多线程技术在激光快速成型中的应用*
2010-09-12陈光霞覃群
陈光霞,覃群
(江汉大学机电与建筑工程学院工业设计系,武汉 430056)
0 引言
激光快速成型技术的出现被认为是近年来制造技术领域的一次重大突破,它综合了机械工程、计算机辅助设计(CAD)、数控技术、激光技术及材料科学技术的一系列特点,可以直接、快速、精确地将设计思想转化为具有一定功能的原型或零件,从而可以对所设计产品进行快速评价、方案修改及功能试验,有效地缩短了产品的研发周期,同时具有较大的生产柔性[1-8]。
激光快速成型的基本过程是:首先获得被加工零件的三维 CAD模型的 STL文件;再利用切片技术进行分层切片,规划扫描路径,并转换成相应的控制指令;激光束在指令控制下进行扫描加工[9-13]。
当零件形状复杂时,则分层切片和生成扫描路径的计算量较大,耗时较长。传统的方法是先将所有切片扫描计算完成后再进行加工,或者计算一层加工一层,这些方法切片计算过程将占用较多的加工用时,有时甚至会达到加工总用时的 50%以上。为了节约分层切片与扫描计算时间,提高加工效率,本文成功地将多线程技术应用于激光快速成型技术中,使切片计算与激光加工同时进行,极大的提高了加工效率。
1 总体思路
为了实现切片计算与激光加工同时进行,本文在激光快速成型软件系统中引入了多线程技术,即一个线程完成激光加工控制,另一个线程完成分层切片、生成扫描路径的计算。其流程如图 1所示。
2 编程中的关键技术
要实现多线程处理技术,必须解决以下几个关键技术问题。
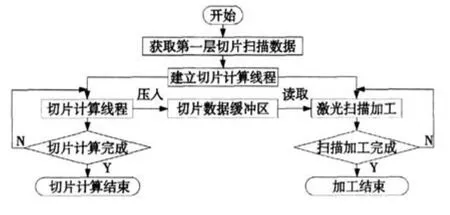
图 1 加工及切片计算多线程流程图
2.1 数据存储缓冲区的建立与操作
在激光快速成型软件系统中,一个线程完成激光加工控制,另一个线程完成切片与扫描路径的计算。切片计算线程将计算结果压入数据缓冲区,激光加工控制线程将数据从缓冲区中读出来,控制激光加工。这个数据缓冲区是程序专门创建的。
2.1.1 数据存储缓冲区的建立
缓冲区的建立方法:在激光快速成型软件系统中建立一个与切片计算过程具有相同数据结构的一维数组。这个一维数组的结构如下:
首先定义直线的数据结构。
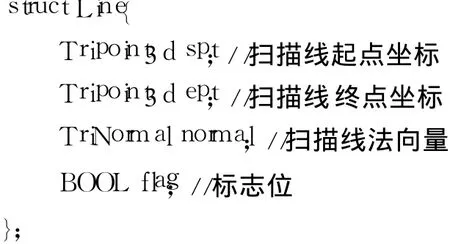
再利用这个直线数据结构定义一个五元素的一维数组,如:
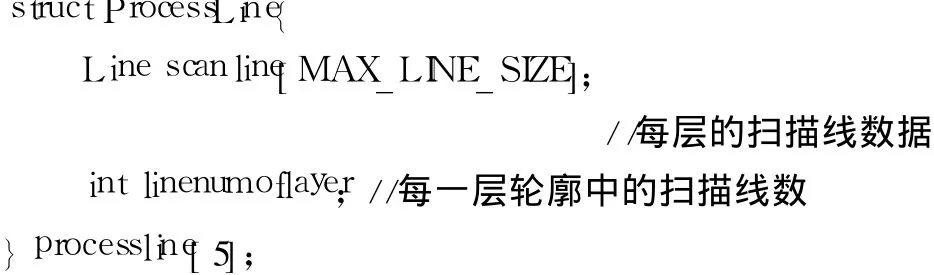
也就是说,这个缓冲区的大小为 5。
2.1.2 缓冲区的操作
缓冲区的操作主要包括两个方面:压入操作和读取操作。
由切片计算线程计算得到的一层扫描线数据将被存入 processline[5]缓冲区数组中,但前提条件是缓冲区不满,如果缓冲区的 5个元素都存有加工数据,则新计算得到的数据将被挂起等待。只有当激光加工线程读取一组加工数据后,缓冲区又有空间存储加工数据,切片线程的计算结果才会被允许存入。
激光加工控制线程负责从缓冲区中读取加工数据,当它读取一组数据后,这组数据将从缓冲区中被清除,缓冲区内现有数据整体前移。读取数据顺序遵循“先进先出”的原则。如图 2所示。

图 2 缓冲区示意图
2.2 线程共享数据同步处理
切片计算线程与激光加工控制线程在运行过程中,涉及到两个共享数据:一是缓冲区中现存切片数据的个数,另一个是缓冲区现存的具体数据值。这就需要对缓冲区中的共享数据进行同步处理,否则会出现混乱。例如当一个线程正在读取或修改这两个共享数据时,另一个线程应被禁止对这两个共享数据进行操作,具体实现方法如下:
建立两个线程同步临界区变量:
当多个线程访问一个独占性共享资源时,可以使用“临界区”对象。任一时刻只有一个线程可以拥有临界区对象,拥有临界区的线程可以访问被保护起来的资源或代码段,其它希望进入临界区的线程将被挂起等待,直到拥有临界区的线程放弃临界区时为止,这样就保证了在同一时刻不会有多个线程访问共享资源。
当某个线程要对共享数据进行操作时,先要获准进入临界区,完成操作后,则离开临界区。如某个线程要访问 BufferNum时,应按以下方式进行:
3 应用举例
如图 3所示,是采用材料 Ti6Al4V,用激光快速成型的方法加工出来的可摘除局部义齿支架。可摘除局部义齿支架是人体口腔修复的重要辅助工具,由于该义齿支架属于形状结构复杂的三维曲面,利用多线程技术可以极大的节约切片计算时间,切实提高激光快速成型效率。
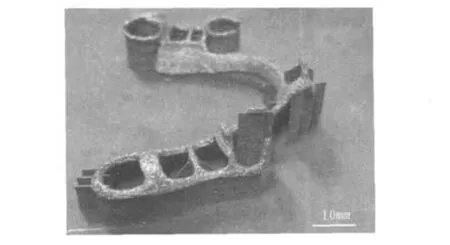
图 3 可摘除局部义齿支架
在添加辅助支撑后,每层切片、扫描填充计算时间在 30秒左右,与每层加工时间大致相当。在加工可摘除局部义齿支架时,按切片层厚 T=0.04mm进行切片,加工层数为 331层,则切片扫描计算用时约为 2.76小时;加工参数为功率 P=158W、扫描速度 V=10m/min、搭接率 O=33%。如果按一般的先切片计算,然后进行激光加工的方法,总用时需 5个多小时,引入了多线程技术后,可以使激光扫描加工和切片计算同步进行,加工过程中的切片计算耗时可以忽略不计,从而,可以节约加工时间 50%以上。两种方法的用时对比如表 1所示。
