磁性磨粒光整加工中磁场发生装置的设计与开发*
2010-09-12陈红玲李文辉杨胜强杨世春
陈红玲,李文辉,杨胜强,杨世春
(太原理工大学机械工程学院,太原 030024)
0 引言
磁性磨粒光整加工是利用填充于加工间隙中的磁性磨粒,在具有一定大小磁感应强度的磁场中所产生的作用力,以及工件和磁极间的相对运动,实现对工件表面光整加工的一种新工艺[1-4]。磁性磨粒光整加工设备的核心部件是磁场发生装置,用于在加工域中产生特定大小的磁感应强度,磁化磁性磨粒而形成作用力。
磁性磨粒达到其饱和磁感应强度后,加工间隙的磁感应强度不再随磁场特性参数值的增加而增加,因此其饱和磁感应强度是设计磁场发生装置的依据。本文通过设计磁回路测量装置确定磁性磨粒的饱和磁感应强度,并进行了修正,最后设计开发了磁场发生装置,同时为各种磁场发生装置的设计和磁性磨粒的选用提供一定的参考。
1 饱和磁感应强度的确定
(1)实验装置
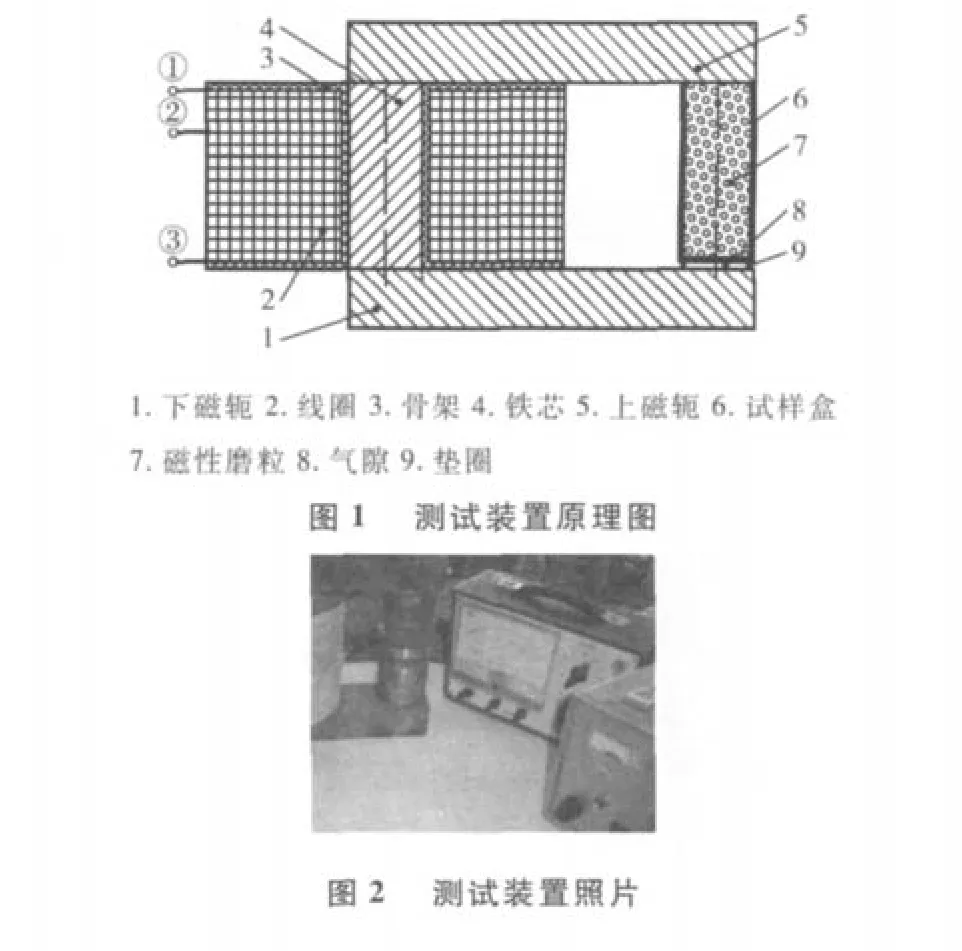
图 1为设计的饱和磁感应强度测试装置原理简图。将铁芯 4置于空心线圈骨架 3中,安装上下磁轭 1和上磁轭 5,再把 φ20×48的试样盒装满磁性磨粒,试样盒下部留出2mm的气隙。在设计磁路时,将铁芯截面边长与气隙宽度之比设计为10∶1,符合大于 8∶1的建立气隙匀强磁场的经验做法[5]。图 2为测试装置照片。
(2)实验分析
对图 1中的磁路应用安培磁路定理进行分段处理,可得:

