制系统的重要部分,它决定了计数精度的高低。控制流程如图2所示。
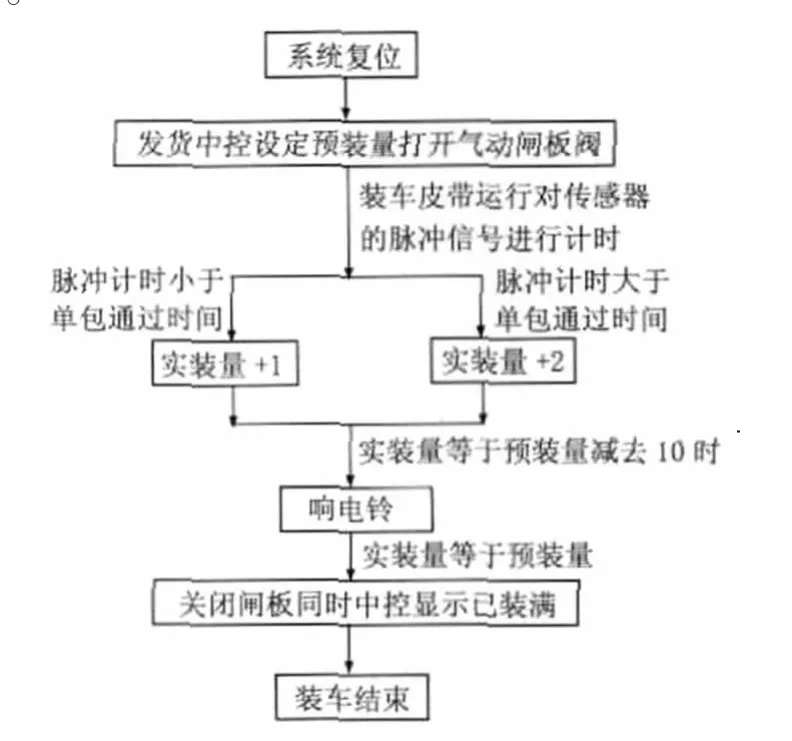
图2 控制流程示意图
此控制流程较为简洁,并考虑了装车过程中的连包情况,确保了计量的准确性。另外,在皮带机前后移动的过程中,可能会出现一包水泥多次通过计数器从而造成虚报的情况,对此我们在硬件的电气回路中对前后调车和装车皮带机的运行进行了联锁设计,有效地避免了虚报的出现。
4 改造后的运行情况
改造后的水泥包装计数系统投入运行后,发货、装车等均实现了实时监控、电子记录,大大减轻了发货人员的劳动强度,由PLC控制高精度传感器进行计数统计,计量准确、可靠。改造后的包装计数系统,得到了客户的一致认可。
(编辑:方圆)
TQ172.681 文献标识码:B 文章编号:1007-6344(2010)04-0039-02
2010-03-10】