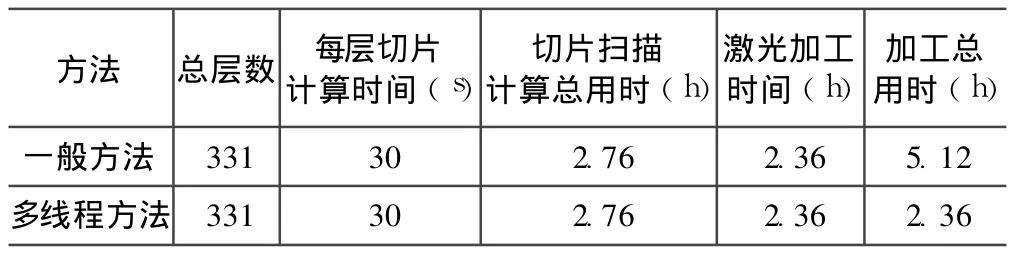
表 1 传统激光加工方法和多线程方法用时对比
4 结束语
在激光快速成型技术中引入了多线程技术,即在扫描加工的同时进行下几层的切片扫描填充计算,使得加工与切片计算同时进行,节约了切片扫描计算时间。实践证明:运用该方法,在保证加工质量的前提下,可以节约加工用时 50%以上,使激光加工效率大幅度提高。
[1]D.T.Pham,R.S.Gault.A com parison of rapid prototyping technologies.International Journal of Machine Tools&Manufacture,1998(38):1257-1287.
[2]张永忠,石力开,章萍芝,等.基于金属粉末的激光快速成型技术新进展[J].稀有金属材料与工程,2000,29(6):361-365.
[3]P.A.Kobryn,S.L.Semiatin.Microstructure and textureevolution during solidification processing of Ti— 6Al— 4V.Journal of Materials Processing Technology,2003,135(2-3):330-339.
[4]付立定,史玉升,章文献,等.316L不锈钢粉末选择性激光熔化快速成型的工艺研究[J].应用激光,2008,4(2):108-111.
[5]Yadroitsev,L.Thivillon,Ph.Bertrand,etal.Strategy ofmanufacturing components with designed internal structure by selective laser melting of metallic powder.Applied surface science,2007(254):980-983.
[6]史玉升,鲁中良.选择性激光熔化快速成型技术与装备[J].中国表面工程,2006,19(5):150-153.
[7]Kozo Osakada,Masanori Shiomi.Flexible manufacturing of metallic p roducts by selective lasermelting of powder.International Journal of Machine Tools&Manufacture,2006(46):1188-1193.
[8]Rob Day,Alan Kop.Heat treatment of Ti-6Al-7Nb components produced by elective laser melting.Rapid Prototyping Journal,2008,14(5):300-304.
[9]F Abe,E Costa Santors,Y Kitamura.Influence of forming conditions on the titanium model in rapid prototyping with the selective lasermelting p rocess.Proceedings of the Institution of Mechanical Engineers,Part C:Journal of Mechanical Engineering Science,2004,218(7):711-719.
[10]H.Meier,Ch.Haberiand.Experimental studies on selective laser melting ofmetallic parts.Mat.-wiss.u.Werkstofftech.2008,39(9):665-670.
[11]Adam T.Clare,Paul R.Chalker,et al.Selective lasermelting of high aspect ratio 3D nickel—titanium structures two way trained for MEMS applications.Int JMech Mater Des,2008(4):181-187.
[12]M.Wong a,I.Owena,C.J.Sutcliffe,et al.Convective heat transfer and pressure losses across novelheatsinks fabricated by Selective Laser Melting.International Journal of Heat and Mass Transfer,2009(52):281-288.
[13]Kamran AamirMumtaz,Neil Hopkinson.Lasermelting functionally graded composition of Waspaloy and Zirconia powders.JMater Sci,2007(42):7647-7656.