式中,N为线圈匝数;I为电流;Hc、Hy、Hf、Hg分别为铁芯 、磁扼 、磁性磨粒、气隙中的磁场强度(A/m);Lc、Ly、Lf、Lg分别为铁芯、磁扼、磁性磨粒、气隙的长度(m)。
在假定没有磁泄露的情况下,可得磁感应强度 B与作用于线圈中电流 I的关系为:

由此求得磁性磨粒的磁场强度为:

式中,Bc、By、Bf和 Bg分别为铁芯、磁扼、磁性磨粒及气隙中的磁感应强度(T);μ0为真空磁导率;μr为纯铁的相对磁导率。
根据高斯磁场定律,磁感应强度的法向分量连续穿过两介质边界,可得:

简化整理后可得磁性磨粒的磁场强度与磁感应强度的关系式为:
式中,线圈匝数 N,气隙高度 Lg,真空磁导率 μ0,试样盒高度Lf为已知值,只有通过线圈的电流I和气隙的磁感应强度 Bg为两个变量。因此,当线圈中通以可调直流电流时,将特斯拉仪探头置于气隙之中,即可测量出气隙中各点的磁感应强度 Bg,从而计算出对应的 Hf值,建立磁性磨粒的磁场强度 H与磁感应强度 B之间的B-H关系曲线,如图 3所示。
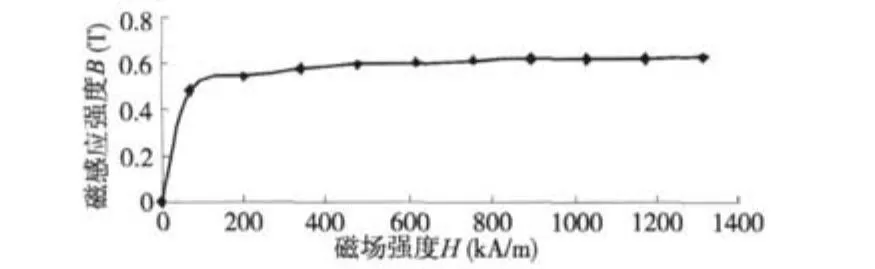
图 3 磁性磨粒的 B-H磁化曲线
由图 3可以看出:①磁场强度很小时,磁感应强度B随磁场强度 H的增加而迅速增加,并在 400kA/m处出现拐点,而后基本保持稳定不变,由此可以得到磁性磨粒的饱和磁感应强度 Bsat,为磁场发生装置的设计提供理论依据。②由于测试装置存在气隙,不可避免的会产生漏磁,以及特斯拉仪探头结构的限制,无法测量出中心处的磁感应强度值,而此处的值为最大值,因此测量结果应该进行修正。
总之,该测试方法容易使磁性磨粒的磁感应强度达到饱和,实现快速检测,为磁性磨粒的选用以及磁场发生装置的设计提供依据。
(3)饱和磁感应强度的确定
考虑磁阻和漏磁的影响,磁场发生装置设计时的磁感应强度应有所增加,为:

式中,B为所设计的磁场发生装置的磁感应强度(T);kf为漏磁系数,在不同的磁路结构(不同的尺寸结构、磁势分布)中,差别很大,从 2到 20都可以,在磁性磨粒光整加工的磁路中可以做到较小,取 1.2~5[6];kr为磁阻系数(磁势损失系数,一般在 1.05至 1.45之间);Bsat为磁性磨粒的饱和磁感应强度(T)。
综上所述,在磁性磨粒光整加工工艺中,根据加工工件和加工要求的不同,磁场发生装置所需的磁感应强度一般取 0.6~1.4T左右。
2 磁场发生装置的设计
磁场发生装置,亦称磁场源,是磁性磨粒光整加工设备的核心部件,可分为电磁源和永磁源。电磁源可以产生较大的磁感应强度,磁感应强度的大小也可通过调整输入电流的大小进行调节,当加工大型工件需要旋转磁场源时,还可通过脉冲电流来实现固定磁场源的旋转。但其需要绕组线圈,不仅结构复杂、体积较大,而且涡流热会使工件温度升高,影响加工效果,也不适合与精密设备连接。永磁源结构简单、装置轻便,但磁感应强度较小,调节也不方便。
2.1 磁路设计
磁场发生装置的设计主要包括磁路设计和磁极结构设计,图 4为电磁源结构示意图。电磁磁路设计的关键是励磁线圈设计,即在最大磁感应强度一定的条件下,计算线圈的匝数。
在忽略其它部分的磁阻时,磁路中的磁动势 F由磁阻 Rm来决定。

式中,Φ为磁通(Wb),B为磁感应强度(T),S为磁路的横截面积(mm2)
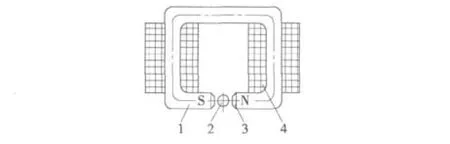
图 4 电磁源示意图
为了使加工区域得到需要的磁感应强度,磁路中的所有磁导体截面必须避免磁饱和,同时磁通应流过没有饱和的全部磁导体。磁路中的每个部分都会构成磁通经过的磁阻 Rm,计算时常采用磁阻的倒数磁导Λm。此时,式 (7)可写成:

当磁回路中电流为定值时,若将磁导 Λm求出,线圈的匝数即可确定。
磁导的计算与加工间隙有关。对于磁性磨粒光整加工的磁路来说,最常见的加工间隙有长方形和环形,如图 5所示。
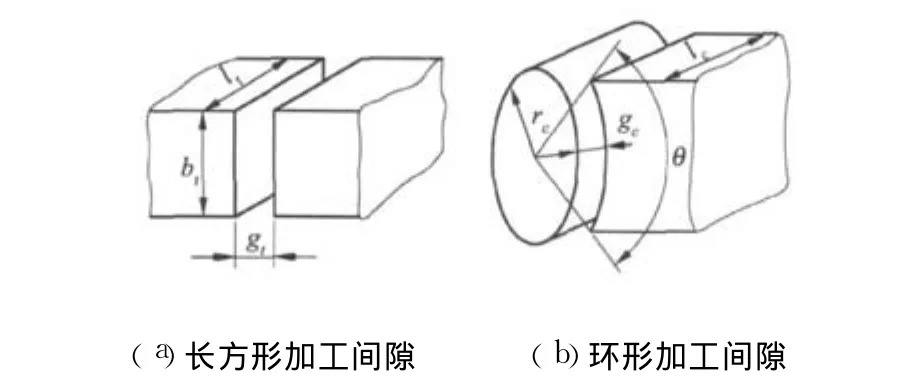
图 5 加工间隙的形状与参数
长方形加工间隙的磁导 Λt为:

式中,lt为磁极宽度(mm);bt为磁极高度(mm);gt为加工间隙(mm)。
环形加工间隙的磁导 Λc为:

工程计算实例:磁性工件直径d=30mm,长度L=45mm,磁极宽度 lcm=40mm,磁极高度 bcm=20mm,加工间隙 gcm=1~3mm,加工区域的磁感应强度 B=1.4T,计算结果见表1。对于直径d=15mm的非磁性工件,计算结果见表 2。
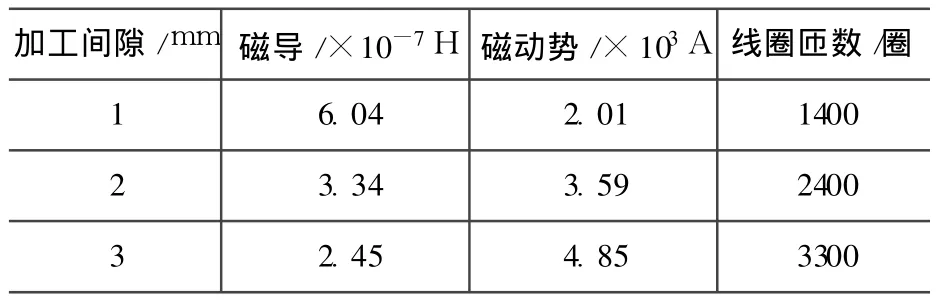
表 1 实例 1的计算结果
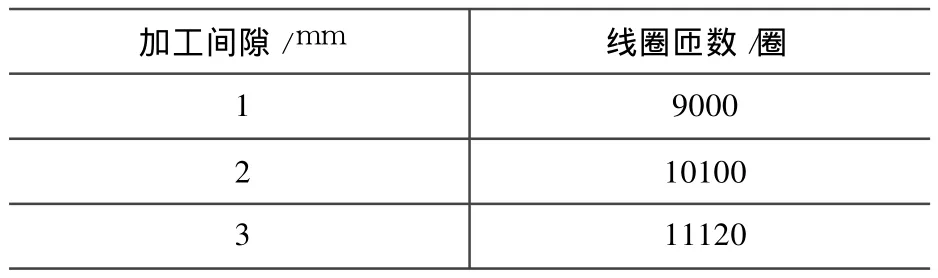
表 2 实例 2的计算结果
通过分析和计算,若在为加工磁性材料工件设计的磁场源上加工非磁性工件,为了达到相同的磁感应强度,就必须增加约四倍的电流值。反之,若在为加工非磁性材料工件设计的磁场源上加工磁性工件,将会出现磁饱和现象。
若取铁芯与轭框为正方形断面时,当饱和磁感应强度为 1.4T时,可计算出其单边长度必须在 36mm以上,故可取铁芯与磁轭的单边尺寸为 40mm。
2.2 磁极结构设计
磁极头的结构形状直接影响磁性磨粒对工件的作用力,其结构设计与被加工工件的形状、尺寸及其导磁性能等多种因素有关。
当磁极与工件之间的加工间隙出现大小变化时,间隙大的部位磁场强度弱;间隙小的部位磁场强度强,构成了非均匀磁场,更有利于改善加工效果,磁极表面一般均需开有沟槽。
对于回转表面,磁极头形状和结构一般为被加工零件形状的偶件;对于复杂自由曲面,可由水平面、垂直面、倾斜面、内外圆弧面及自由曲面等构成,磁极头则可设计成一些典型形状,如图 6所示。
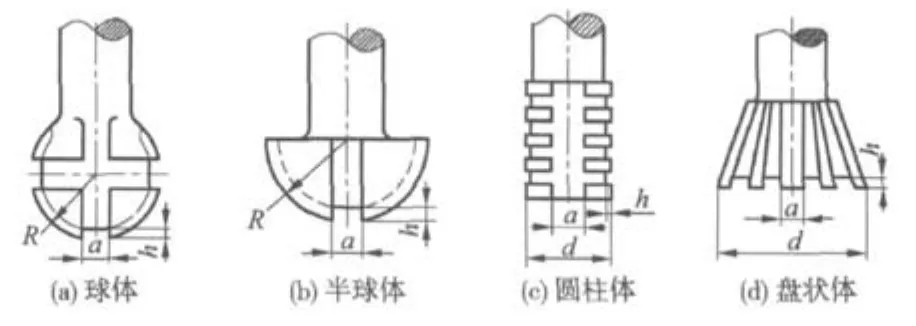
图 6 常见几何体形状的磁极头
另外,用永磁铁代替电磁铁具有很多优点,可将磁场源与磁极头合二为一,开发简单适用的永磁磁极头。目前,我们已成功开发了多种实用的磁场发生装置,图7为两种电磁场发生装置;图 8为两种永磁场发生装置。
3 结束语
通过设计磁回路测量装置确定磁性磨粒的饱和磁感应强度,并进行了修正;最后对磁路和磁极结构进行了设计,并开发了相应的磁场发生装置,同时为各种磁场发生装置的设计和磁性磨粒的选用提供一定的参考。

[1]V K Jain,Prashant Kumar,P K Behera,etal.Effect ofworking gap and circum ferential speed on the performance ofmagnetic abrasive finishing process[J].Wear 2001(250):384-390.
[2]杨世春,汪鸣铮,张银喜.表面质量与光整技术[M].北京:机械工业出版社,2000.
[3]Dhirendra K Singh,V K Jain,V Raghuram.Parametric study ofmagnetic abrasive finishing process[J].JournalofMaterials Processing Technology 2004(149):22-29.
[4]陈红玲,张银喜.磁性研磨加工工艺参数的实验研究[J].太原理工大学学报,2002,33(1):16-18.
[5]张欣,陆申龙.用数字式毫特仪测量铁磁材料的磁滞回线与磁化曲线[J].实验室研究与探索,2001(5):48-51.
[6]曹师今,付生利,张琦.在磁力研磨中采用永磁铁磁路的研究[J].沈阳大学学报,2003,15(4):62-64.